



1.氧气的性质
氧气在常温常压下是一种无色、无臭、无味、无毒的气体。在0℃和1atm(101325Pa)下氧气密度为1.43kg/m3,比空气密度大。氧的液化温度为-182.96℃,液态氧呈浅蓝色。常温时,氧则以化合物和游离态大量存在于空气和水中。
氧气本身并不能燃烧,但它是一种化学性质极为活泼的助燃气体,能与很多元素化合,生成氧化物。通常情况下把激烈的氧化反应称为燃烧。气焊和切割正是利用可燃气体和氧燃烧所放出的热量作为热源的。
2.氧气的制取
制取氧气的方法很多,如化学法、电解水法及液化空气法等。但在工业上大量制取氧气时,都采用液化空气法。就是将空气压缩,并且冷却到-196℃以下,使空气变成液体,然后再升高温度,当液体空气的温度上升到-196℃时,空气中的氮则蒸发变成气体,当温度继续升高到-183℃时,氧开始气化。再用压缩机将气体氧压缩到120~150atm,装入专用的氧气瓶中,以便使用和储存。
3.氧气的存储
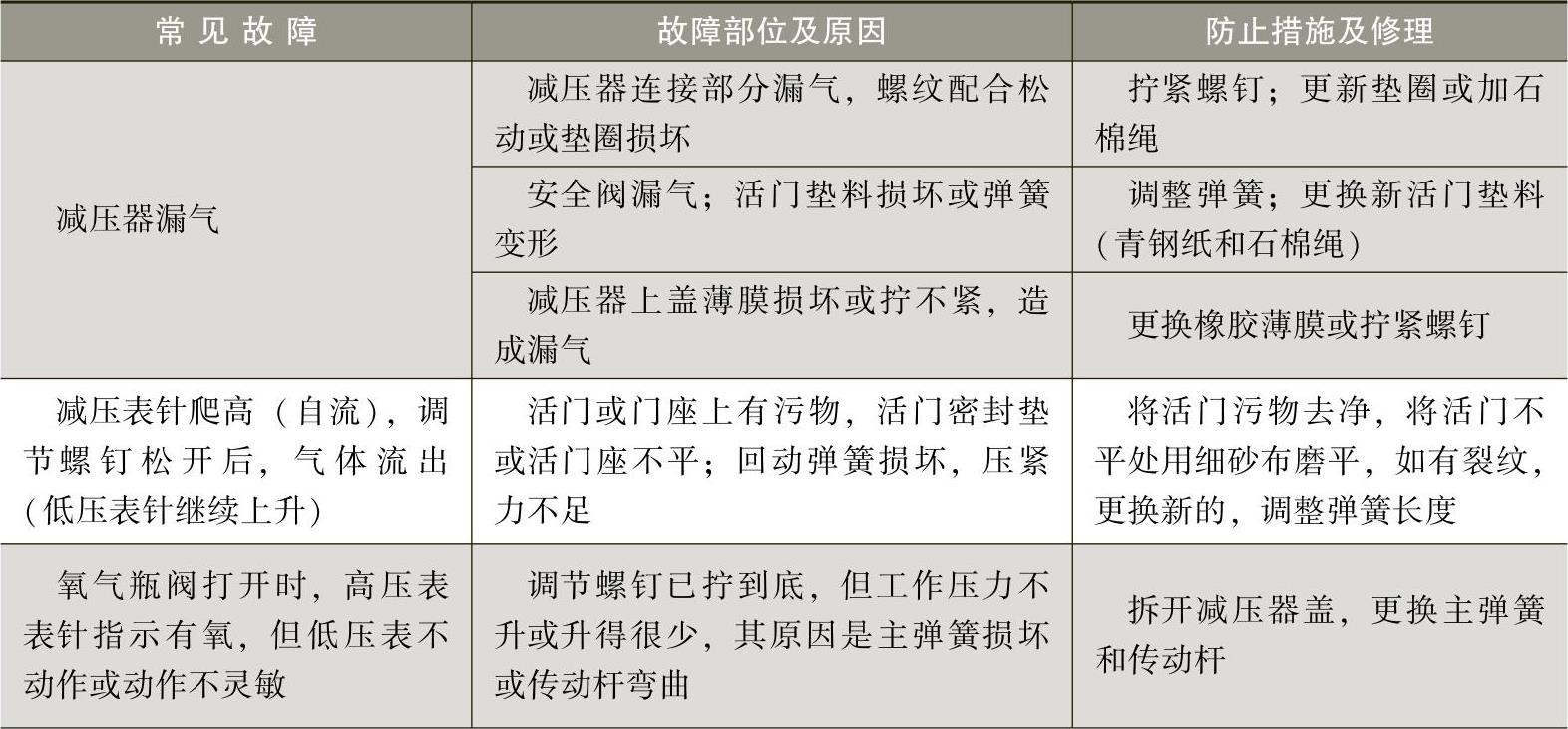
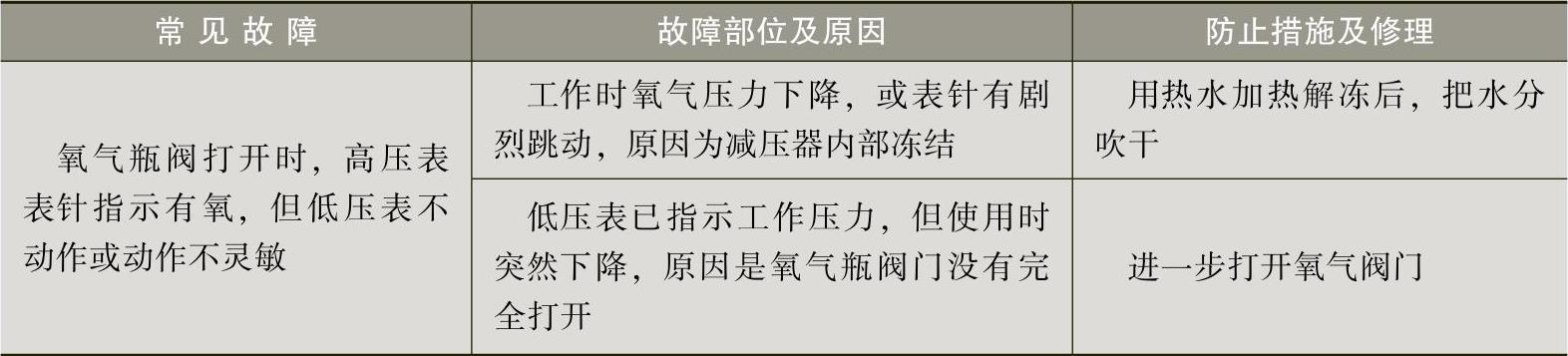
氧气的存储和运输一般都将氧气装在专用的氧气瓶中,并且氧气瓶外部应涂上天蓝色油漆,用黑色油漆写上“氧气”两字以作为标志。氧气瓶应在使用过程中每隔3~5年应在充气工厂进行检验,即检查气瓶的容积、质量,查看气瓶的腐蚀和破裂程度。常用氧气瓶的尺寸和装气量见表3-43。工作过程中氧气的供气量主要靠气瓶上的减压器进行调节,气瓶用减压器的主要技术参数见表3-44。减压器常见故障及防止措施见表3-45。
表3-43 常用氧气瓶的尺寸和装气量

表3-44 气瓶用减压器的主要技术参数
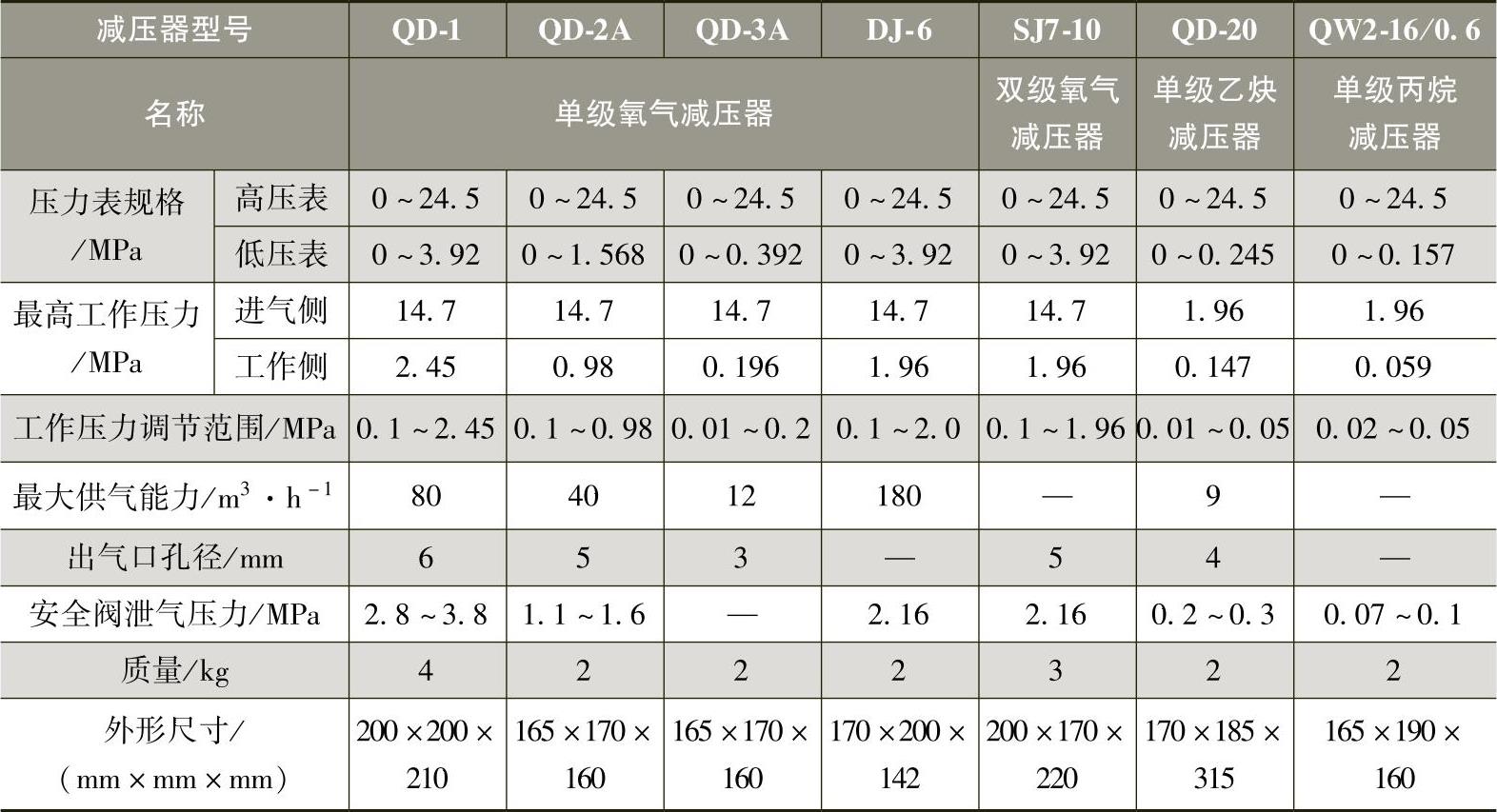
表3-45 减压器常见故障及防止措施
(续)
与气态氧相比,液态氧具有耗能低、供给的氧气纯度高(可达99.9%以上)、运输效率高等优点。因此工业用氧有时也以液态氧方式供应。向使用单位或现场供应液态氧的方式如下:
1)在使用部门设置气态氧储罐,由装备汽化装置和压缩装置的液态运输槽车向储罐充装气态氧。
2)在使用部门设置液态储罐和汽化装置,由液氧运输槽车向储罐充装液态氧。
3)将小型液氧容器和相应的汽化器装在推车上,配置在使用现场,并按使用需要在现场随时移动,这种方式只限于用氧量不大的工厂和现场。(https://www.xing528.com)
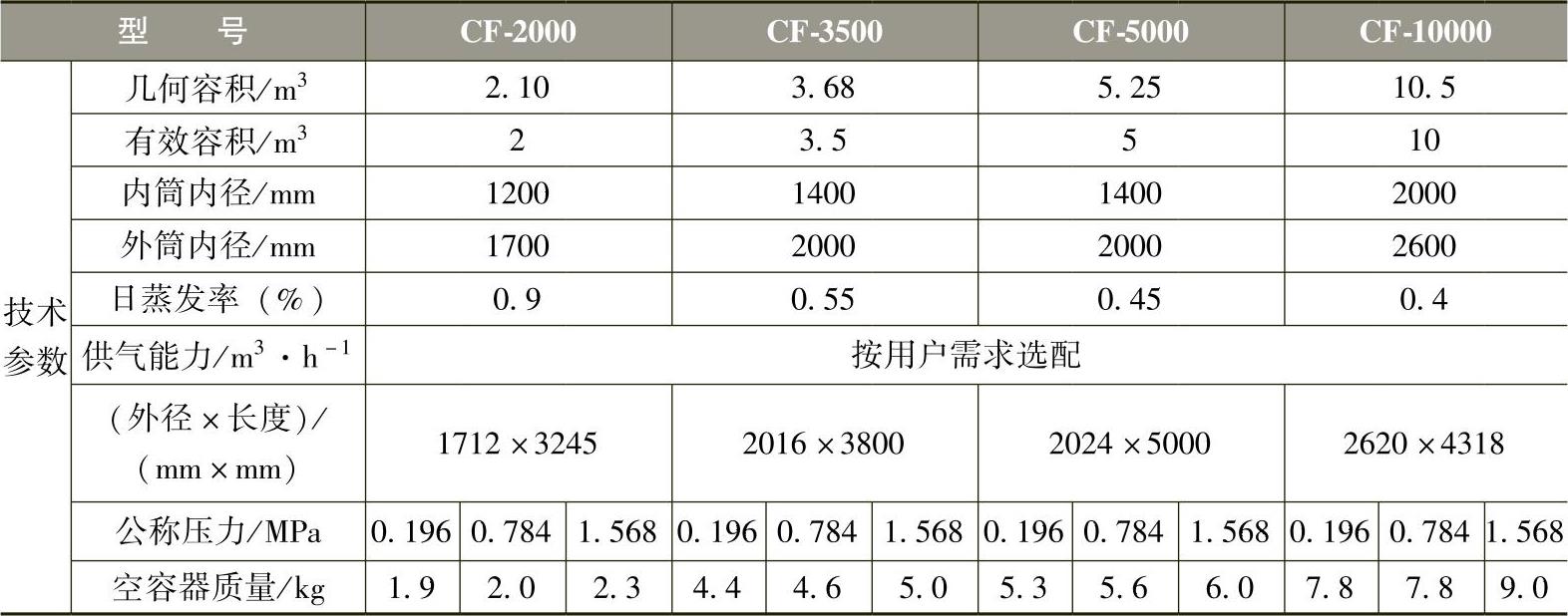
液态氧储罐有移动式和固定式两种。移动式液氧容器的规格和主要技术参数见表3-46。固定式液氧容器的规格和主要技术参数见表3-47。
表3-46 移动式液氧容器的规格和主要技术参数
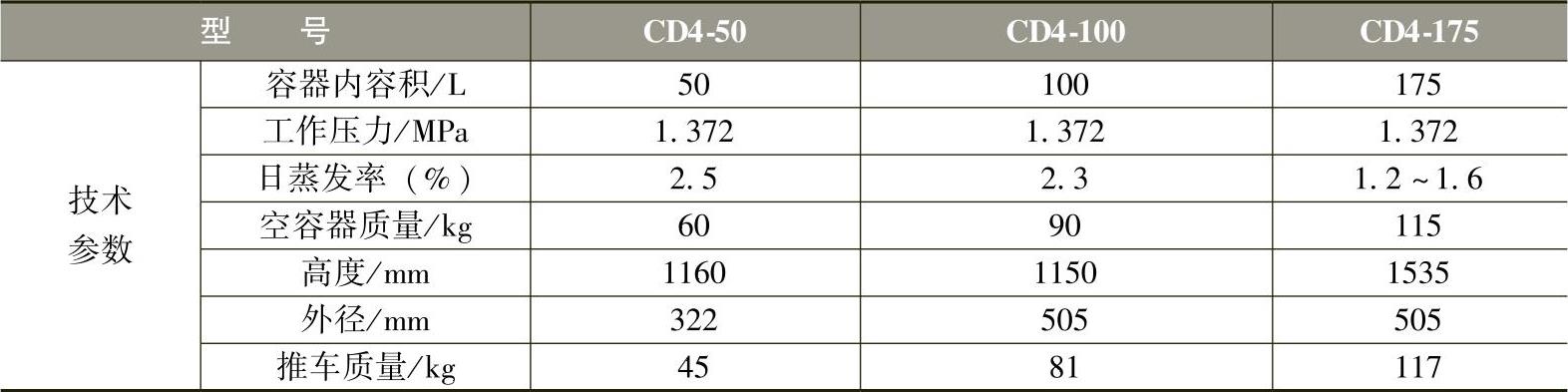
表3-47 固定式液氧容器的规格和主要技术参数
由于氧气是一种助燃气体,性质极为活泼,当气瓶装满时,压力高达150atm。在使用过程中,如不谨慎就有发生爆炸的危险,因此,在使用和运输氧气的过程中,应特别注意以下几点:
1)防油。禁止戴着沾有油渍的手套去接触氧气瓶及其附属设备;运输时,绝对不能和易燃物和油类放在一起。
2)防振动。氧气瓶必须牢固放置,防止受到振动,引起氧气爆炸。竖立时,应用铁箍或链条固定好;卧放时,应用垫木支撑防止滚动,瓶体上最好套上两个胶皮减振圈。运输时,应用专车进行运送。
3)防高温。氧气瓶无论是放置还是运输时,都应离开火源不少于10m。离开热源不少于1m。夏天,在室外阳光下工作,必须用帆布等遮盖好,以防爆炸。
4)防冻。冬季使用氧气瓶时,如果氧气瓶开关冻结了,应用热水浸过的抹布盖上使其解冻。绝对禁止用火去加热解冻,以免造成爆炸事故。
5)开启氧气瓶开关前,检查压紧螺母是否拧紧。旋转手轮时,必须平稳,不能用力过猛,人应站在出氧口一侧。使用氧气时,不能把瓶内的氧气全部用完,至少剩余1~3atm的氧气。
6)氧气瓶不使用时,必须将保护罩罩在瓶口上,以防损坏开关。
7)修理氧气瓶开关时,应特别注意安全,防止氧气瓶爆炸。
4.焊接用氧气的纯度
由于工业用氧气通常都是采用液化空气法制取的,所以在氧气中常含有氮,焊接和切割时有氮气的存在,不但使火焰温度降低,影响生产效率,而且氮气还会与熔化的铁液化合,使之变成氮化铁,降低焊缝的强度。因此氧气的纯度对气焊、切割的效率和质量有很大影响,用于气焊和切割的氧气纯度越高越好,尤其是切割时,为实现切口下缘无黏渣,氧气纯度至少在99.6%以上。
氧气也常用作惰性气体保护焊时的附加气体,以起到细化熔滴、克服电弧阴极斑点的飘移、增加母材热量输入、提高焊接速度等作用。气态氧的技术要求见表3-48。
表3-48 焊接用气态氧的技术要求

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。