



等离子弧切割主要有一般等离子弧切割、水再压缩等离子弧切割、空气等离子弧切割三种。而空气等离子弧切割又分为单一式空气等离子弧切割、复合式空气等离子弧切割两种形式。
1.一般等离子弧切割
一般等离子弧切割可采用转移型弧或非转移型弧。通常,中厚板以上的金属材料等离子切割都采用转移型弧。非转移型弧的挺度差,所以切割的金属材料的厚度较小,适用于切割非金属材料。切割薄金属板时,采用微束等离子弧切割可以获得更窄的切口。
2.水再压缩等离子弧切割
水再压缩等离子弧切割是在普通的等离子弧外围再用高速水束进行压缩。切割时,从割枪喷出的除等离子气体外,还伴有高速流动的水束,共同迅速地将熔化金属排开,形成切口。其优点是喷嘴不易烧损、切割速度快、切口窄且切边较垂直。切割时,由喷枪喷出的除工作气体外,还有高速流出的水束共同将熔化的金属排开。这种工艺水喷溅严重,一般在水槽中进行,被割件位于水面下200mm左右,这样,可使切割噪声降低15dB左右,并且能够吸收弧光、烟尘、金属粒子等,改善了劳动条件。
高速水束有三种作用:
1)增强喷嘴的冷却,从而增强等离子弧的热收缩效应。
2)一部分压缩水被蒸发,分解成氢与氧一起参与构成切割气体。
3)由于氧的存在,特别是在切割低碳钢和低合金钢时,引起剧烈的氧化反应,增强了材质的燃烧和熔化。
3.空气等离子弧切割
采用压缩空气作为离子气的等离子弧切割称为空气等离子弧切割。
一方面由于空气来源广,因而切割成本低,为使等离子弧切割用于普通钢材开辟了广阔的前景;另一方面用空气作为离子气时,等离子弧能量大,加之在切割过程中氧与被切割金属发生氧化反应而放热,因而切割速度快,生产率高。近年来,空气等离子弧切割发展较快,应用越来越广泛。不仅能用于普通碳钢与低合金钢的切割,也可用于切割铜、不锈钢、铝及其他材料。空气等离子弧切割特别适合切割厚度在30mm以下的碳钢、低合金钢。(https://www.xing528.com)
(1)空气等离子弧切割的特点
1)用压缩空气作为工作气体,来源广,价格低廉,可大大降低成本。
2)空气等离子弧能量大,加之在切割过程中氧与被切割金属发生氧化反应而放热,切割速度快,生产率高。
3)压缩空气中的氧极易使电极氧化损伤,使电极使用寿命大大缩短,故不能采用纯钨或含氧化物的钨极。
(2)空气等离子弧切割方法
1)单一式空气等离子弧切割。该方法利用空气压缩机提供的压缩空气作为工作气体和排除熔化金属的气流,如图13-11a所示。气体来源方便,切割成本低,切割速度快。但由于空气氧化性强,不能采用钨电极,一般采用纯锆或纯铪做成的镶嵌式电极。
2)复合式空气等离子弧切割。如图13-11b所示,增加一个内喷嘴,内喷嘴接入工作气体,单独对电极通以惰性气体加以保护,以减少电极氧化烧损,外喷嘴接入压缩空气,这样既可利用压缩空气在切割区的放热反应,提高切割速度,又可避免空气与电极的直接接触。这种形式的切割采用纯钨电极或氧化钨电极,简化了电极结构,但割炬结构复杂。
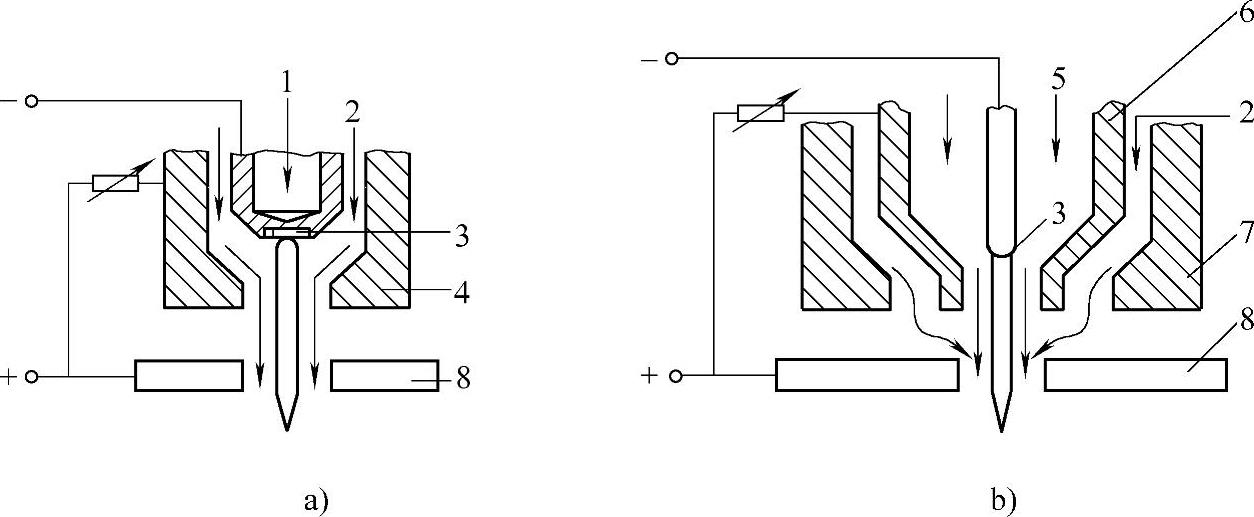
图13-11 空气等离子弧切割方法示意图
a)单一空气式等离子弧切割 b)复合式空气等离子弧切割
1—冷却水 2—压缩空气 3—电极 4—喷嘴 5—工作气体 6—内喷嘴 7—外喷嘴 8—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。