



1)外观检查:看气门和气门座的工作斜面(接触环带)是否磨损变宽,是否磨损成凹槽;接触环带是否产生斑痕、麻点、烧蚀;气门座是否产生裂纹、崩角;气门杆是否光洁或有刻痕;气门杆尾端不平等缺陷。S195型柴油机,标准的气门接触环带为1.2~1.5mm,若接触环带在2.5mm以上,应予修理。
2)气门下陷量的检查。气门下陷量就是指气门头平面低于气缸盖平面的下陷值。修理时,气门头部平面必须低于气缸盖平面,否则,会造成气门碰撞活塞顶部。检查测量方法:①用带底平面深度尺测量;②用钢直尺侧面紧贴在气缸盖下平面(即空架在气门座孔之上),并用手压住防止其移动,另一手用塞尺插入钢直尺侧面与气门头平面之间抽动,若稍有阻力,塞尺的厚度就是气门头下陷于气缸盖下平面的实际下陷值。S195型柴油机,气门下陷量标准值为1.40~1.80mm,允许值为2.50mm。如果气门下陷量在3.00mm以上,应予修理。气门下陷量的检查如图9-3、图9-4所示。
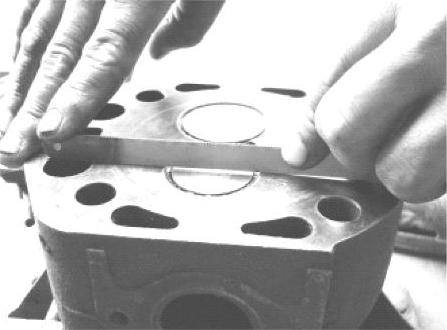
图9-3 检查气门下陷量的方法
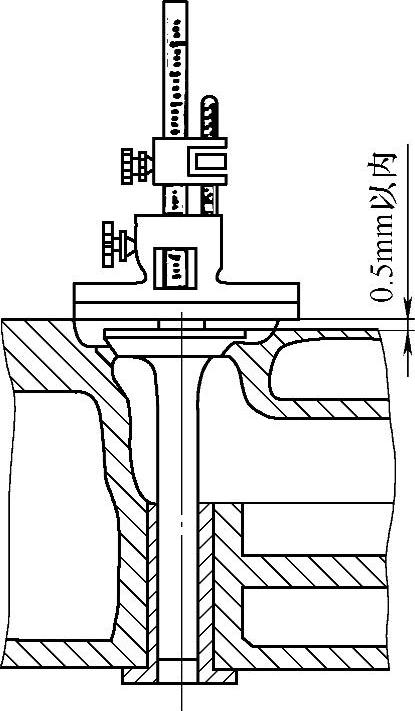
图9-4 气门下陷量的检查
3)气门锥面边缘厚度的检查:可用钢直尺直接量取读数,如图9-1e所示,该读数(A值)就是气门锥面边缘的厚度。对于头部直径小于50mm的气门,其边缘厚度减少到0.5~0.8mm时,应作报废处理。否则,影响到气门头部的刚度和强度,使气门锥面边缘向上卷曲变形。
4)气门和气门座密封性的检查。①将气门装入气门座上,将气缸盖放平,在气门凹面上倒入煤油或柴油,待3~5s后,观察油面情况。若油面下降或有漏油现象,说明气门和气门座密封不良,应予修理。②将气门组零件全部装在气缸盖上,用木块垫平后在气门凹面上倒入煤油或柴油,分别在进、排气管道内,用气筒打气,观察油面是否有气泡产生。若有气泡产生,说明气门漏气,应予检修。
5)气门杆与导管配合间隙的检查。
① 经验检查:将零件清洗干净,在气门杆上涂少许机油后插入导管,用手径向摆动气门尾端,感觉其摆动量,如图9-5所示;使气门导管倾斜约45°,若气门下落很快并有明显摆动,说明磨损严重,间隙过大,应更换气门与导管。配合良好的气门杆和导管应运动灵活、慢慢降落,且在摆动气门时仅有极微小的晃动。
② 精确的方法是用百分表测量。如图9-6所示,从导管中抽出气门,使气门头离缸盖平面约15mm,用百分表测头抵触在气门头部的圆柱表面,调整指针对准“0”刻度,然后用手径向摆动气门头,百分表的读数就是要测的配合间隙。S195型柴油机,气门杆与导管配合间隙:标准值为0.050~0.105mm,允许值为0.18mm,磨损极限值为0.25mm。
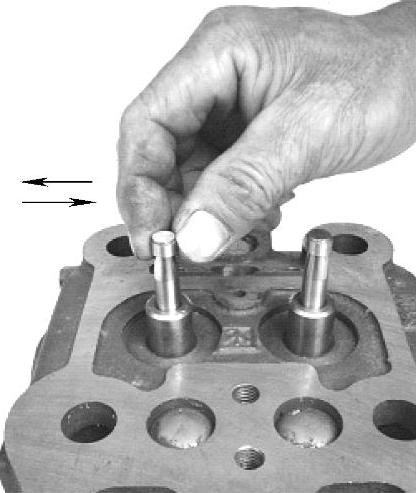
图9-5 用手径向摆动气门尾端,检查气门杆与导管的配合间隙
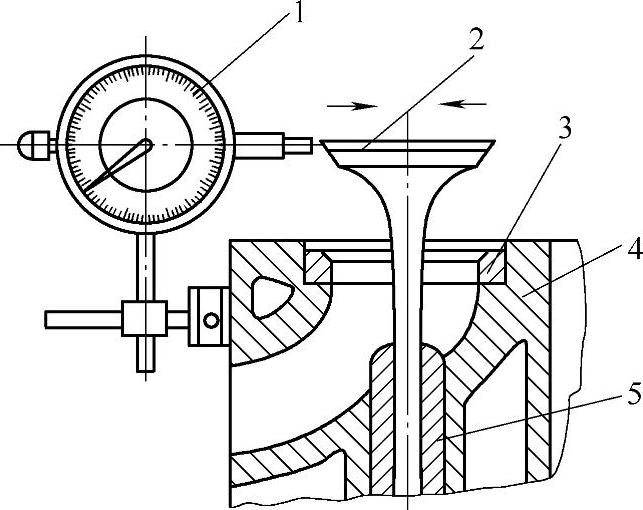
图9-6 检查气门杆与气门导管的间隙
1—百分表 2—气门 3—气门座圈 4—气缸盖 5—气门导管
6)气门杆弯曲度的检查、鉴定。
① 用简易方法粗略检查。(https://www.xing528.com)
方法一:将气门杆放在玻璃板上,然后,用手持住气门头并慢慢转动,观察气门杆身与玻璃板平面的贴合情况,并用塞尺插入两者的缝隙,测量出最大的弯曲方向和弯曲值。若两者之间没有明显的光隙,说明气门杆无弯曲。
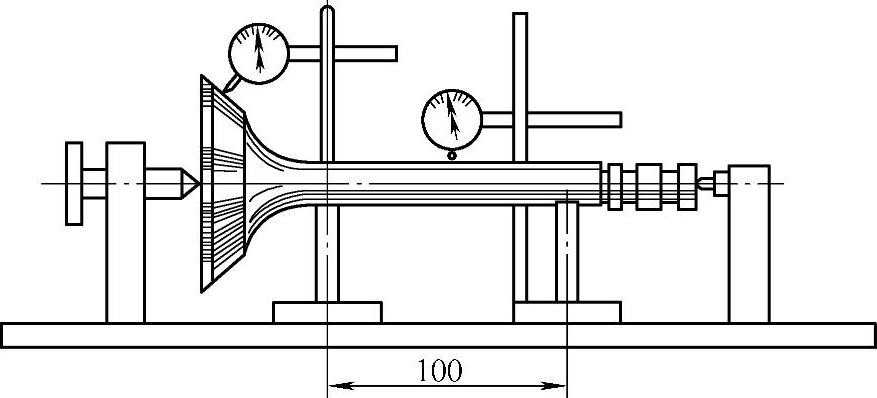
图9-7 气门杆弯曲和气门头径向摆差的检查
方法二:将零件洗净,把旧气门杆插入标准的气门导管,若气门杆插入导管1/3~1/2时感到松动且气门杆全部进入导管内时感到有阻滞,或者气门杆在导管内上、下运动不灵活,则说明气门杆有弯曲,应予校正或报废处理。
② 用百分表测量。如图9-7所示,将气门杆放在V形架上,用百分表测头抵在气门杆的中部,用手缓慢转动气门头,同时观察百分表指针的摆差。要求直线度不应大于0.03mm。
7)对气门弹簧的检查、鉴定。气门弹簧弹力减弱,会产生气门反跳,使气门与座锥面接触不良;气门弹簧弹力过大时,气门与座锥面接触应力过大,加速磨损,增加功率消耗。
① 气门弹簧自由长度的测量:直接用游标卡尺测量,然后与标准的弹簧自由长度进行比较,其缩短量一般不得超过3mm。否则,更换气门弹簧。S195、195S型柴油机,外弹簧自由长度标准值为50mm,允许值为49.0mm;内弹簧自由长度标准值为45.7mm,允许值为44.7mm。
② 弹簧弯曲或端面不平的检查:用角尺或万能角尺测量。检查气门弹簧的垂直度如图9-8所示。若垂直度超过2°,应更换新气门弹簧。
③ 气门弹簧弹力的检查。
方法一:将弹簧放在弹簧试验仪上检查,检查把弹簧由自由长度压缩到规定长度所需的力是否达到规定值。S195、195S型柴油机,气门外弹簧的弹力标准值为(129+8)N,内弹簧的弹力标准值为(55+3.3)N。
方法二:将新、旧两个弹簧并列横排,在两个弹簧之间的端面放一块垫片隔开,然后将两个弹簧一起放在台虎钳上夹持,扭紧台虎钳使新、旧弹簧同时被压缩,如图9-9所示。用直钢尺测量,若新、旧两个弹簧被压缩的长度基本相等、圈距相同,说明两个弹簧的弹力一致;若旧弹簧比新弹簧短,则说明旧弹簧弹力减弱。
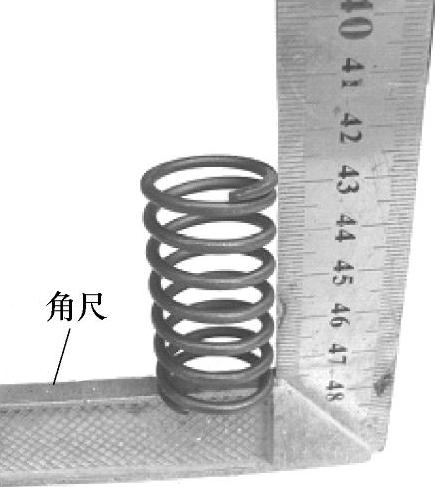
图9-8 检查气门弹簧的垂直度
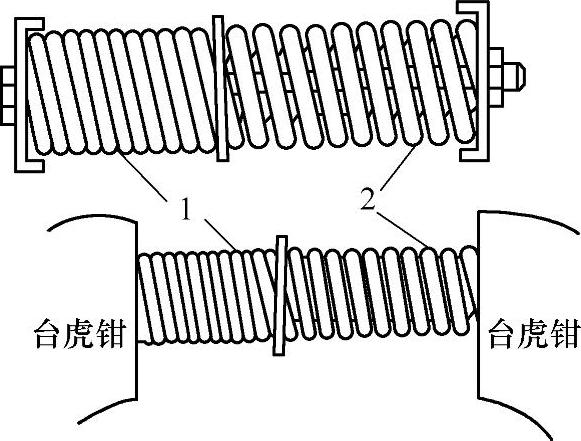
图9-9 气门弹簧弹性比较法检验
1—被检旧弹簧 2—新弹簧
④ 对于那些弹簧环圈上产生麻点、裂纹或弯曲过大的,弹力和自由长度低于规定值时,一般不进行修理,应予报废处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。