



【摘要】:爬行轨道与爬行小车安装后,焊枪应处在焊缝的大概工作位置处,但在开始焊接之前,还要进一步调节焊枪与焊缝的精确相对位置。图11-11所示是焊枪在三维坐标系的zOx平面内的位移调节。上述调节是在焊枪枪体的调节已经完成的基础上进行的。送丝嘴与TIG焊嘴间需要有三种位置调节,即x-y-z的三个坐标方向上的位移调节。图11-13 TIG填丝焊时焊嘴与焊丝的相对位置图11-14 焊枪整体在zOx平面内的z/x位移与偏摆的调节机构图11-15 焊枪调节的尺寸界限
爬行轨道与爬行小车安装后,焊枪应处在焊缝的大概工作位置处,但在开始焊接之前,还要进一步调节焊枪与焊缝的精确相对位置。
图11-11所示是焊枪在三维坐标系的zOx平面内的位移调节。只是夹持焊枪的机构的位移调节动作。z向位移调节动作,就是对TIG焊弧长的预调节;x向位移调节动作是使焊枪的钨极尖端对准焊缝中心线。
上述调节是在焊枪枪体的调节已经完成的基础上进行的。
图11-12是焊枪在三维坐标系的zOx平面内的(左右)偏摆动作。焊枪偏摆动作的目的是使焊枪的钨极尖端以一定的角度对准焊缝,这是多层焊道焊接工艺的要求。
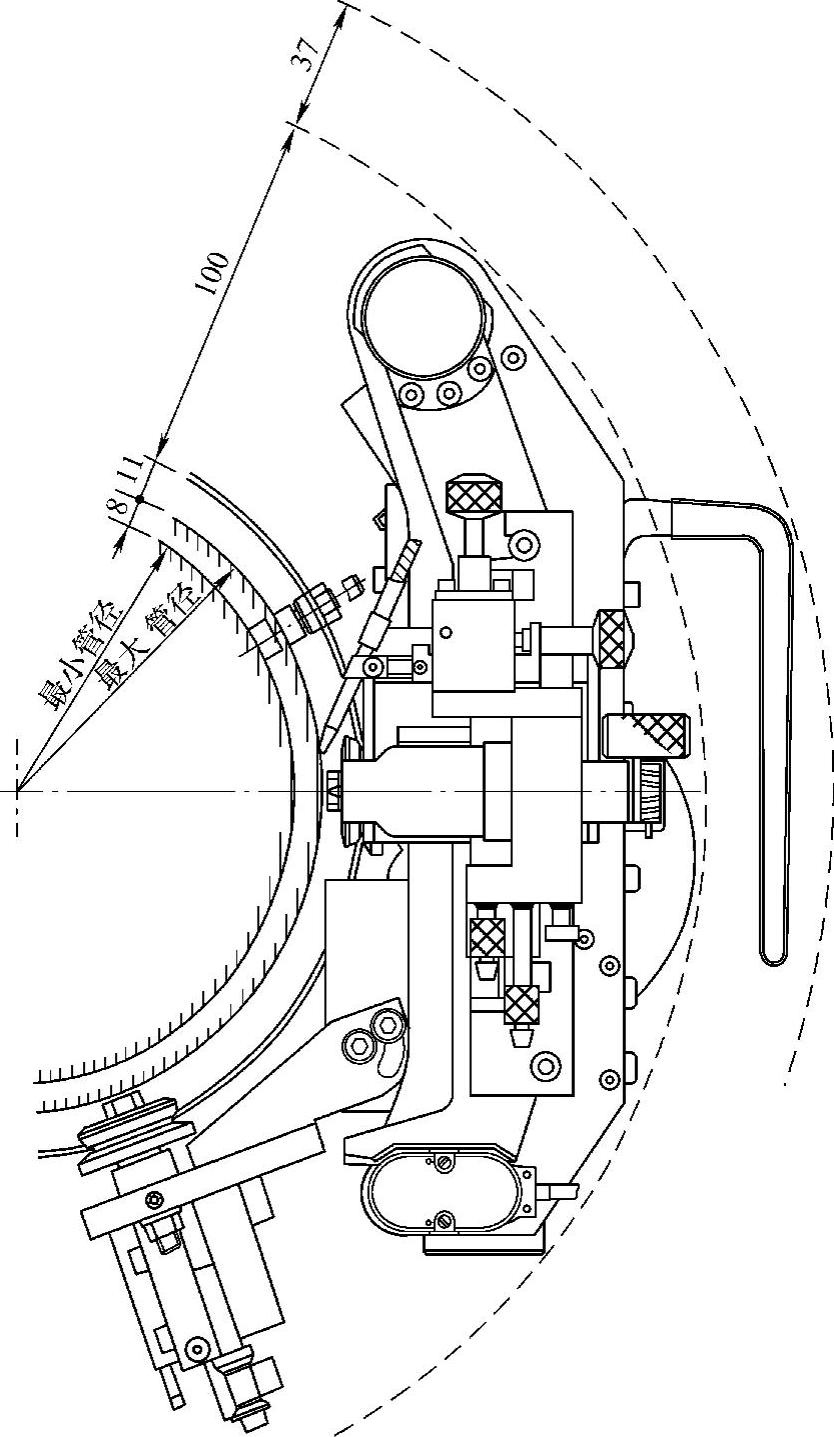
图11-10 A21PRD 160安装于管道后的工作空间尺寸
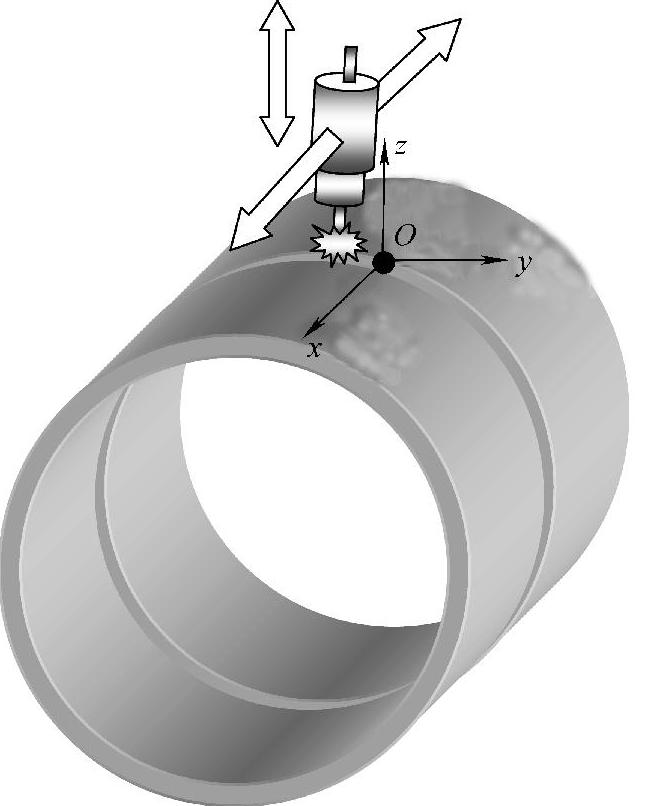
图11-11 焊枪在zOx平面内的位移调节
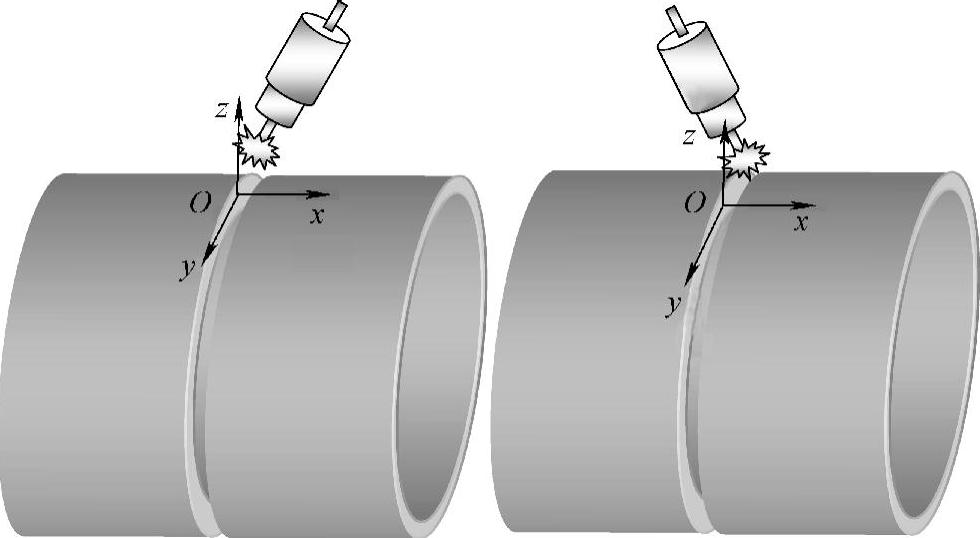
图11-12 焊枪在zOx坐标平面内的偏摆调节(https://www.xing528.com)
图11-13给出了TIG填丝焊时焊嘴间与焊丝的相对位置调节。送丝嘴与TIG焊嘴间需要有三种位置调节,即x-y-z的三个坐标方向上的位移调节。一般是焊嘴位置确定后,再对送丝嘴进行调节。
图11-14中,通过旋钮2调节z方向的位移,就是调节弧长;通过旋钮1调节整个焊枪架的x方向的位移,就是调节焊枪对中焊缝;通过旋钮3调节焊枪的偏摆;z方向的位移和偏摆最大角度如图11-15所示。
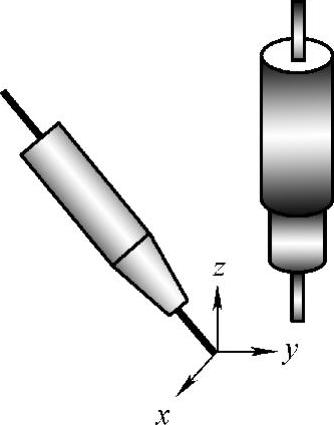
图11-13 TIG填丝焊时焊嘴与焊丝的相对位置
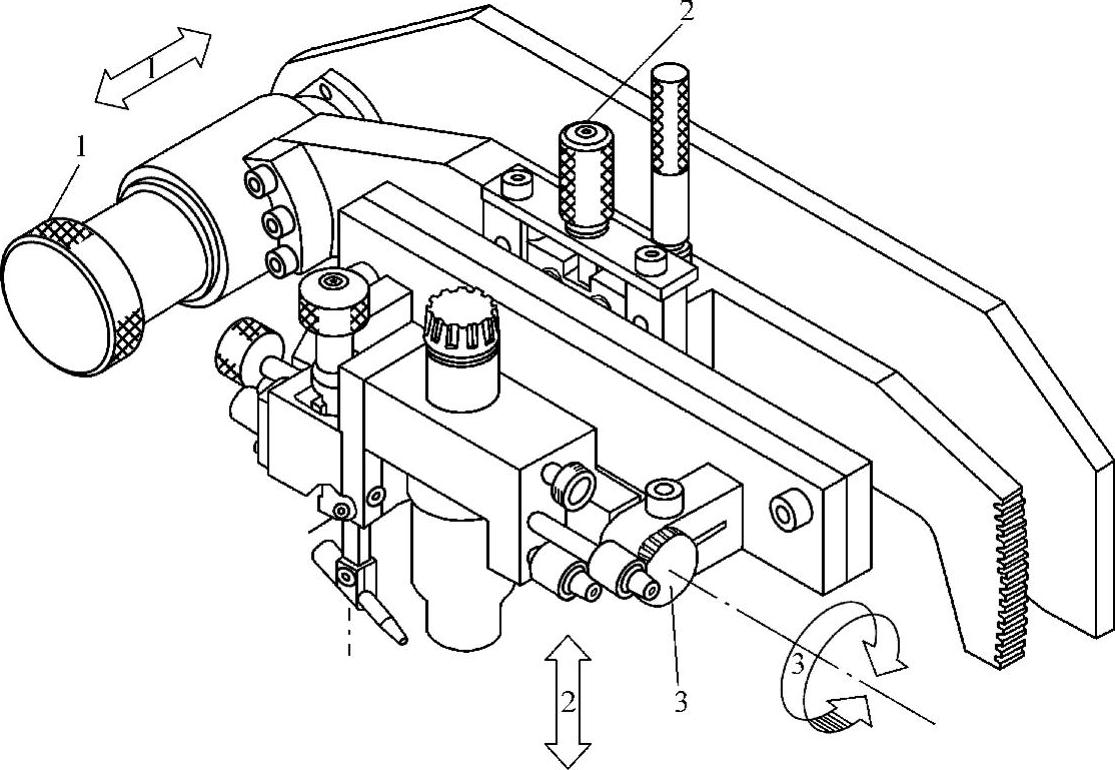
图11-14 焊枪整体在zOx平面内的z/x位移与偏摆的调节机构
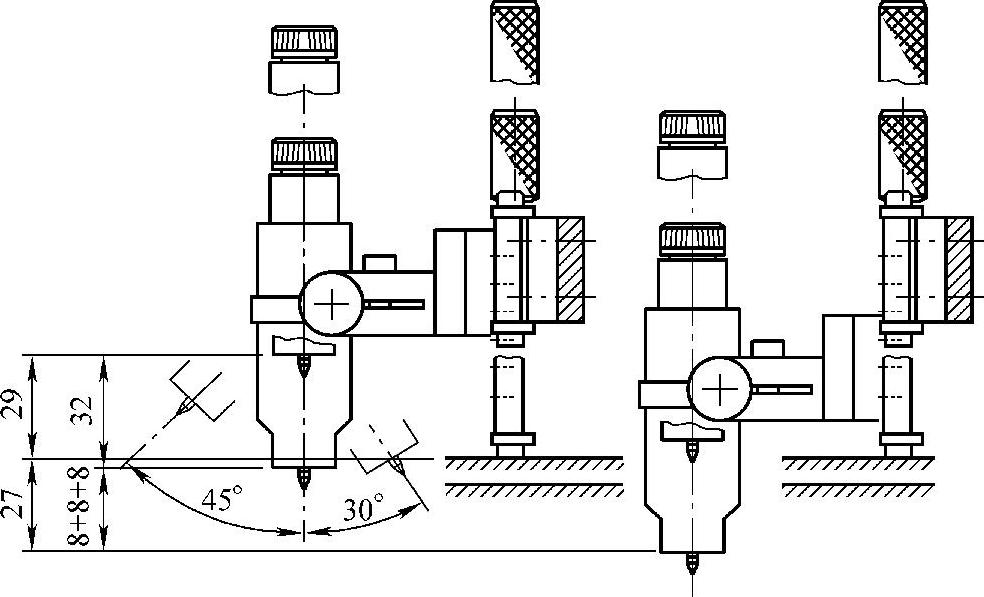
图11-15 焊枪调节的尺寸界限
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。