



1.焊接电弧产生的条件
在常态下,气体的分子和原子是呈中性的,气体中没有带电粒子(电子、正离子),因此,气体不能导电,电弧也不能自发地产生。要使电弧产生和连续燃烧,两电极(或电极与母材)之间的气体中就必须要有导电的带电粒子,这是电弧产生和维持的重要条件。
当电极与工件短路接触时,由于电极和工件表面都不是绝对平整的,所以只是在少数突出点上接触(见图6-2),通过这些点的短路电流比正常的焊接电流要大得多,这就产生了大量的电阻热,使接触部分的金属温度剧烈地升高而熔化,甚至汽化。同时受热的阴极发射出大量电子。由阴极发射出的电子,在电场力的作用下,快速地向阳极运动,在运动中与中性气体分子相撞,并使其电离成电子和正离子,电子被阳极吸收,而正离子向阴极运动,形成电弧的放电现象。因此,气体的电离和阴极电子发射是电弧产生和维持的必要条件。

图6-2 接触引弧示意图
焊接电弧引燃得顺利与否,与焊接电流、电弧中的电离物质、电源的空载电压及其特性有关。如果焊接电流大,电弧中有存在容易电离的元素,电源的空载电压又较高时,则电弧的引燃就容易。
2.焊接电弧的引燃
把造成两电极间气体发生电离和阴极发射电子而引起电弧燃烧的过程称为焊接电弧的引燃(引弧)。焊接电弧的引燃一般有两种方式,即接触引弧和非接触引弧。电弧的引燃过程如图6-3所示。
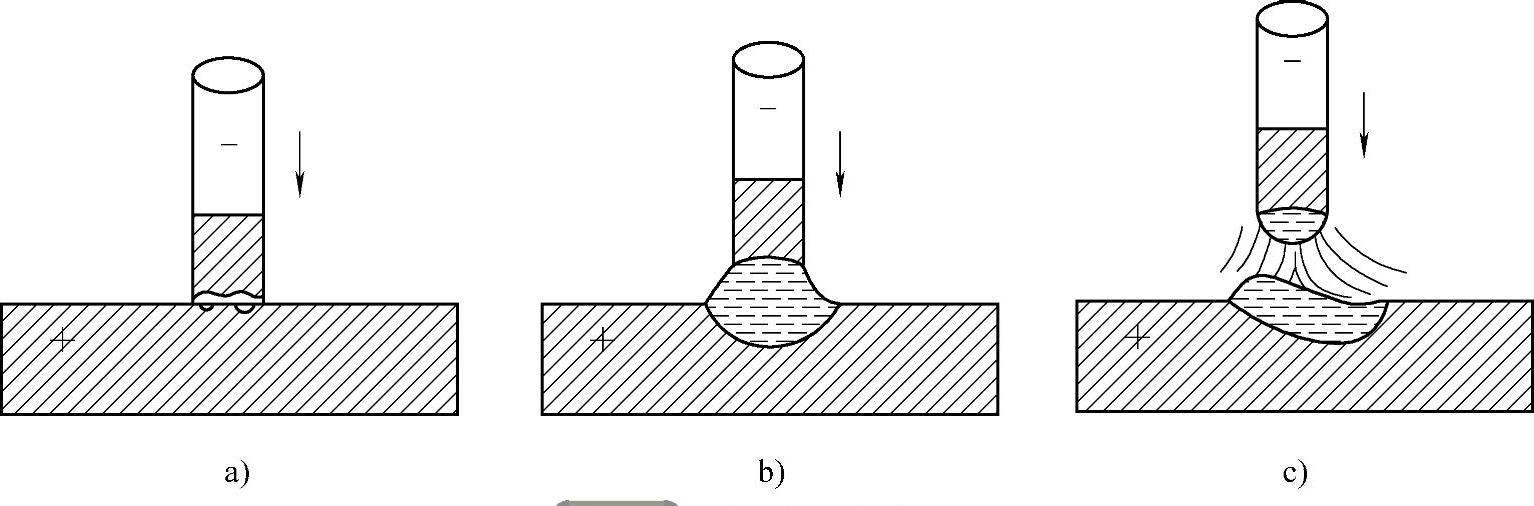
图6-3 电弧的引燃过程
a)焊条与工件接触短路 b)接触处受电阻热作用而熔化 c)电弧产生
(1)接触引弧 弧焊电源接通后,将电极(焊条或焊丝)与工件直接短路接触,并随后拉开焊条或焊丝而引燃电弧,称为接触引弧。接触引弧是一种最常用的引弧方式。(https://www.xing528.com)
在焊接过程中,电弧电压由短路时的零值增高到引弧电压值所需要的时间称为电压恢复时间。电压恢复时间对于焊接电弧的引燃及焊接过程中电弧的稳定性具有重要的意义。电压恢复时间的长短,是由弧焊电源的特性决定的。在电弧焊接时,对电压恢复时间要求越短越好,一般不超过0.05s。如果电压恢复时间太长,则电弧就不容易引燃,造成焊接过程不稳定。
接触引弧方法主要应用于焊条电弧焊、埋弧焊、熔化极气体保护焊等。对于焊条电弧焊,接触引弧又可分为划擦法引弧和直击法引弧两种,如图6-4和图6-5所示。划擦法引弧相对比较容易掌握。
(2)非接触引弧 引弧时电极与工件之间保持一定间隙,然后在电极和工件之间施以高电压击穿间隙使电弧引燃,这种方式称为非接触引弧。
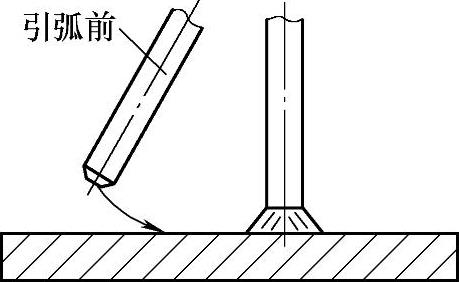
图6-4 划擦法引弧
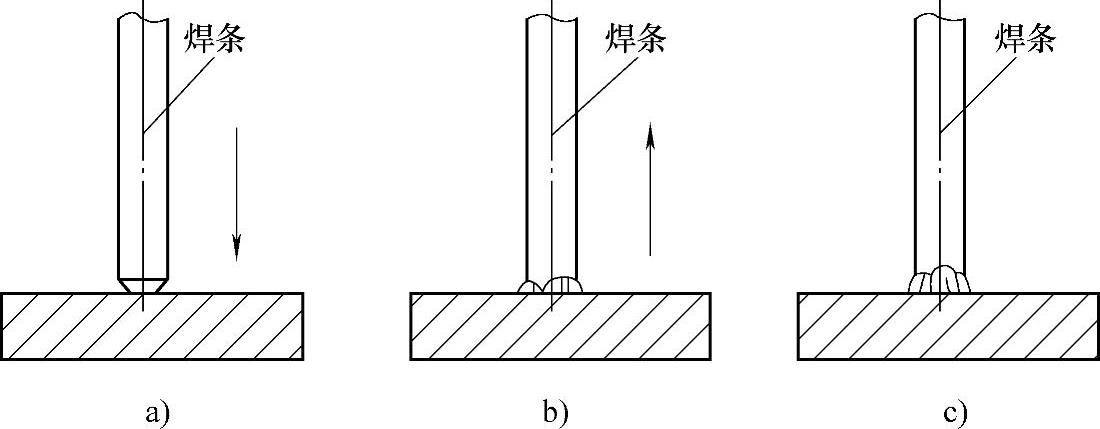
图6-5 直击法引弧
a)直击短路 b)拉开焊条点燃 c)电弧正常燃烧
非接触引弧需利用引弧器才能实现。根据工作原理不同,非接触引弧可分为高压脉冲引弧和高频高压引弧。高压脉冲引弧需高压脉冲发生器,频率一般为50~100Hz,电压峰值为3~10kV。高频高压引弧需用高频振荡器,频率为150~260kHz,电压峰值为2~3kV。
这种引弧方式主要应用于钨极氩弧焊和等离子弧焊。由于引弧时电极无须和工件接触,这样不仅不会污染工件上的引弧点,而且也不会损坏电极端部的几何形状,有利于电弧燃烧的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。