



1.焊条的选用原则
焊条的种类很多,各有其应用范围,选用是否恰当将直接影响焊接质量、劳动生产率和产品成本。焊条的选用须在确保焊接结构安全、可靠使用的前提下,根据钢材的化学成分、力学性能、工作环境(有无腐蚀介质,高温或是低温)等要求,还应考虑焊接结构的状况(刚度大小)、受力情况、结构使用条件对焊缝性能的要求和设备条件(是否有直流电焊机)等因素进行综合考虑,以便做到合理地选用焊条,必要时还需进行焊接试验。选用焊条时应注意以下基本原则:
(1)等强度原则 一般用于焊接低碳钢和低合金钢。对于承受静载或一般载荷的工件或结构,通常选用抗拉强度与母材相等的焊条,这就是等强度原则。例如焊接20、Q235等低碳钢或抗拉强度在400MPa左右的钢就可以选用E43系列焊条。而焊Q345(16Mn)、等抗拉强度在500MPa范围的钢,选用E50系列焊条即可满足工艺要求。
有人认为选用抗拉强度高的焊条焊接抗拉强度低的材料好,这个观念是错误的,通常抗拉强度高的钢材的塑性指标都较差,单纯追求焊缝金属的抗拉强度,但降低了它的塑性,往往不一定有利。
(2)等同性原则 一般用于焊接耐热钢、不锈钢等金属材料。焊接在特殊环境下工作的工件或结构,如要求耐磨、耐腐蚀、在高温或低温下具有较高的力学性能,则应选用能保证熔敷金属的性能与母材相近或相近似的焊条,这就是等同性原则。如焊接不锈钢时应选用不锈钢焊条,焊接耐热钢时应选用耐热钢焊条。
(3)等条件原则 根据工件或焊接结构的工作条件和特点选择最多。例如焊接需承受动载或冲击载荷的工件,应选用熔敷金属冲击韧度较高的低氢型碱性焊条。反之,焊一般结构时,应选用酸性焊条。虽然选用焊条时还应考虑工地供电情况、工地设备条件、经济性及焊接效率等,但这都是比较次要的问题,应根据实际情况决定。
(4)抗裂纹原则 选用抗裂性好的碱性焊条,以免在焊接和使用过程中接头产生裂纹。一般用于焊接刚度大、形状复杂、使用中承受动载荷的焊接结构。
(5)抗气孔原则 受焊接工艺条件的限制,如对焊件接头部位的油污、铁锈等清理不便,应选用抗气孔能力强的酸性焊条,以免焊接过程中气体滞留于焊缝中,形成气孔。
(6)低成本原则 在满足使用要求的前提下,尽量选用工艺性能好、成本低和效率高的焊条。
(7)等韧性原则 即焊条熔敷金属和母材等韧性或相近,因为在实际中焊接结构的破坏大多不是因为强度不够,而是韧性不足。因此焊条选择时强度略低于母材,而韧性要相同或相近。这也是高强钢焊接时的低组配等韧性。
2.同种钢材焊接时焊条的选用
(1)考虑力学性能和化学成分 对于普通结构钢,通常要求焊缝金属与母材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。对于合金结构钢,有时还需要合金成分与母材相同或者相近。在焊接结构刚性大、接头应力高、焊缝容易产生裂纹的不利情况下,应考虑选用比母材强度低或不变的焊条。当母材中碳、硫、磷等元素的含量偏高时,焊缝中容易产生裂纹,应选用抗裂性能好的碱性低氢型焊条。
(2)考虑焊接构件的使用性能和工作条件 对承受动载荷和冲击载荷的焊件,除满足强度要求外,主要保证焊缝金属具有较高的冲击韧性和塑性,可选用塑性、韧性指标较高的低氢型焊条。对于接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用不锈钢焊条或其他耐腐蚀焊条。在高温、低温、耐磨或者其他特殊条件下工作的焊件,应选用相应的耐热钢、低温钢、堆焊或其他特殊用途焊条。
(3)考虑简化工艺、提高生产效率、降低生产成本 对于薄板焊接或点焊时宜采用“E4313”焊条,焊件不易烧穿且易引弧;在满足焊件使用性能和焊条操作性能的前提下,应选用规格大、效率高的焊条;在使用性能基本相同应尽量选择价格低的焊条,降低焊接生产成本。
3.异种钢焊接时焊条的选用
(1)强度级别不同的碳钢与低合金钢(或低合金钢与低合金高强度钢) 一般要求焊缝金属或接头的强度不低于两种被焊金属的最低强度,选用的焊条熔敷金属的强度应保证焊缝及接头的强度不低于强度较低侧母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而塑性较差侧母材的性能。因此,可按两者之中强度级别较低的钢材选用焊条。但是,为了防止焊接裂纹,应按强度级别较高、焊接性较差的钢种确定焊接工艺,包括焊接规范、预热温度及焊后热处理等。
(2)低合金钢与奥氏体不锈钢 应按照对熔敷金属化学成分限定的数值来选用焊条,一般选用铬、镍含量较高的塑性、抗裂性较好的Cr25-Ni13型奥氏体钢焊条,以避免因产生脆性淬硬组织而导致的裂纹。但应按焊接性较差的不锈钢确定焊接工艺及规范。
(3)不锈钢复合钢板 应考虑对基层、覆层、过渡层的焊接要求选用三种不同性能的焊条。对基层(碳钢或低合金钢)的焊接,选用相应强度等级的结构钢焊条;覆层直接与腐蚀介质接触,选用相应成分的奥氏体不锈钢焊条。关键是过渡层(即覆层与基层交界面)的焊接,必须考虑基体材料的稀释作用,应选用铬、镍含量较高、塑性和抗裂性好的Cr25-Ni13型奥氏体钢焊条。
4.酸性焊条和碱性焊条的选用
在焊条的抗拉强度等级确定后,再决定选用酸性或碱性焊条时,一般要考虑以下因素:
1)当接头坡口表面难以清理干净时,应采用氧化性强,对铁锈、油污等不敏感的酸性焊条。
2)在容器内部或通风条件较差的条件下,应选用焊接时析出有害气体少的酸性焊条。
3)在母材中碳、硫、磷等元素含量较高时,且焊件形状复杂、结构刚度和厚度大时,应选用抗裂性好的碱性低氢型焊条。(https://www.xing528.com)
4)当焊件承受振动载荷或冲击载荷时,除保证抗拉强度外,应选用塑性和韧性较好的碱性焊条。
5)在酸性焊条和碱性焊条均能满足性能要求的前提下,应尽量选用工艺性能较好的酸性焊条。
5.按简化工艺、生产率和经济性来选用
1)薄板焊接或定位焊宜采用E4313焊条,焊件不宜烧穿且易引弧。
2)在满足焊件使用性能和焊条操作性能的前提下,应选用规格大、效率高的焊条。
3)在使用性能基本相同时,应尽量选用价格较低的焊条,降低焊接生产的成本。
焊条除根据上述原则选用外,有时为了保证焊件的质量,还需通过试验来最后确定,同时为了保证焊工的身体健康,在允许的情况下应尽量多采用酸性焊条。目前生产作业过程中常用的焊条与钢牌号匹配,见表3-12。
表3-12 常用钢牌号推荐选用的焊条
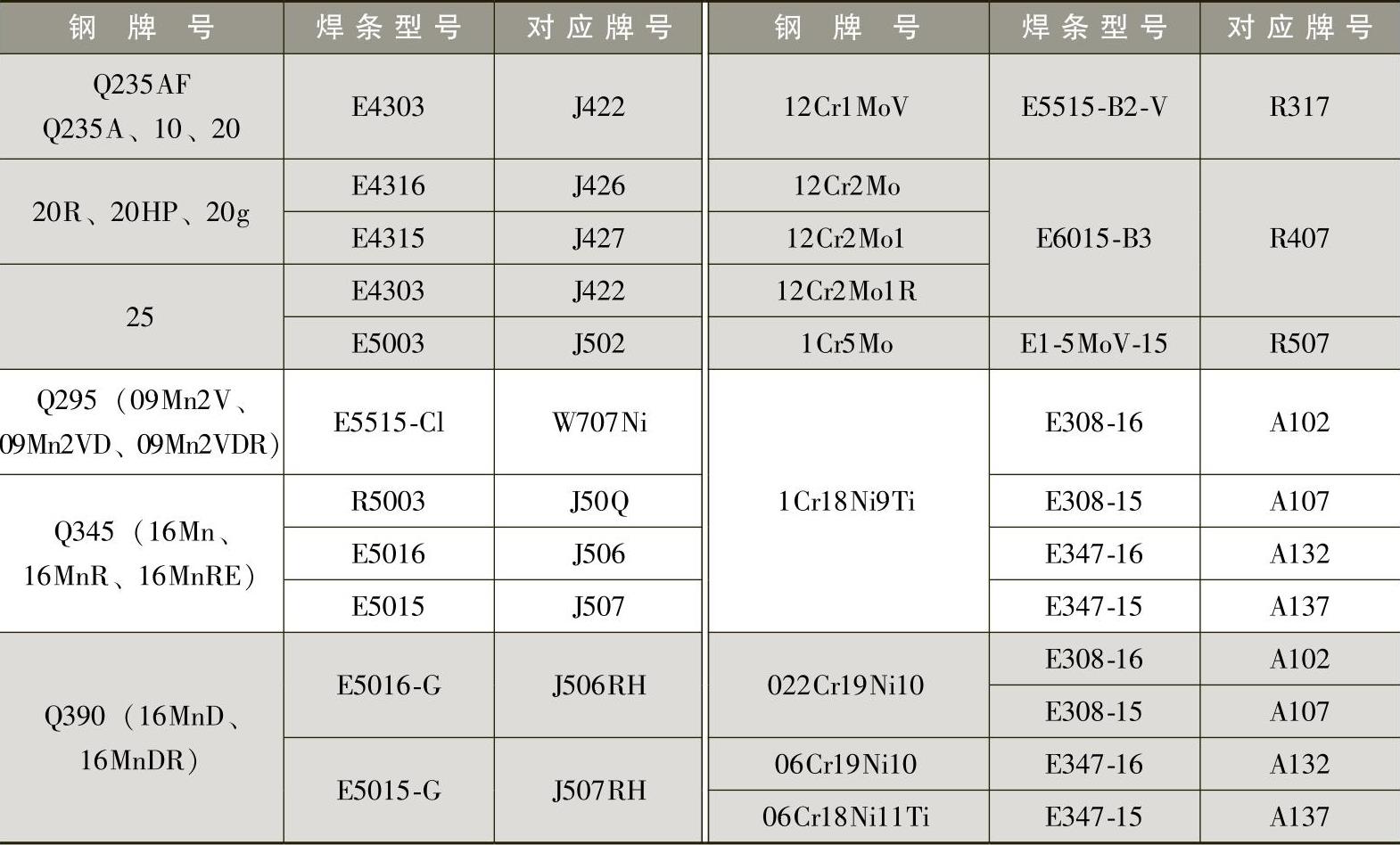
注:括号中为旧牌号。
6.常用的焊条消耗量计算
在进行焊接施工时,正确地估算焊条的需用量这项工作非常重要,如果计算得出的数值过多,就会造成库存的积压;估算过少,将造成工程预算经费的不足,有时还会影响工程进度的正常进行和施工质量。焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,下面列举一些相关的计算公式:

式中 M——焊条消耗量(g);
A——焊缝横截面积(cm2);
L——焊缝长度(cm);
ρ——熔敷金属的密度(g/cm3);
Kb——药皮质量系数;
Kn——金属由焊条到焊缝的转熔系数。
例:有一焊接产品为不开坡口的角焊缝,焊脚高度K为10mm,凸度C为1mm,母材为Q235A钢,采用焊条电弧焊工艺,工艺参数为:焊条型号为E5015,焊条直径3.2mm,焊接电流160A,焊缝长度为5m,焊条的转熔系数Kn为0.79,药皮质量系数Kb为0.32,钢的密度为7.8g/cm3,试计算焊条用量。
解:焊条用量为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。