



1.焊前准备
(1)试件材质 20钢钢管。
(2)试件尺寸 ϕ57mm×4mm,L=160mm,2件。
(3)坡口形式 60°V形坡口,如图7-53所示。
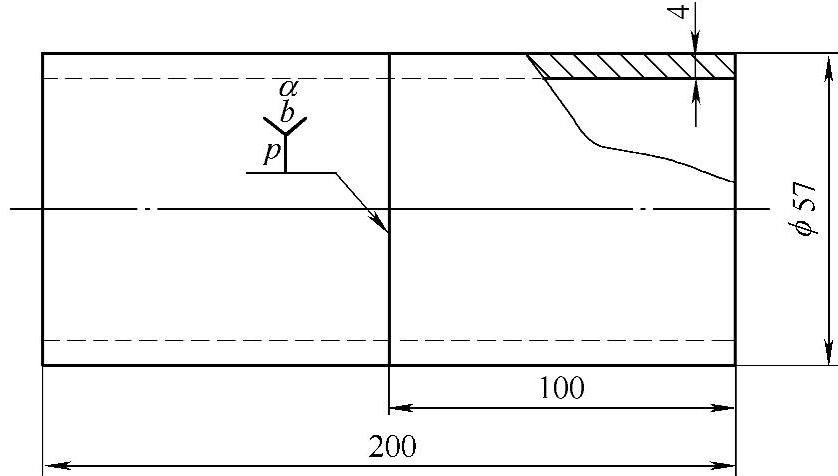
图7-53 钢管对接水平转动焊试件示意图
(4)焊接材料焊丝:H08A,ϕ2.5mm。
(5)焊接设备及工具 氧气瓶、减压器、乙炔瓶、焊炬(H01-6型)、橡胶软管等。
(6)辅助工具 护目镜、点火枪、通针、钢丝刷等。
2.试件打磨及清理
将焊件坡口面及坡口两侧内外表面的氧化皮、铁锈、油污、脏物等用钢丝刷、砂布或抛光的方法进行清理,直至露出金属光泽。
3.试件组对及定位焊
试件组对前准备一根槽钢放置在工作台上,将准备好的两根试管水平整齐地放在槽钢进行组对定位焊,修磨钝边0.5mm,无毛刺;预留根部间隙1.5~2.0mm,错边量≤0.5mm。
对直径不超过70mm的管子,一般只需定位焊2处;对直径为70~300mm的管子可定位焊4~6处;对直径超过300mm的管子可定位焊6~8处或以上。不论管子直径大小,定位焊的位置要均匀对称布置,焊接时的起焊点在两个定位焊点中间,如图7-45所示。(https://www.xing528.com)
4.焊接操作
由于管子可以转动,故焊接熔池始终可以控制在平焊位置施焊,对管壁较厚和开坡口的管子,通常采用爬坡位置施焊。即可采用左向爬坡焊法,也可采用右向爬坡焊法,如图7-54所示。
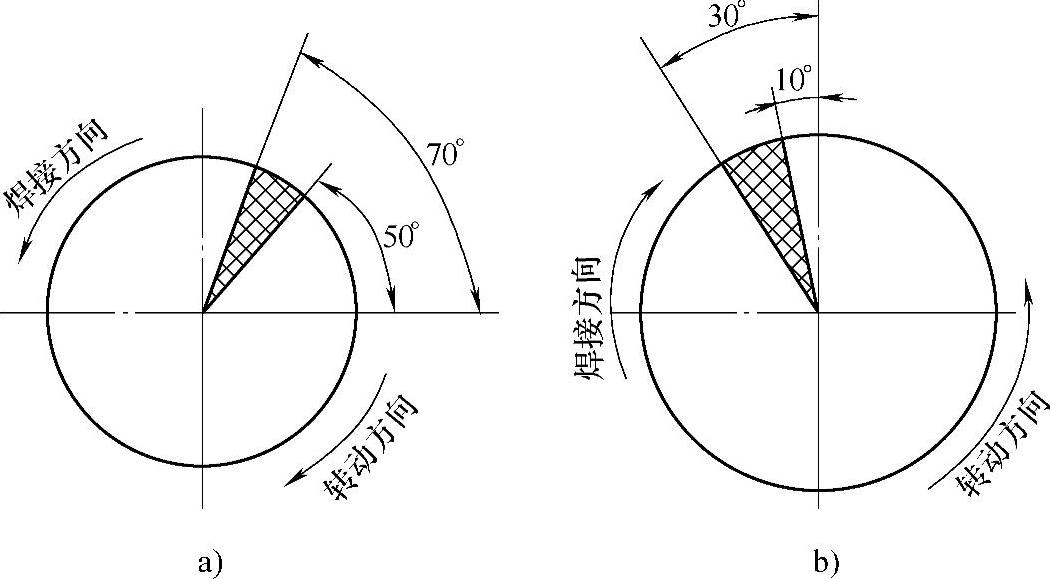
图7-54 钢管对接水平转动焊
a)左向爬坡焊 b)右向爬坡焊
1)采用左向爬坡焊时,焊炬与水平中心线成50°~70°夹角,此角度可有效加大熔深,保证焊接接头全部焊透,并能控制熔池形状和大小,同时被填充的熔滴金属自然流向熔池下部,焊缝堆高快,有利于控制焊缝的高低,保证焊缝的质量,如图7-54a所示。
2)采用右向爬坡焊时,焊炬与垂直中心线成10°~30°夹角,如图7-54b所示。
3)对于开坡口的管子,可以进行多层焊接。
第一层:焊炬和管子表面的倾角为45°左右,火焰焰芯末端距熔池3~5mm。当看到坡口钝边熔化并形成熔池后,立即将焊丝送入熔池前沿,使其熔化填充熔池。焊炬做圆圈形移动,焊丝同时不断地向前移动,保证焊件的根部焊透。
第二层:焊接时,焊炬要做适当的摆动,使填充金属与母材充分熔合良好。
第三层:火焰能率要略小些,易控制焊缝的成形,使焊缝表面成形美观。
4)在整个焊接过程中,每一层焊道应一次焊完,并且各层的起焊点互相错开20~30mm。每次焊接结束时,要填满熔池,火焰才慢慢地离开熔池,防止产生气孔和夹渣等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。