



【摘要】:钨电极磨锥后,尖端直径应适当,太大时,电弧不稳定;太小时,容易熔化。磨修的长度一般为钨电极直径的3~5倍,末端的最小直径应为钨极直径的1/2。1)TIG焊时,钨电极要及时、正确地修磨,否则将影响钨电极的许用电流、引弧及稳弧性能。2)对于焊接材料中含有低电离能物质,会造成钨电极易熔化,加速烧损,所以使用时应注意材料表面的清洁。5)磨钨电极时,电极接负极时端部是尖圆锥形,而接正极时端部为半球形。
钨电极磨锥后,尖端直径应适当,太大时,电弧不稳定;太小时,容易熔化。一般要根据焊接电流的大小来决定。磨修的长度一般为钨电极直径的3~5倍,末端的最小直径应为钨极直径的1/2。
1)TIG焊时,钨电极要及时、正确地修磨,否则将影响钨电极的许用电流、引弧及稳弧性能。一般锥面光滑、尖端有细小台阶的,不容易秃,且稳弧效果好些。
2)对于焊接材料中含有低电离能物质(比如表面镀锌),会造成钨电极易熔化,加速烧损,所以使用时应注意材料表面的清洁。
3)小电流焊接时,选用小直径钨电极和小的端部角度,可使电弧容易引燃和稳定;大电流焊接时,增大钨电极端部的角度可避免端部过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
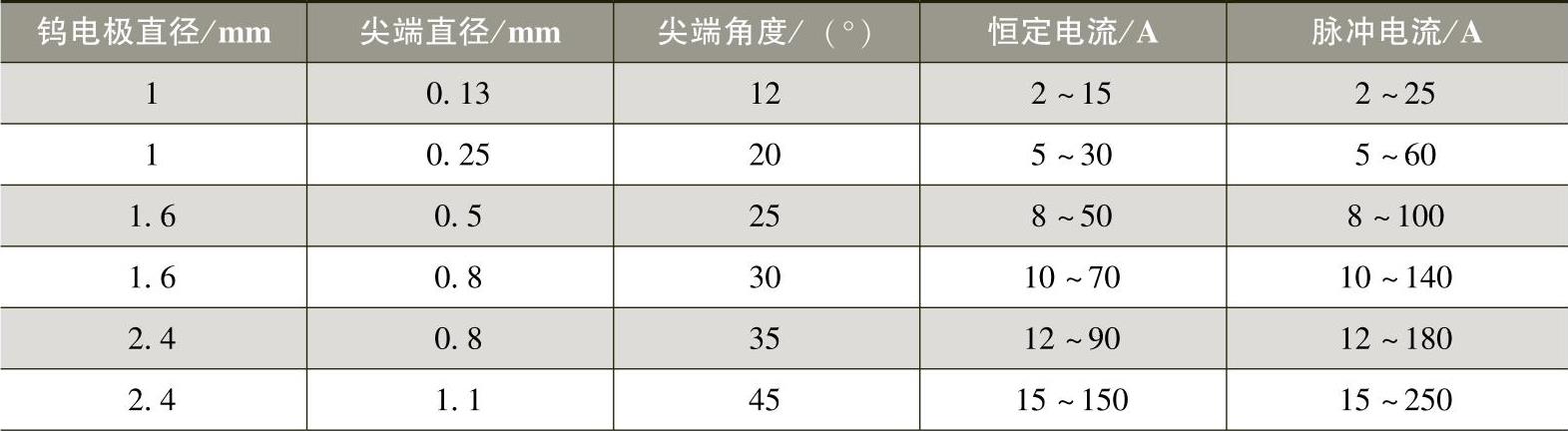
4)当采用交流电源时,应选择球形端部,如图3-7c所示;当采用直流正接时,选择圆台形端部,如图3-7b所示。采用锥形时,尖端角度α的大小及端部直径的选择选择有关,见表3-64。一般选择30°的锥角,高度不超过3mm,尖端直径为0.5~1.0mm。
5)磨钨电极时,电极接负极时端部是尖圆锥形,而接正极时端部为半球形。电极端部不得磨偏,即有中心线误差。刃磨后应抛光表面。
表3-64 钨极端头形状及电流范围(直流正接)(https://www.xing528.com)
(续)

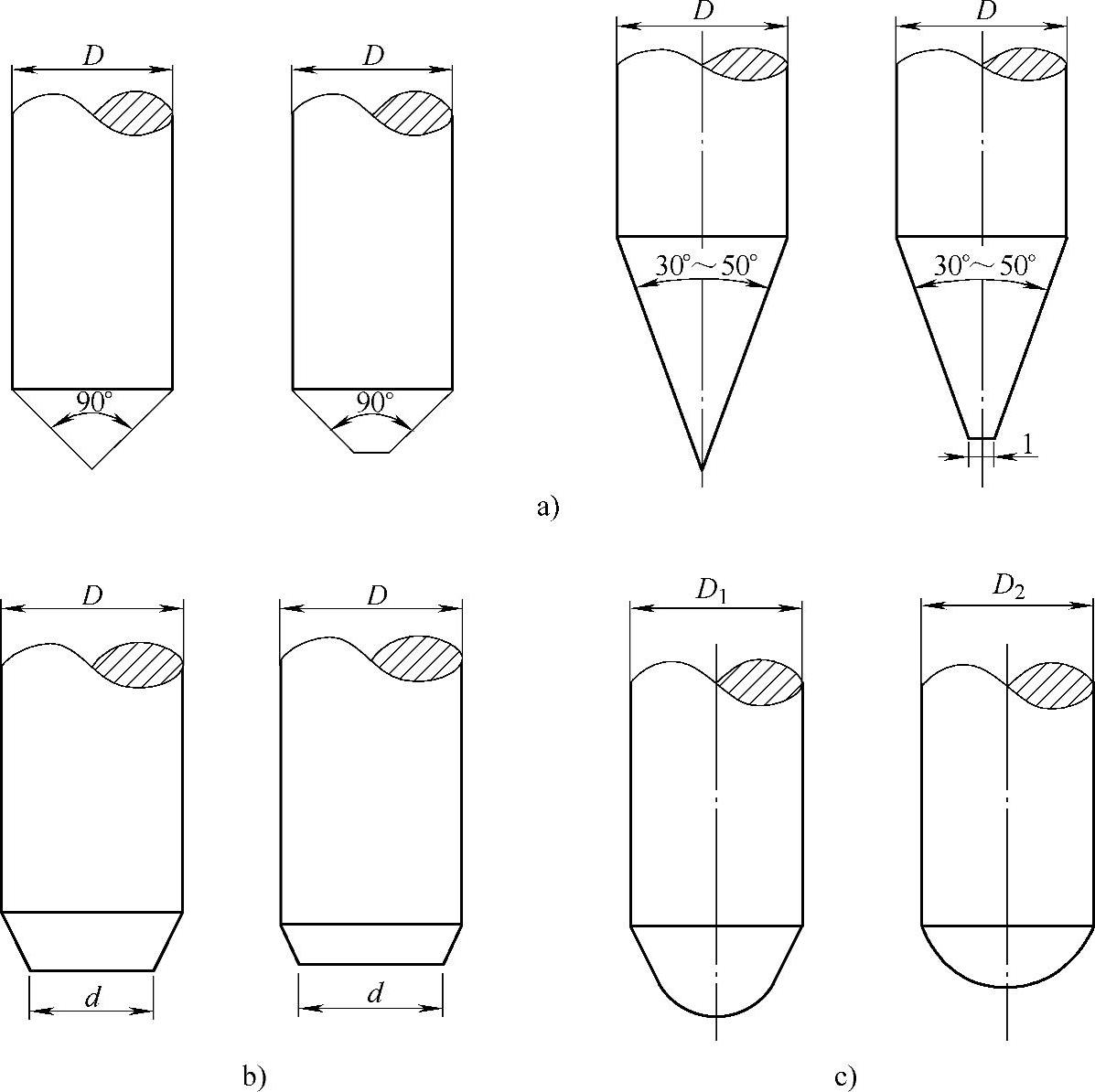
图3-7 钨电极的端部形状
a)圆锥形 b)圆台形 c)球形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。