



焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和偏吹等)的程度。电弧的稳定燃烧是保证焊接质量的一个重要因素,因此,维持电弧稳定性是非常重要的。
1.影响焊接电弧稳定性的因素
电弧不稳定的原因除焊工操作技能不熟练外,还与下列因素有关:
(1)弧焊电源的影响
1)弧焊电源的特性。弧焊电源的特性是焊接电源以哪种形式向电弧供电,若焊接电源的特性符合电弧燃烧的要求,则电弧燃烧稳定;反之,则电弧燃烧不稳定。
2)焊接电流的种类。采用直流电源焊接时,电弧燃烧比交流电源稳定。
3)焊接电源的空载电压。具有较高空载电压的焊接电源不仅引弧容易,而且电弧燃烧也稳定。这是因为焊接电源的空载电压较高,电场作用强,电离及电子发射强烈,所以电弧燃烧稳定。
(2)焊接电流的影响 焊接电流越大,电弧的温度就越高,则电弧气氛中的电离程度和热发射作用就越强,电弧燃烧也就越稳定。通过试验测定电弧稳定性的结果表明:随着焊接电流的增大,电弧的引燃电压就降低;同时随着焊接电流的增大,自然断弧的最大弧长也增大。所以焊接电流越大,电弧燃烧越稳定。
(3)焊条药皮或焊剂的影响 焊条药皮或焊剂中加入K、Ni、Ca等元素的氧化物,能增加电弧气氛中带电粒子,这样就可以提高气体的导电性,从而提高电弧燃烧的稳定性。如果焊条药皮或焊剂中含有不易电离的氟化物、氯化物时,会降低电弧气氛的电离程度,使电弧燃烧不稳定。
(4)焊接电弧偏吹的影响 在正常情况下焊接时,电弧的中心轴线总是保持着沿焊条(丝)电极的轴线方向。随着焊条(丝)变换倾斜角度,电弧也跟着电极轴线的方向而改变。因此,人们利用电弧这一特性来控制焊缝成形。但在焊接过程中,因气流的干扰、磁场的作用或焊条偏心的影响,使电弧中心偏离电极轴线的方向,这种现象称为电弧偏吹。
有时电弧偏吹会引起电弧强烈的摆动,甚至发生熄弧,不仅使焊接过程发生困难,而且影响了焊缝成形和焊接质量,因此,焊接时应尽量减少或防止电弧偏吹。
(5)电弧长度的影响 电弧长度对电弧的稳定性也有较大的影响,如果电弧太长,电弧就会发生剧烈摆动,从而破坏了焊接电弧的稳定性,而且飞溅也增大,所以应尽量采用短弧焊接。
(6)其他影响因素 焊接处若有油漆、油脂、水分和锈层等存在时,也会影响电弧燃烧的稳定性,因此,焊前做好焊件表面的清理工作十分重要。
焊条受潮或焊条药皮脱落也会造成电弧燃烧不稳定。
2.焊接电弧的偏吹
(1)焊接电弧产生偏吹的原因
1)焊条偏心度过大。焊条偏心度是指焊条药皮沿焊芯直径方向偏心的程度。焊条偏心度过大,使焊条药皮厚薄不均匀,药皮较厚的一边比药皮较薄的一边熔化时需吸收更多的热量,因此,药皮较薄的一边很快熔化而使电弧外露,迫使电弧往外偏吹,如图6-13所示。因此,为了保证焊接质量,在焊条生产中对焊条偏心度有一定的限制。
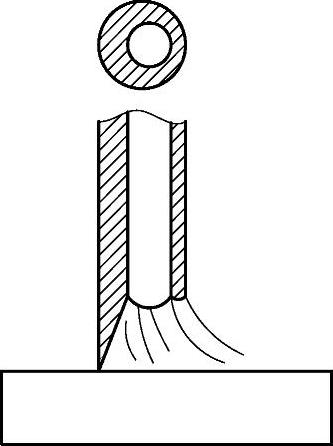
图6-13 焊条药皮偏心引起的偏吹
2)电弧周围气流的干扰。电弧周围气体的流动会把电弧吹向一侧而造成偏吹。造成电弧周围气体剧烈流动的因素很多,主要是大气中的气流和热对流的影响。如在露天大风中操作时,电弧偏吹状况很严重;在进行管子焊接时,由于空气在管子中流动速度较大,形成所谓“穿堂风”,使电弧发生偏吹;在开坡口的对接接头第一层焊缝的焊接时,如果接头间隙较大,在热对流的影响下也会使电弧发生偏吹。
3)焊接电弧的磁偏吹。直流电弧焊时,因受到焊接回路所产生的电磁力的作用而产生的电弧偏吹称为磁偏吹。它是由于直流电所产生的磁场在电弧周围分布不均匀而引起的电弧偏吹,如图6-14所示。造成电弧产生磁偏吹的因素主要有下列几种:
①接地线位置不正确引起的磁偏吹,如图6-15所示。接地线接在焊件一侧接“+”焊接时电弧左侧的磁力线由两部分组成:一部分是电流通过电弧产生的磁力线,另一部分是电流流经焊件产生的磁力线。而电弧右侧仅有电流通过电弧产生的磁力线,从而造成电弧两侧的磁力线分布极不均匀,电弧左侧的磁力线比右侧的磁力线密集,电弧左侧的电磁力大于右侧的电磁力,使电弧向右侧偏吹。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-14 磁场作用引起的电弧偏吹
反之,如果接点“+”是接在右边,则电弧右侧的磁力线就比左侧的磁力线密集,则电弧偏向磁场较小的左侧。
如果把图6-15中的正极性改为反极性后,则使焊接电流方向和相应的磁力线方向都同时改变,但作用于电弧左、右两侧上的电磁力方向不变,即磁偏吹方向不变。因此,磁偏吹的方向与焊件上的接地线位置有关,而与电源的极性无关。
②铁磁物质引起的磁偏吹,如图6-16所示。由于铁磁物质(如钢板、铁块等)的导磁能力远远大于空气,因此,当焊接电弧周围有铁磁物质存在时,在靠近铁磁物质一侧的磁力线大部分都通过铁磁物质形成封闭曲线,使电弧同铁磁物质之间的磁力线变得稀疏,而电弧另一侧磁力线就显得密集,造成电弧两侧的磁力线分布极不均匀,电弧向铁磁物质一侧偏吹。
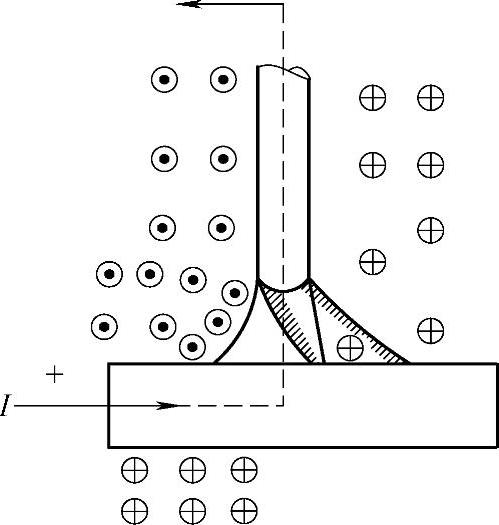
图6-15 接地线位置不正确引起的磁偏吹
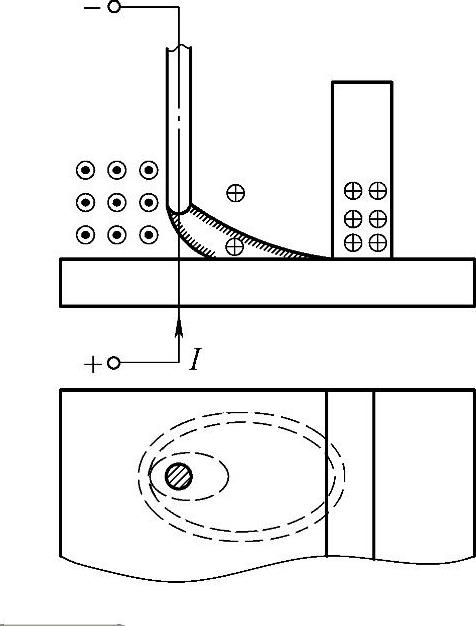
图6-16 铁磁物质引起的磁偏吹
③电弧运动至焊件端部焊接时引起的磁偏吹,如图6-17所示。当在焊件边缘处开始焊接或焊接至焊件端部时,经常会发生电弧偏吹,而逐渐靠近焊件的中心时,则电弧的偏吹现象就逐渐减小或没有。这是由于电弧运动至焊件端部时,导磁面积发生变化,引起空间磁力线在靠近焊件边缘的地方密度增加,产生了指向焊件内部的磁偏吹。
(2)防止或减少焊接电弧偏吹的措施
1)焊接时,在条件许可的情况下尽量使用交流电源焊接。
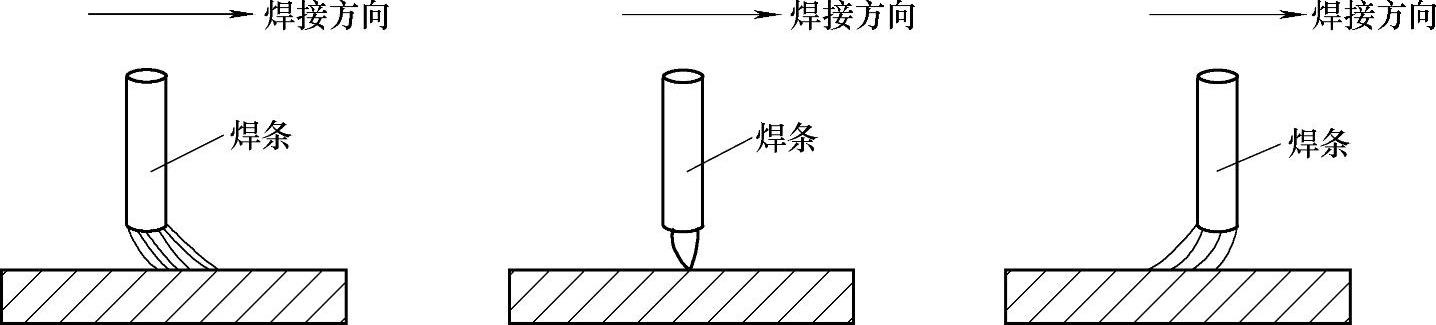
图6-17 电弧运动至焊件端部焊接时引起的磁偏吹
2)调整焊条角度,使焊条偏吹的方向转向熔池,即将焊条向电弧偏吹方向倾斜一定角度,这种方法在实际焊接中应用得较广泛。
3)采用短弧焊接,因为短弧时受气流的影响较小,而且在产生磁偏吹时,如果采用短弧焊接,也能减小磁偏吹程度,因此,采用短弧焊接是减少电弧偏吹的较好方法。
4)改变焊件上接地线的位置或在焊件两侧同时接地线,可减少因接地线位置不正确引起的磁偏吹,如图6-18所示。图中虚线表示克服磁偏吹的接线方法。
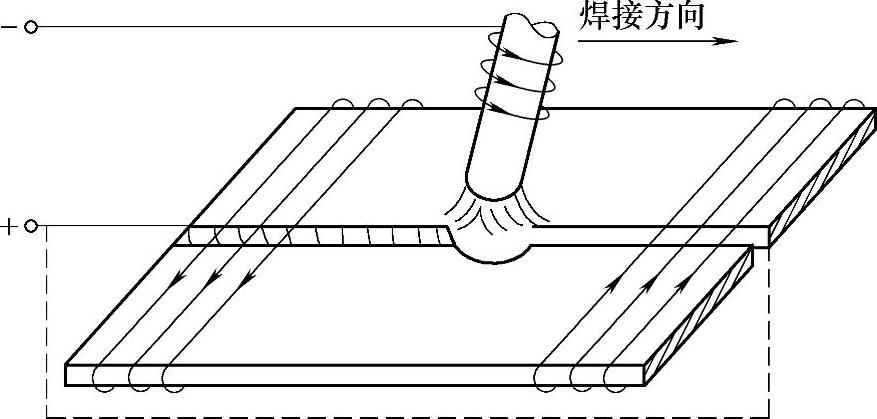
图6-18 改变焊件导线接线的方法
5)在焊缝两端各加一小块附加钢板(引弧板及引出板),使电弧两侧的磁力线分布均匀并减少热对流的影响,以克服电弧偏吹。
6)在露天操作时,如果有大风则必须用挡风板遮挡,对电弧进行保护。在进行管子焊接时,必须将管口堵住,以防止气流对电弧的影响。在焊接间隙较大的对接焊缝时,可在接缝下面加垫板,以防止热对流引起的电弧偏吹。
7)采用小电流焊接,这是因为磁偏吹的大小与焊接电流有直接的关系,焊接电流越大,磁偏吹越严重。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。