



在电极材料、气体介质和弧长一定的情况下,焊接电弧稳定燃烧时,焊接电流与电弧电压之间有一定的匹配关系,称为焊接电弧的静特性,一般也称伏-安特性。
1.焊接电弧的静特性曲线
焊接电流和电弧电压之间的关系常用一条曲线形象地表示出来,称这样的曲线为焊接电弧的静特性曲线,如图6-10所示。
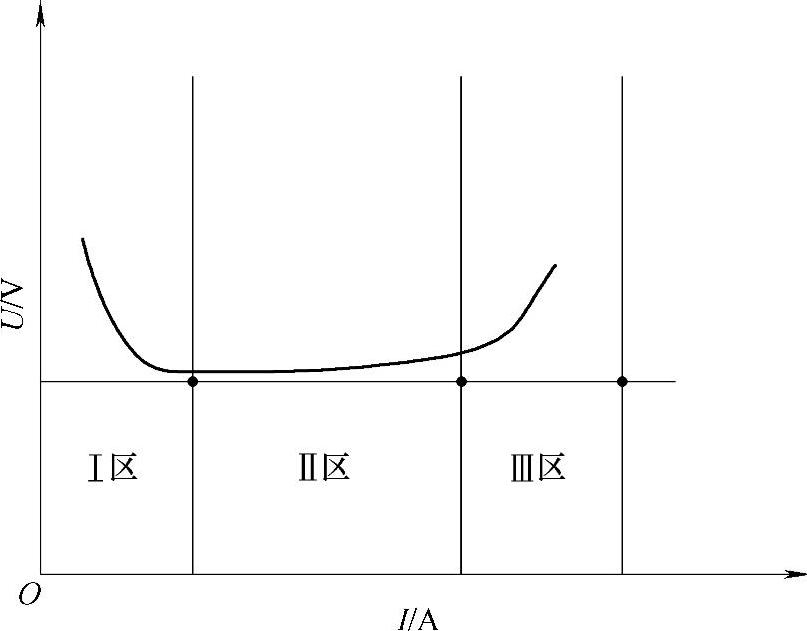
图6-10 焊接电弧的静特性曲线
从图6-10中可以看出,该曲线呈U形,分三个区。
(1)Ⅰ区称为下降电弧静特性曲线
在该区内,焊接电流增加时,电弧电压则逐渐降低。此段相当于小电流焊接时的情况,生产实际上很少采用该区所包括的电流电压值。
(2)Ⅱ区称为平直电弧静特性曲线
在该区内,电弧长度不变时电弧焊、非熔化极气体保护焊的正常焊接参数都在此区内。
(3)Ⅲ区称为上升电弧静特性曲线
在该区内,电流非常大,电弧电压随焊接电流的增加而增加。熔化极气体保护焊的正常焊接参数在此区内。
电弧静特性曲线与电弧长度密切相关,当电弧长度增加时,电弧电压升高,其静特性曲线的位置也随之上升,如图6-11所示。
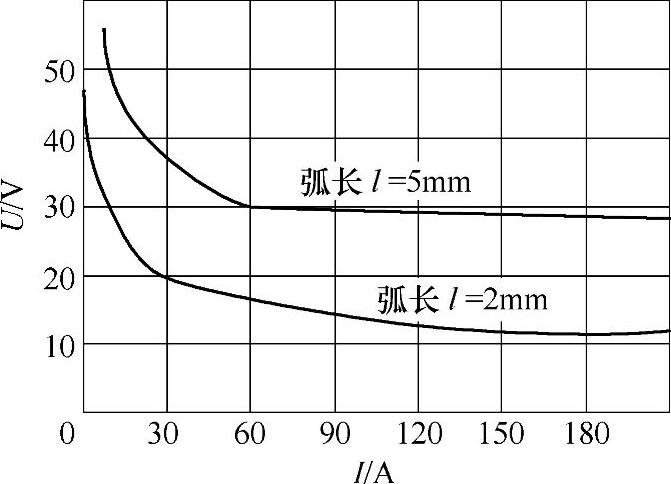
图6-1 不同电弧长度的静特性(https://www.xing528.com)
2.不同焊接方法的电弧静特性
不同的电弧焊方法,在一定的条件下,其静特性只是曲线的某一区域。静特性的下降特性区由于电弧燃烧不稳定而很少采用。
1)焊条电弧焊、埋弧焊一般工作在平特性区,即电弧电压只随弧长而变化,与焊接电流关系很小。
2)钨极氩弧焊采用小电流焊接时,工作在下降特性区;当用大电流焊接时,工作在平特性区。
3)等离子弧焊一般也工作在平特性区,当焊接电流较大时才工作在上升特性区。
4)熔化极氩弧焊、CO2气体保护焊和熔化极活性气体保护焊(MAG焊)基本上工作在上升特性区。
5)埋弧焊采用正常的焊接电流焊接时,工作在平特性区;当采用大电流焊接时,工作在上升特性区。
3.影响焊接电弧静特性的因素
(1)电弧长度的影响 在一般情况下,电弧电压总是和电弧长度成正比地变化,不同的电弧长度,电弧静特性曲线的位置不同。当电弧长度增加时,电弧电压升高,其静特性曲线的位置也随之上升。反之,电弧长度缩短时,电弧静特性曲线将下移,如图6-12所示。从图6-12中可见,每个弧长都对应一条电弧静特性曲线,曲线的基本形状不变,只是曲线在坐标内上下移动。弧长越长,电弧电压越高。所以,同一种焊接方法,电弧静特性曲线有无数条。
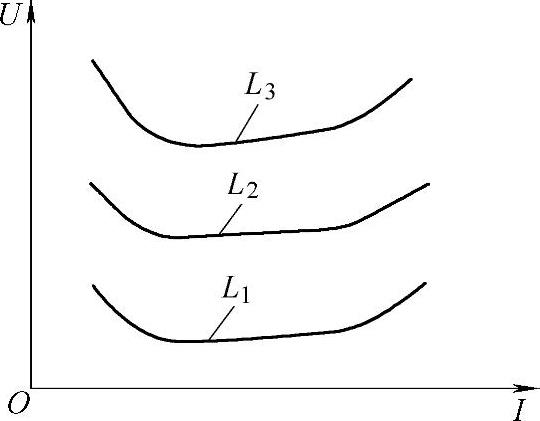
图6-12 电弧长度对电弧静特性曲线的影响(电弧长度L1>L2>L3)
(2)周围气体介质种类的影响 焊接电弧周围气体介质的热物理性质不同,会对电弧电压产生显著的影响,从而改变静特性曲线位置。例如在氩弧焊时,在氩气中加入体积分数为50%的H2,则其电弧电压要比纯氩高出很多,电弧静特性曲线上移。
(3)周围气体介质压力的影响 气体介质压力越大,对电弧的冷却作用越强,结果使电弧电压升高,静特性曲线随之上升。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。