



【摘要】:图1-6所示为石油化工炼油的关键设备——热壁加氢反应器的外观,其总重量达千吨级、壁厚280~400mm。图1-1 核电的主要压力容器结构件图1-2 压水反应堆的压力壳图1-3 核电蒸汽发生器图1-4 核潜艇的核动力主要结构图1-5 savanah核动力商船的核反应堆图1-6 热壁加氢反应器图1-7 锅炉汽包埋弧焊在锅炉与压力容器、船体、核动力设备、石油化工与容器以及其他大型钢结构的制造中,都是主要的焊接工艺手段。
图1-6所示为石油化工炼油的关键设备——热壁加氢反应器的外观,其总重量达千吨级、壁厚280~400mm。
图1-7所示为热电站500MW级锅炉汽包,其汽包长30m,壁厚203mm,重达250t。
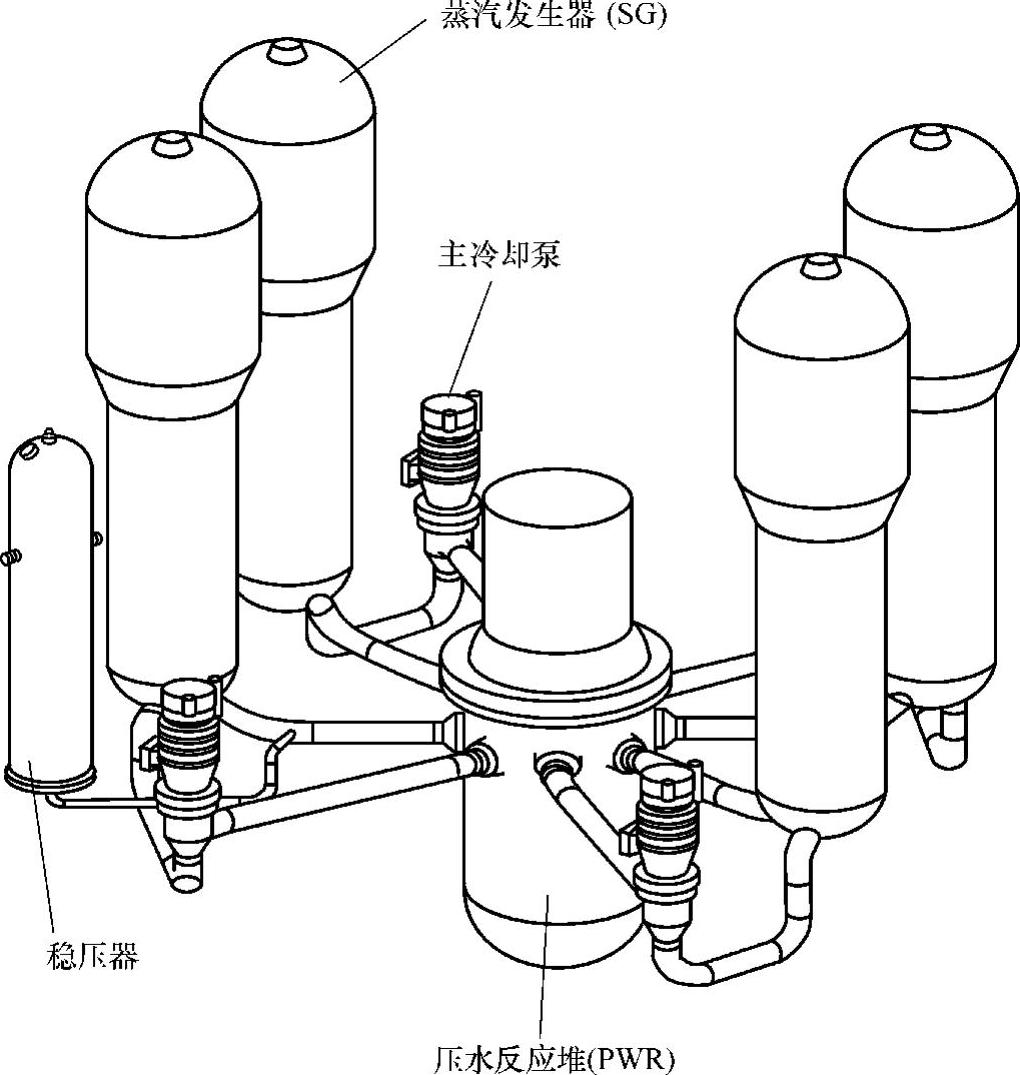
图1-1 核电的主要压力容器结构件
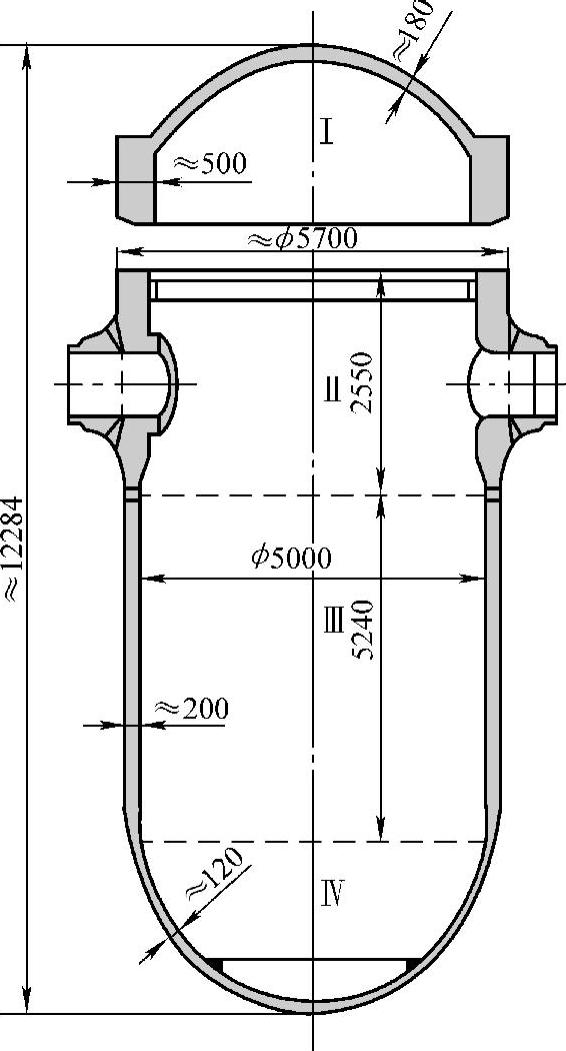
图1-2 压水反应堆的压力壳
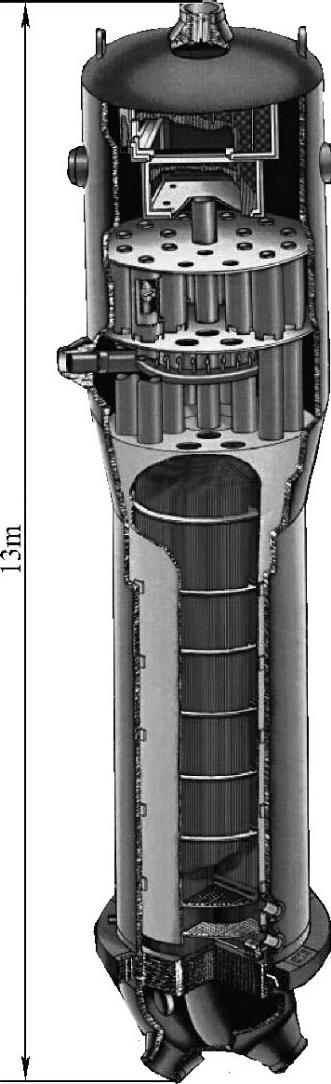
图1-3 核电蒸汽发生器
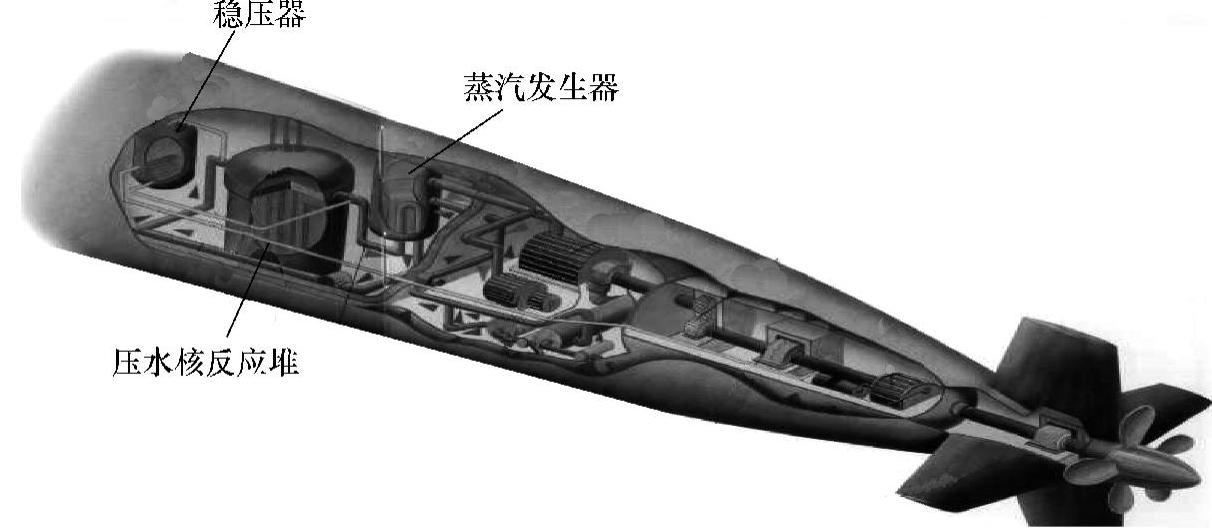
图1-4 核潜艇的核动力主要结构(船用压水反应堆、蒸汽发生器与稳压器)
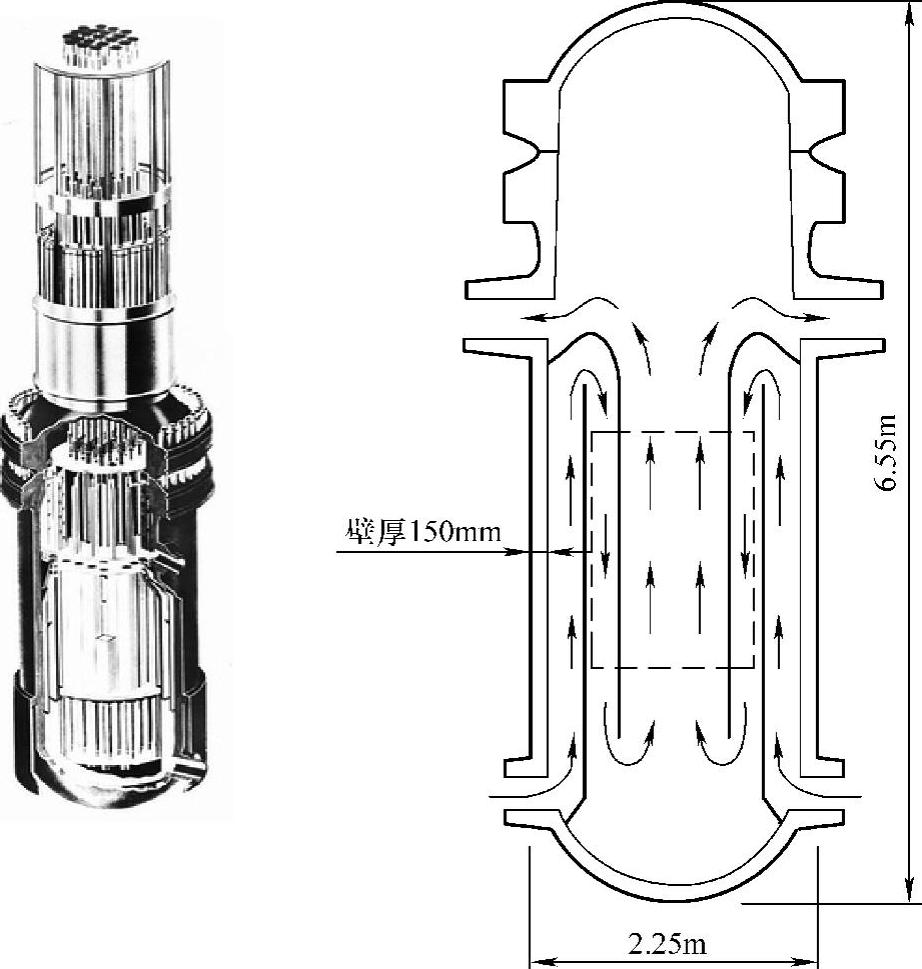
图1-5 savanah核动力商船的核反应堆
 (https://www.xing528.com)
(https://www.xing528.com)
图1-6 热壁加氢反应器
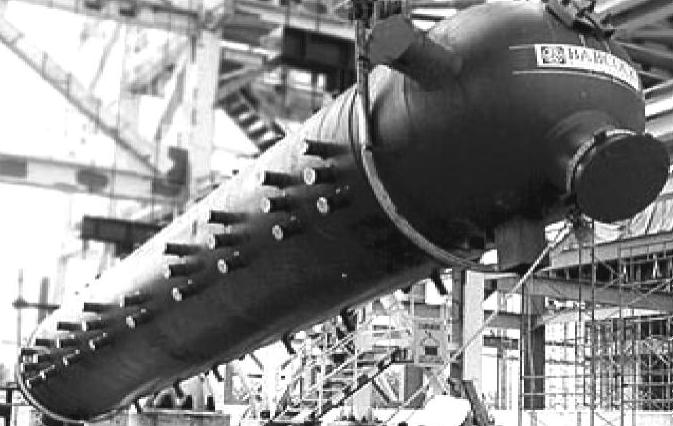
图1-7 锅炉汽包
埋弧焊在锅炉与压力容器、船体、核动力设备、石油化工与容器以及其他大型钢结构的制造中,都是主要的焊接工艺手段。
近年,计算机控制技术、电力电子技术的飞速发展,随之而来的是焊接界对传统埋弧焊工艺与设备的全面改造和更新,各种高效、高质量的自动化、数字化控制的埋弧焊设备相继开发出来,主要体现在以下几方面:
1)用窄间隙埋弧焊工艺及设备取代中厚板多层多道埋弧焊工艺及设备。
2)采用双丝、三丝、四丝乃至六丝和热丝等设计新思路来大幅度提高埋弧焊设备的效率和焊接质量。
3)采用光电、激光检测等技术提高埋弧焊的焊缝跟踪精度。
4)控制系统中,采用主控制计算机(工业控制计算机PLC)技术,并应用多种显示元器件(CRT/LCD)提高控制精度,提高设备操作的方便性、直观性。
5)全面采用逆变技术取代沿用多年的工频交流电源和硅整流式埋弧焊电源的同时,仍然充分发挥使用可靠性高、输出电流大的晶闸管电源的特长。
6)采用多种形式的埋弧焊行走机构(机架),突出使用大型、特大型的焊接机架,并与大型焊接辅机配套形成各种特殊需要的埋弧焊专机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。