



1.焊前准备
(1)试件材质 Q235钢。
(2)试件尺寸 300mm×150mm×10mm,1件;300mm×80mm×10mm,1件,如图6-51所示。
(3)坡口形式 T形坡口,如图6-51所示。
(4)焊接要求 焊脚尺寸为(10±1)mm。
(5)焊接材料 E4303、E4315或E5015,ϕ3.2mm。
(6)焊接设备ZX5-400型焊机、ZX7-400型焊机或BX3-300型焊机,直流反接法或交流。
(7)辅助工具 角向打磨机、焊条保温筒、平锉、钢丝刷、锤子、扁铲、300mm钢直尺。
2.试件装配
(1)焊前清理 清理试件装配面和立板两侧20mm范围内表面的油污、锈蚀、水分,直至露出金属光泽。
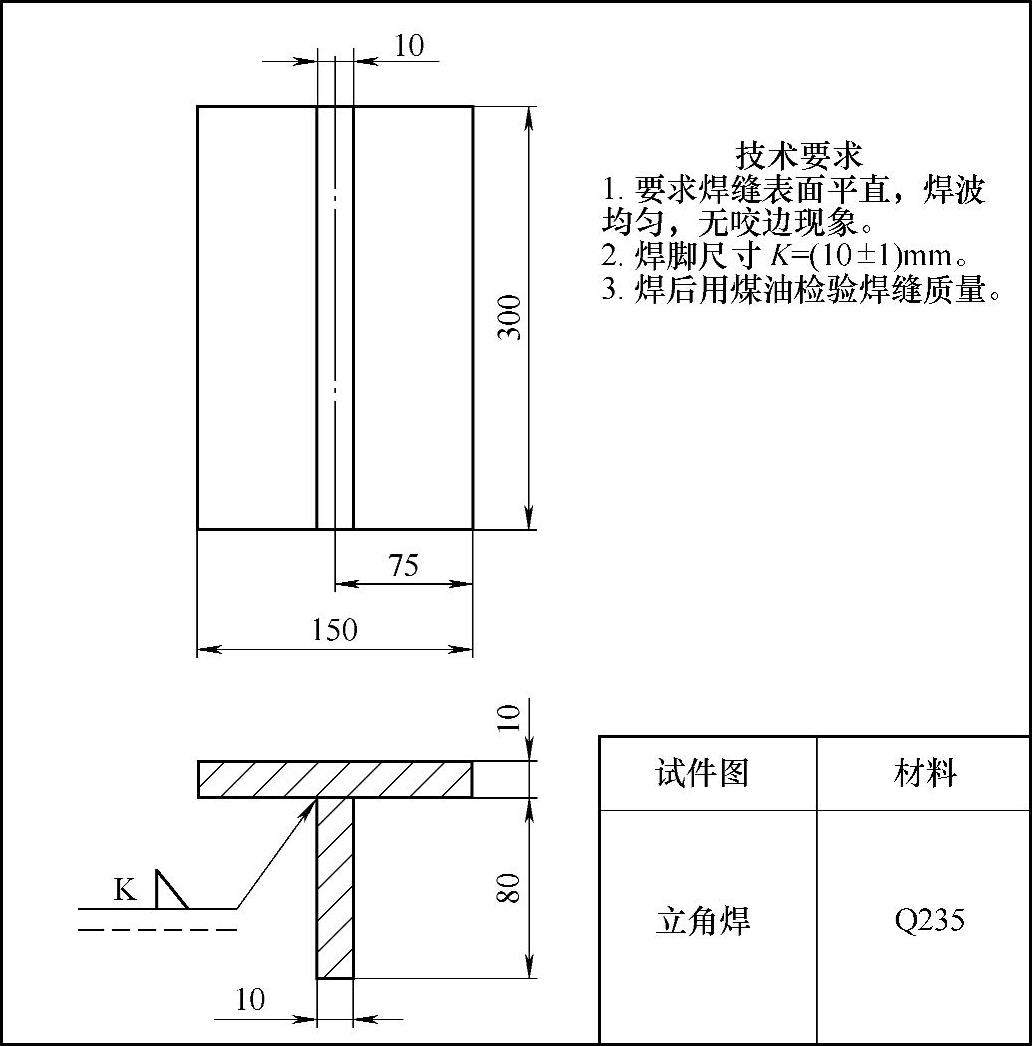
图6-51 角接立焊试件图
(2)装配间隙 组对间隙为0~2mm,两块钢板应相互垂直。
(3)定位焊 在试件两端正面坡口内进行定位焊,焊缝长度为10~15mm。定位焊如图6-52所示。将焊缝接头预先打磨成斜坡,并校正垂直度。
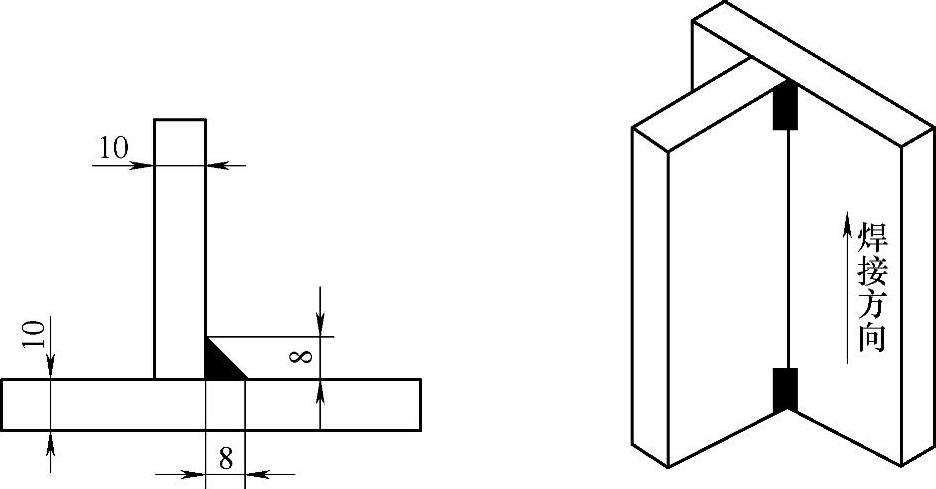
图6-52 焊角尺寸和定位焊位置示意图
3.焊接参数
角接接头立焊焊接参数见表6-6。
表6-6 角接接头立焊焊接参数(https://www.xing528.com)

4.操作要点及注意事项
(1)打底层 采用立向上焊法,焊接层次为二层二道焊。
1)引弧和焊接。在试板最下端引弧,稳弧预热后,试板两侧熔合形成熔池。然后熄弧,待熔池冷却至暗红色时,在熔池上方10~15mm处引弧,退到原熄弧处继续施焊。如此反复几次,直到符合第一层焊道焊脚尺寸为止。之后,按三角形运条方法由下向上焊接。
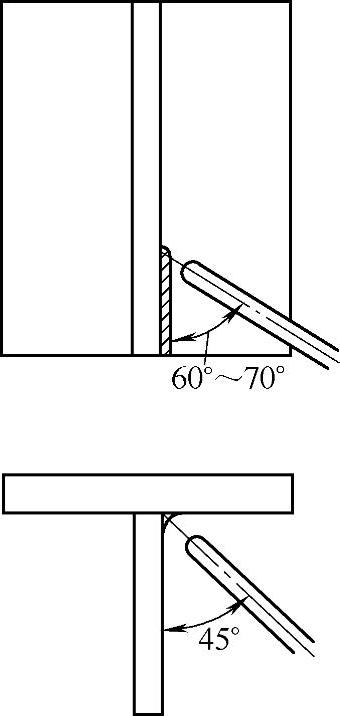
图6-53 立角焊焊条角度
2)焊条角度和熔池的控制。焊条角度如图6-53所示。根部焊采用三角形运条方法,在三角形和试板之间保证顶角熔合良好,防止试板两侧产生咬边。焊条要按熔池金属温度情况做有节奏地向上运条并左右摆动。在施焊过程中,当引弧后出现第一个熔池时,电弧应较快地抬高,当看到熔池瞬间冷却成一个暗红点时,将电弧下降到弧坑处,并使熔滴下落与前一熔池重叠2/3形成一个新熔池,然后电弧再抬高,这样有节奏地形成立角焊缝。同时让电弧在焊缝顶角和两侧稍作停留,直到把熔池下部边缘调整成平直外形。焊接时应始终控制熔池形状为椭圆形或扁圆形。
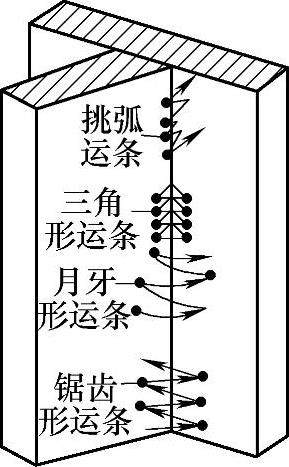
图6-54 立角焊时焊条摆动方法
3)焊条运条方法。根据不同板厚和焊脚尺寸的要求选择适当的运条方法。当焊脚尺寸较小的焊缝、多层焊的第一层焊接时,可采用直线往返运条法;焊脚尺寸要求较大时,可采用月牙形、三角形、锯齿形等运条法,如图6-54所示。焊条摆动的宽度小于焊脚尺寸1.5~2mm(考虑到熔池的熔宽),待焊缝成形后就可达到焊脚尺寸的要求。
4)焊道接头。接头时,在弧坑上方10mm处引燃电弧,回焊至弧坑处,稍增大焊条倾角,完成焊道接头后,恢复到正常角度再继续焊接。
(2)盖面层焊接
1)盖面层施焊前,应清除根部焊道焊渣和飞溅,焊缝接头局部凸起处需打磨平整。
2)在试板最下端引弧,焊条角度同打底焊,采用小间距锯齿形运条方法,横向摆动向上焊接。
3)焊缝表面应平整,避免咬边,焊脚应对称并符合尺寸要求。
5.焊接质量检查
焊缝表面平直,焊波均匀,无夹渣、咬边等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。