



1.CO2气体保护焊设备的分类
1)CO2气体保护焊设备的分类常以其操作方法来分,可分为半自动焊设备和自动焊设备。焊接设备送丝是自动的,焊接的前进方向需人操作的称为半自动焊设备。焊接设备送丝和焊接的前进方向都是由机械设备完成的称为自动焊设备。CO2气体保护焊设备如图11-3所示。
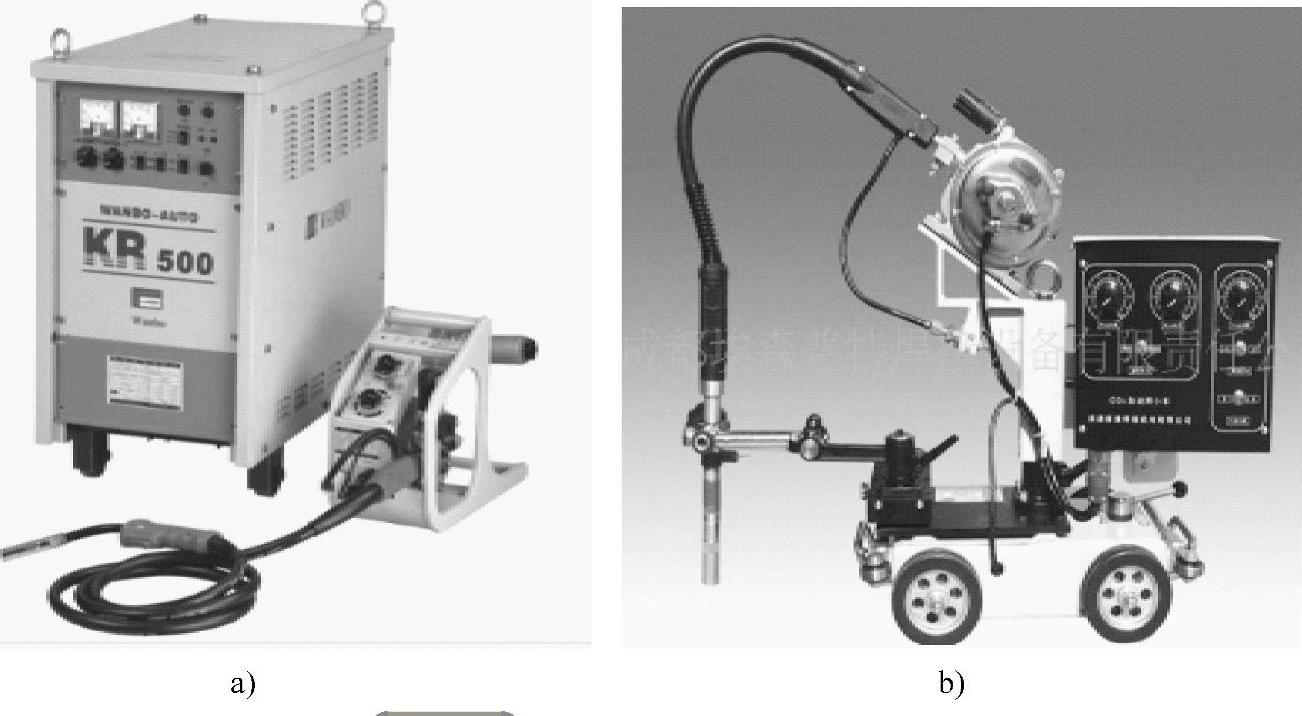
图11-3 CO2气体保护焊设备
a)半自动焊设备 b)自动焊设备
2)按焊接电源来分,可分为晶体管、晶闸管整流器和逆变弧焊电源。其电源外特性通常为平特性。
3)按所用电极来分,可分为熔化极气体保护焊和非熔化极气体保护焊。
4)按所用气体来分,可分为氧化性气体保护焊和惰性气体保护焊。
2.CO2气体保护焊设备的组成
一台完整的CO2气体保护焊设备主要由焊接电源、送丝系统、焊枪、控制系统及供气系统等部分组成。
(1)焊接电源 CO2气体保护焊使用交流电源焊接时电弧不稳定,飞溅多,成形不良,因此只能使用直流电源,并要求焊接电源具有平硬的外特性。这是因为CO2气体保护焊的电流密度大,加之CO2气体对电弧有较强的冷却作用,所以电弧静特性曲线是上升的。在等速送丝的条件下,平硬特性电源的电弧自动调节灵敏度最高。
(2)送丝系统 送丝系统由送丝机(包括电动机、减速器、校直轮和送丝轮)、送丝软管、焊丝盘等组成,其送丝方式有拉丝式、推丝式和推拉丝式三种,如图11-4所示。
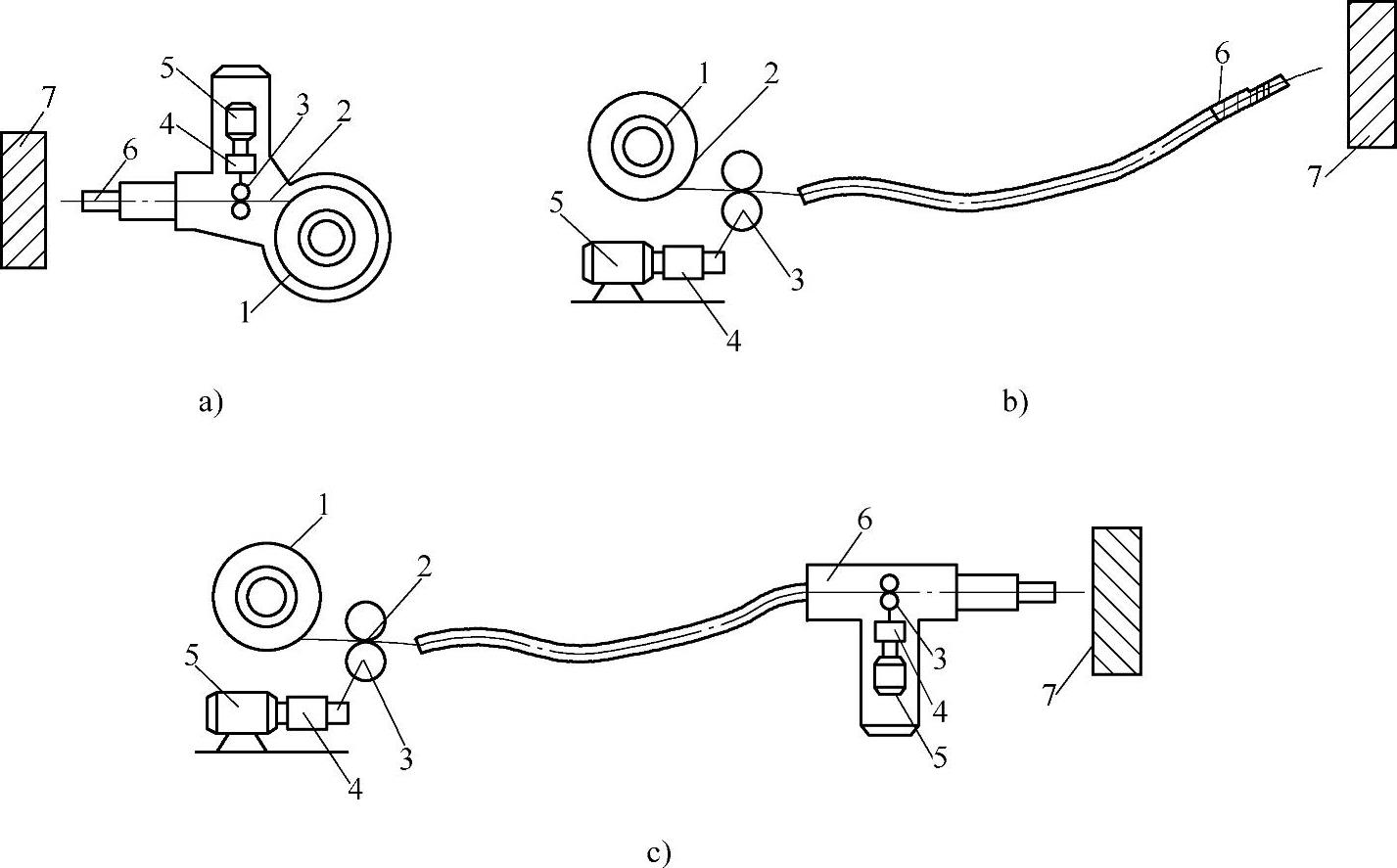
图11-4 CO2半自动焊送丝方式
a)拉丝式 b)推丝式 c)推拉丝式
1—焊丝盘 2—焊丝 3—送丝滚轮 4—减速器 5—电动机 6—焊枪 7—焊件
1)拉丝式。如图11-4a所示,拉丝式的焊丝盘、送丝机构与焊枪连在一起,没有软管,送丝阻力大大减少,送丝较稳定;操作活动范围较大;但焊枪结构复杂,重量增加,焊工的劳动强度大。拉丝式适用于直径为0.5~0.8mm焊丝的焊接。(https://www.xing528.com)
2)推丝式。如图11-4b所示,推丝式的焊丝盘、送丝机构和焊枪是分开的,焊丝由送丝机构推送,通过送丝软管进入焊枪,所以焊枪结构简单、轻便,但焊丝通过软管时阻力较大,软管不能过长或扭曲;否则,焊丝不能顺利送出,影响送丝稳定。一般送丝软管长度为3m。推丝式适用于直径为0.8mm以上的细焊丝焊接。
3)推拉丝式。如图11-4c所示,推拉丝式是以上两种送丝方式的结合,送丝时以推为主,焊枪上的送丝机构起到将焊丝拉直的作用,使软管中的送丝阻力大大减少,从而软管长度可以增加,送丝稳定,增加了送丝距离和操作灵活性。
(3)焊枪 焊枪是进行CO2气体保护焊焊接时直接施焊的工具。焊枪的作用是导电、导丝和导气,且是焊工直接操作的工具,所以焊枪应坚固轻便,并能适合各种位置的焊接。
焊枪按操作方式可分为半自动焊枪和自动焊枪。
焊枪按焊丝输送方式可分为推丝式焊枪和拉丝式焊枪。
焊枪按结构可分为鹅颈式焊枪和手枪式焊枪。
焊枪按冷却方式又可分为空冷式焊枪和内循环水冷式焊枪两种。细丝CO2气体保护焊一般选用空冷式焊枪,内循环水冷式焊枪主要用于较大电流的粗丝CO2气体保护焊焊接。
目前生产上用得最广泛的是鹅颈式焊枪,焊枪上的喷嘴和导电嘴是焊枪的主要零件,直接影响焊接工艺性能。
1)喷嘴。喷嘴一般为圆柱形,内孔形状和直径的大小将直接影响气体的保护效果,要求从喷嘴中喷出的气体为截头圆锥体,均匀地覆盖在熔池表面。喷嘴内孔直径为12~25mm。为了防止飞溅物的黏附并易于清除,焊前最好在喷嘴的内外表面涂防飞溅剂(膏)或硅油。
2)导电嘴。导电嘴常用纯铜、铬青铜或磷青铜制造。通常导电嘴的孔径比焊丝直径大0.2mm左右。孔径太小,送丝阻力大;孔径太大,则导电效果不佳,送出的焊丝摆动得厉害,造成焊缝宽窄不一。
3)分流器。分流器用绝缘陶瓷制成,上有均匀分布的小孔,从枪体中喷出的保护气经过分流器后,从喷嘴中呈层流状均匀喷出,可有效改善保护效果。
4)导管电缆。导管电缆的外面为橡胶绝缘管,内有弹簧、纯铜导电电缆、保护气管及控制线等。常用的标准导管电缆长度为3m。
(4)供气系统 CO2供气系统由气瓶、干燥器、预热器、减压器、流量计和电磁气阀等组成。供气系统的作用是把钢瓶内的CO2液体变成气体,经过适当处理使之成为质量符合要求并具有一定的流量,然后均匀地从喷嘴中喷出,对焊接过程提供保护。
瓶装的液态CO2气体汽化时要吸收大量的热能,会导致气路结冰而堵塞。所以在减压器减压之前必须经预热器(75~100W)加热(一般电热预热器的电压应采用36V)输送到焊枪的CO2气体。须经干燥器吸收其中的水分,以防止焊接时产生气孔。流量计用来调节和观察CO2气体流量。通常采用电磁气阀并由焊机的控制系统来完成。
(5)控制系统 控制系统的作用是对供气、送丝和供电等部分实现控制。
目前常用国产CO2气体保护半自动焊焊机的型号为NBC系列,如NBC-300型、NBC-500型。用得最多的是合资企业生产的KR系列,如KR-Ⅱ-350型、KR-Ⅱ-500型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。