



(1)活塞销与活塞、连杆的安装
1)活塞连杆组的零件在组装前应彻底清洗,并用抹布擦干净。因活塞销与销座孔在常温下有微量过盈,所以安装时要将活塞加热。
2)在活塞销座孔内用尖嘴钳装上一边的挡圈。
3)把活塞和连杆小头放在开水中煮泡10min左右,也可将活塞在机油中加热到80~100℃。有些机型,如玉柴机器,新更换的活塞销与活塞、连杆在安装时是不用加热的,即在常温下就可以把活塞销装入活塞销座孔。
4)取出活塞使其顶部朝下,迅速擦净座孔,将预先涂好机油的活塞销轻轻推入销孔,随即将涂上机油的连杆小头伸入活塞内,使铜套对准活塞销,继续把销推到底。活塞连杆组的组装如图13-14所示。
5)装入另一边的挡圈。检查挡圈与活塞销端面间隙应有0.1~0.25mm,挡圈嵌入环槽中的深度应不小于环径的2/3。挡圈的安装方法如图13-15所示。
活塞与连杆安装时,要注意其安装方向。一般都有安装标志,如活塞顶部有箭头方向,而连杆杆身上有一个突点表示前方,连杆轴承盖上也有标记,三者的装配标记均要位于同一向前方向。常见机型连杆与活塞组装时方向对应见表13-5。
表13-5 连杆与活塞组装时方向对应

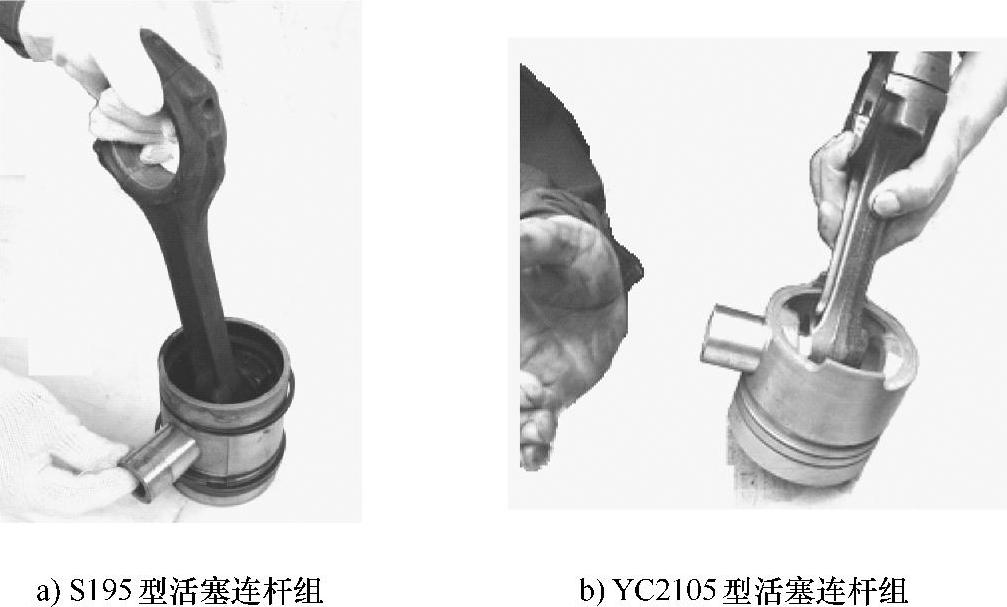
图13-14 活塞销与活塞、连杆的组装
(2)检查活塞连杆组的偏斜情况 活塞连杆组装配后,最好能在连杆检验仪上检查活塞裙部轴线对连杆大端轴承孔轴线的垂直度。当测量值超过允许值后,应找出原因,加以校正。否则,活塞连杆组装入气缸会出现偏斜情况,在使用中导致缸套和活塞、轴颈和轴瓦偏磨,使配合件使用寿命缩短。
(3)活塞环的安装
1)安装活塞环时,要注意方向、位置和开口角度,如装反装错,会引起气缸密封不严、漏气,大量机油窜烧等故障。
① 活塞环的标记。活塞环常见的标记位置是打在靠近环的开口端面上,标记有以下几种:“上”、“T”、“SH”“O”、“TOP”、“STD”、“NH”、“UP”等。把活塞环套入活塞环槽时,环口有标记的一面应朝上,即朝向活塞顶面。
② 活塞环的位置及开口角度。安装活塞环时,应注意不同断面环的安装位置和各环口错开角度。镀铬平环、矩形环或镀铬桶面环、桶形环装在第一道环槽,不分上下,没有正反;扭曲环(阶梯环)、微锥环、锥面环(梯形环)、倒角环装在第二、三道环槽;扭曲环,其内圆或外圆上有切槽或倒角,使环的断面不对称,装入气缸后,在弹力作用下产生扭曲。安装时内圆有切槽、倒角的,槽口向上;外圆有切槽、倒角的,槽口向下;两种环混装的,内圆有切槽、倒角的装在第一道环槽,外圆有切槽、倒角的装在第二、三道环槽,不能装反。扭曲环在环槽中的安装方向如图13-16所示。
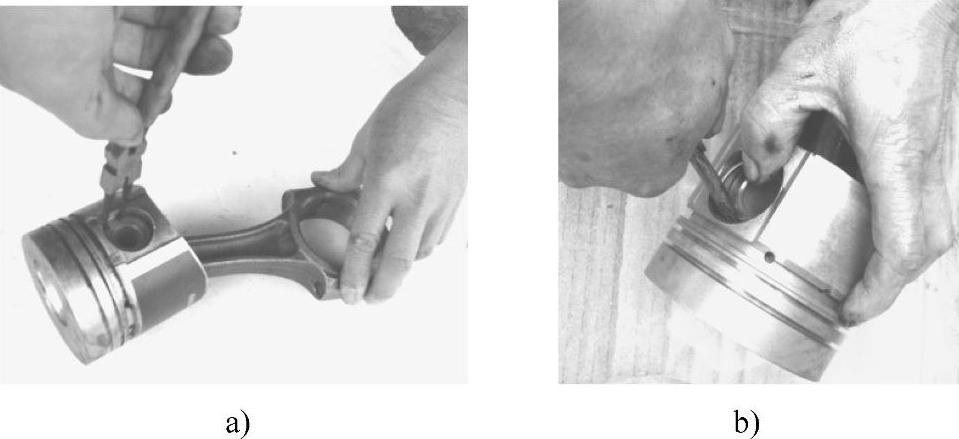
图13-15 拆装挡圈的方法

图13-16 扭曲环安装方向
为了避免可燃混合气从环口漏出,各道环的开口应错开一定的角度,即开口不能同在一条直线上。装三道环的,各环开口相隔120°;装四道环的,第一、二道互错180°,第二、三道互错90°,第三、四道互错180°。各道环的开口应和活塞销孔中心线相隔45°,也不要朝着活塞受侧压的方向,从而获得较长的、迷宫式的漏气路线,以增加漏气阻力,减少漏气量。几种机型活塞环开口方向如图13-17所示。
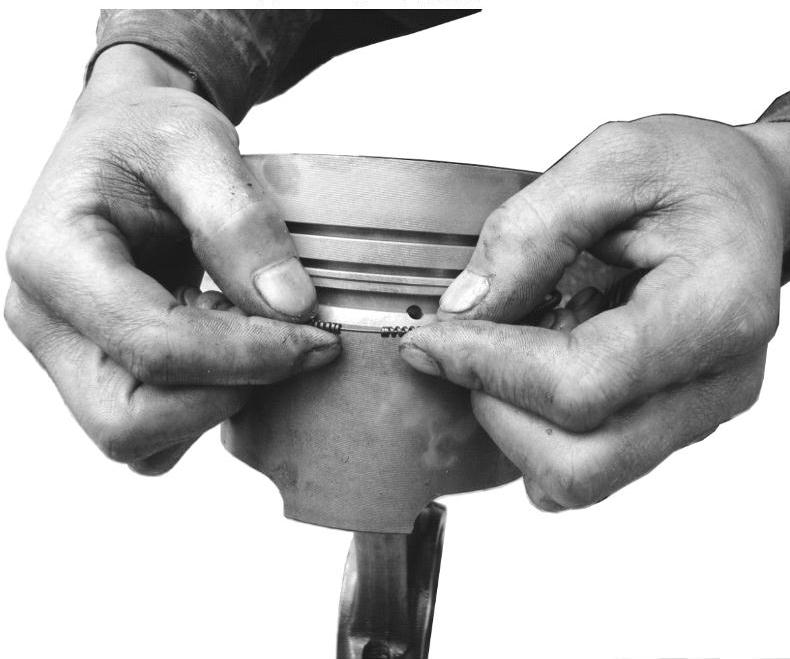
2)活塞环的安装方法。因活塞环容易折断,所以活塞环的安装应使用专用的夹具。如无专用夹具,可用两手大拇指适当撑开活塞环端口,其余食指护着环的四周,小心地将环套进活塞环槽内。活塞环的安装方法如图13-18所示。
螺旋撑簧油环的安装方法如图13-19所示。将螺旋撑簧的接口拆开,卷放在活塞环槽的第四道环上(该活塞装有四道环时),或者卷放在活塞环槽的第三道环上(该活塞装有三道环时),连接撑簧接口,再把油环本体装到环槽内,环的开口必须在撑簧接头的对面。
(4)活塞连杆组的安装 活塞连杆组装入气缸套前,先在气缸套内表面或活塞外圆表面、销孔及活塞环槽内涂抹机油,并将环口错开。
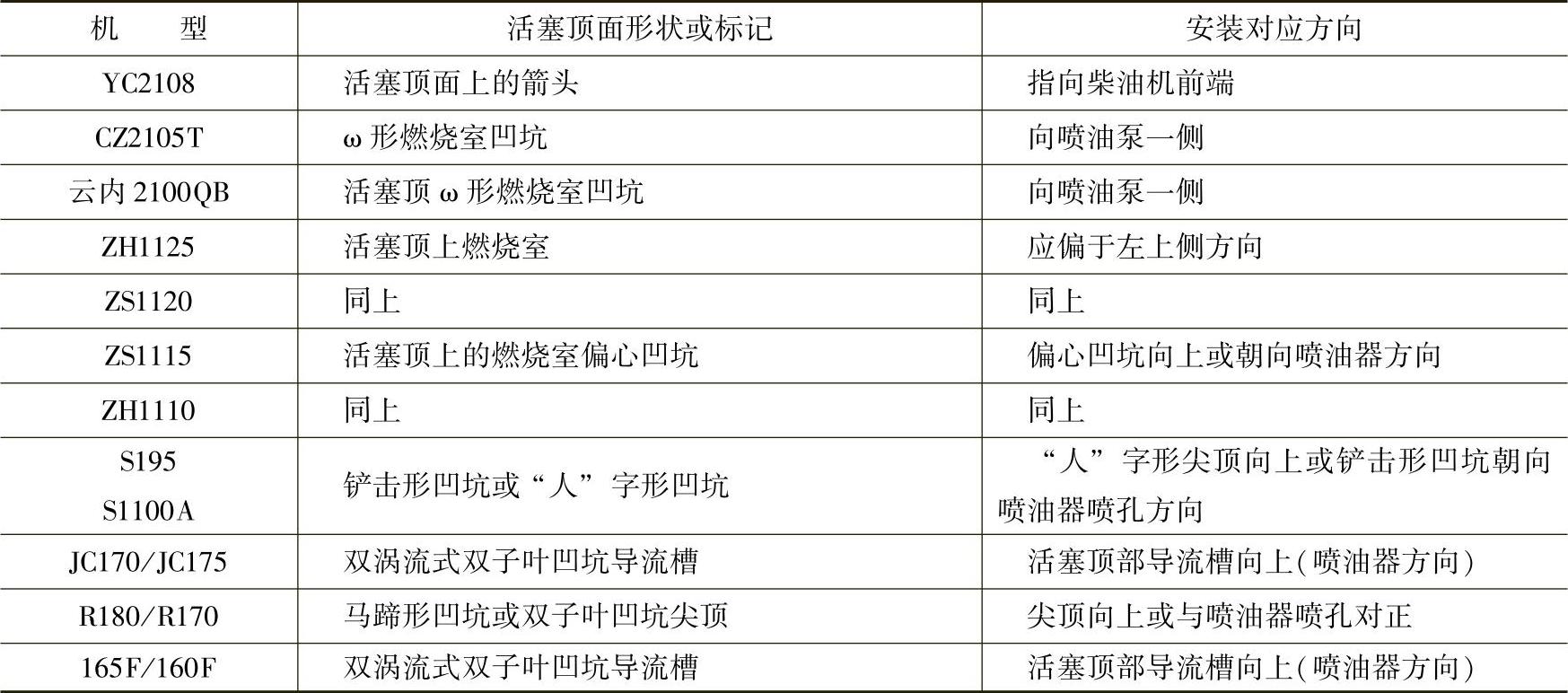
将活塞连杆组件放进缸套,如果是卧式柴油机,应注意使连杆小头油孔朝上,涡流燃烧室凹坑(马蹄形凹坑或双子叶凹坑)尖顶朝上;如果是立式柴油机,应注意活塞的方向,使顶部燃烧室凹坑对着喷油器方向;如果是直喷式柴油机,ω形燃烧室偏心凹坑向上或朝向喷油器方向。常见机型活塞对应的方向见表13-6。
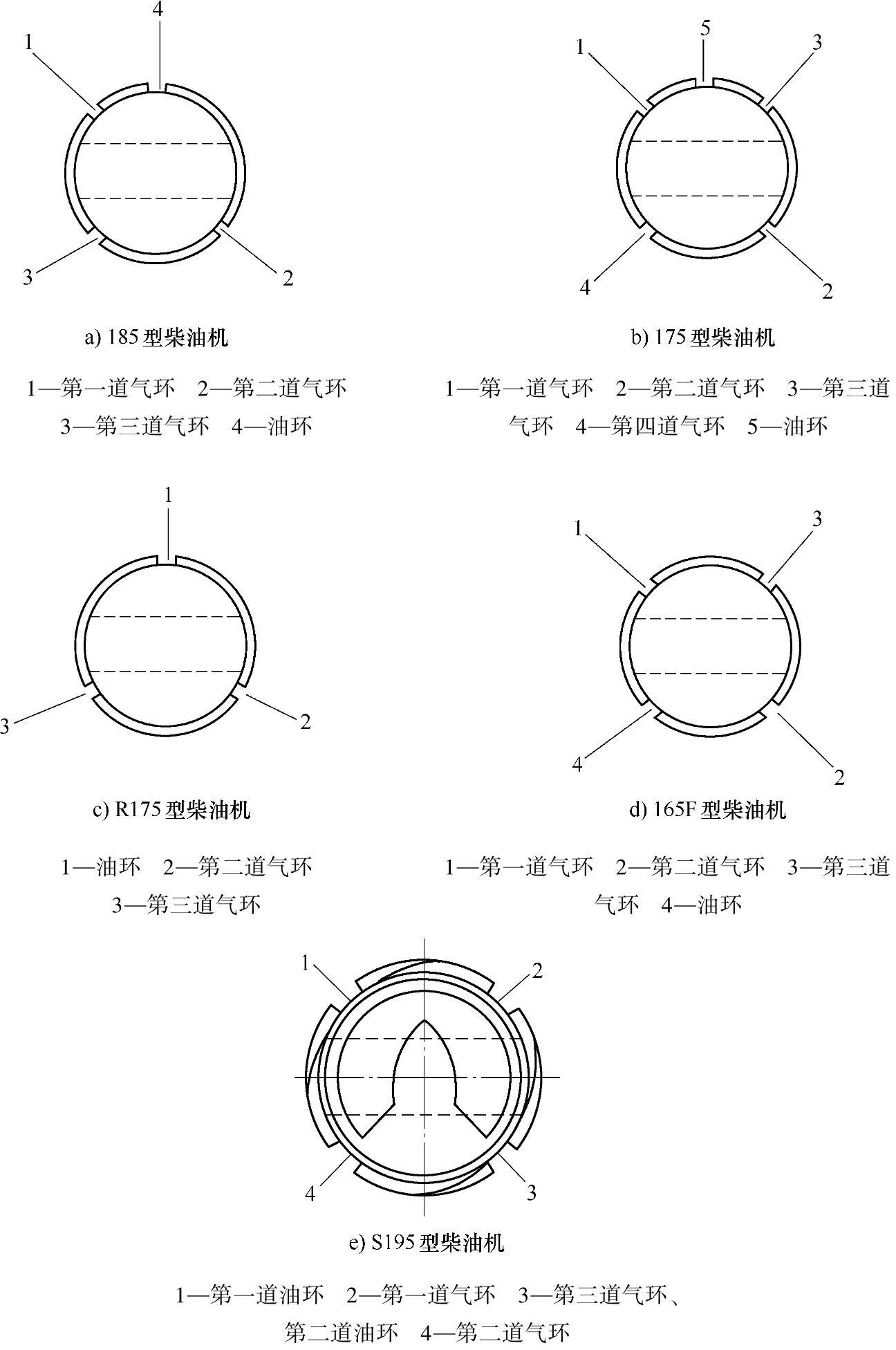
图13-17 活塞环开口方向
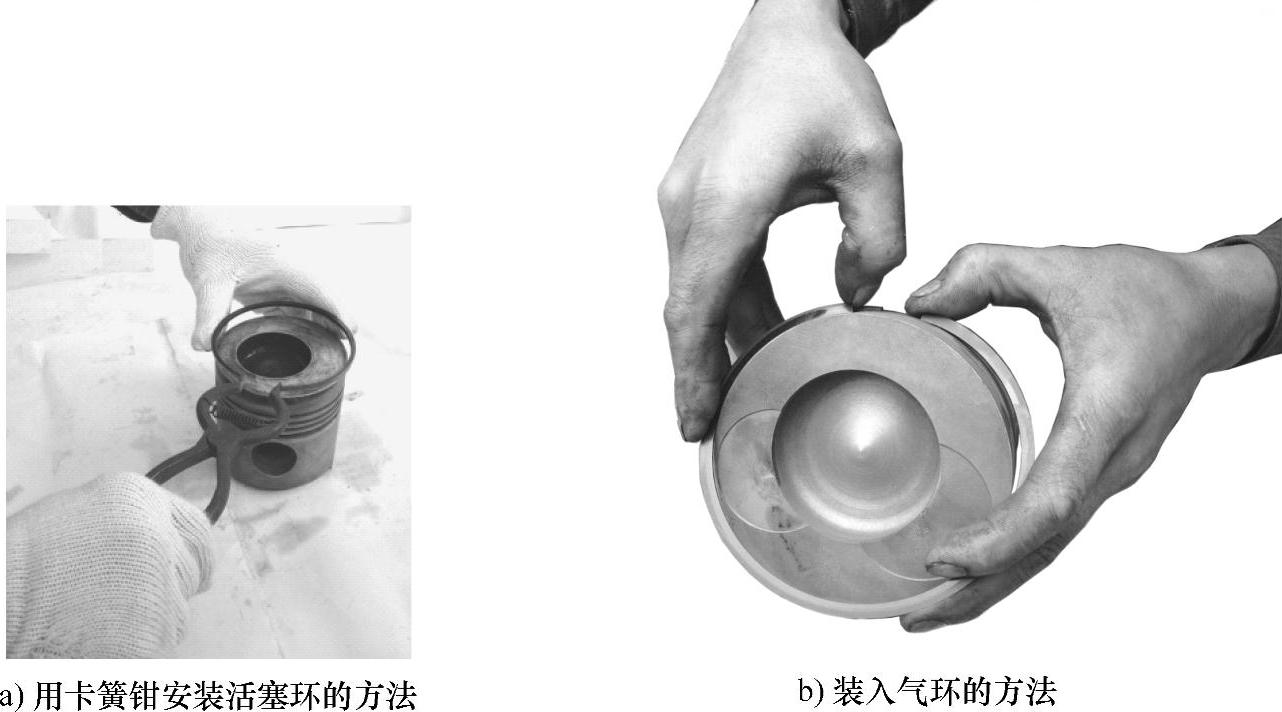
图13-18 活塞环的安装方法
 (https://www.xing528.com)
(https://www.xing528.com)
图13-19 连接撑簧接口的方法
表13-6 活塞顶面形状和安装方向
用专用工具,如用旧缸套车制成锥形圆筒(图13-20),或铁皮夹箍箍紧活塞环(图13-21),并用锤子柄轻轻敲击活塞顶部,使活塞慢慢落入缸套内,如图13-22所示。与此同时将曲轴转到上止点附近,使连杆大头及装好的瓦片准确地落座在连杆轴颈上。一边慢慢转动曲轴,一边推动活塞往下移,直至在下止点附近,即使连杆轴颈与连杆大端一起转到易于安装连杆盖的位置。在转动曲轴时,最好不要使瓦片掉入曲轴箱。若瓦片掉入曲轴箱底部,应伸手至曲轴箱底部掏出轴瓦重新安装。将轴瓦插入连杆大端,使轴瓦定位凸键对正于连杆大端的凹槽,瓦背与连杆要贴合。安装连杆瓦的方法如图13-23所示。
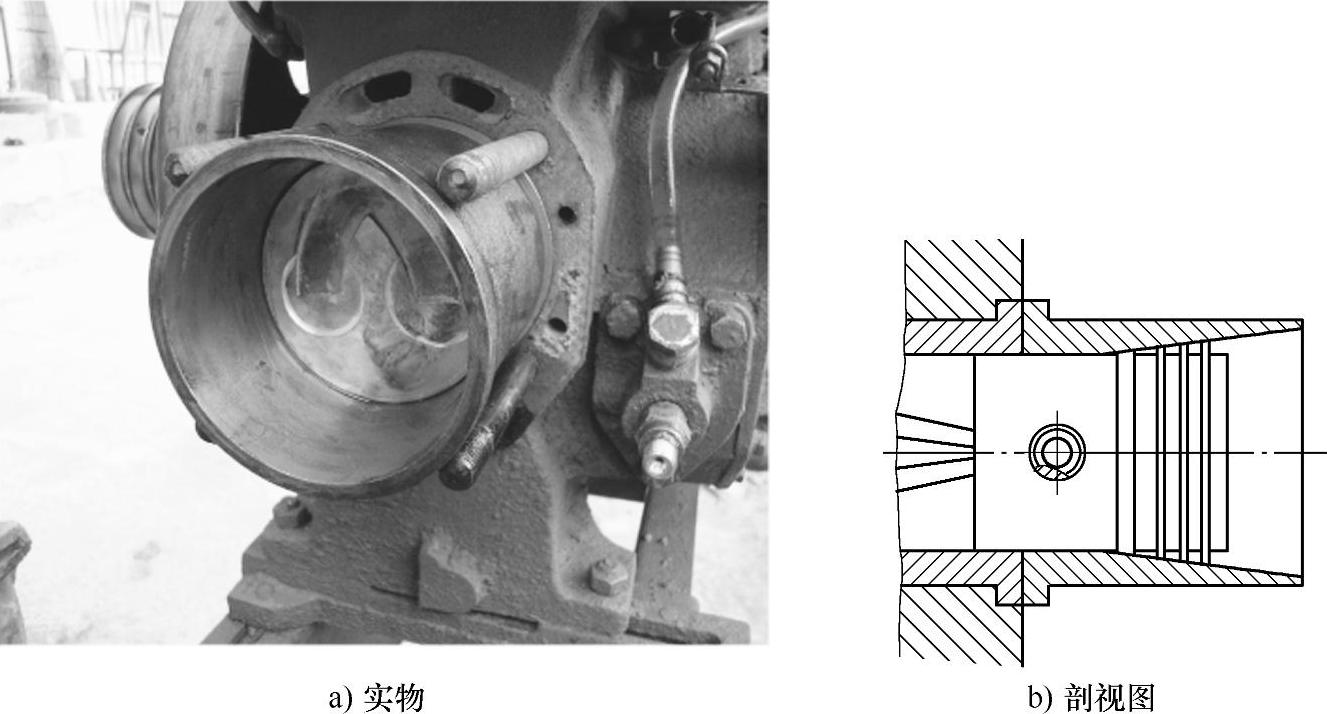
图13-20 用专用工具安装活塞连杆组

图13-21 用铁皮夹箍箍紧活塞环,将活塞连杆组装入缸套

图13-22 活塞在气缸中的位置
在连杆轴瓦表面涂上机油,装上轴承盖,注意应与连杆大头记号同在一侧,如图13-24所示;将连杆螺栓沾少许机油旋入孔中,按厂方规定力矩、分两三次将连杆螺栓拧紧,如图13-25所示。S195型、195S型柴油机,是用一段直径为Ф1.8mm的镀锌铁丝以“8”字形缠绕在两个连杆螺母上,如图13-26所示;有的是用锁片锁住螺母,如图13-27所示。后一种螺母属于自锁型螺母,靠拧紧力使六条均布窄槽变形达到自锁。对于自锁能力下降的螺母,应及时更换。
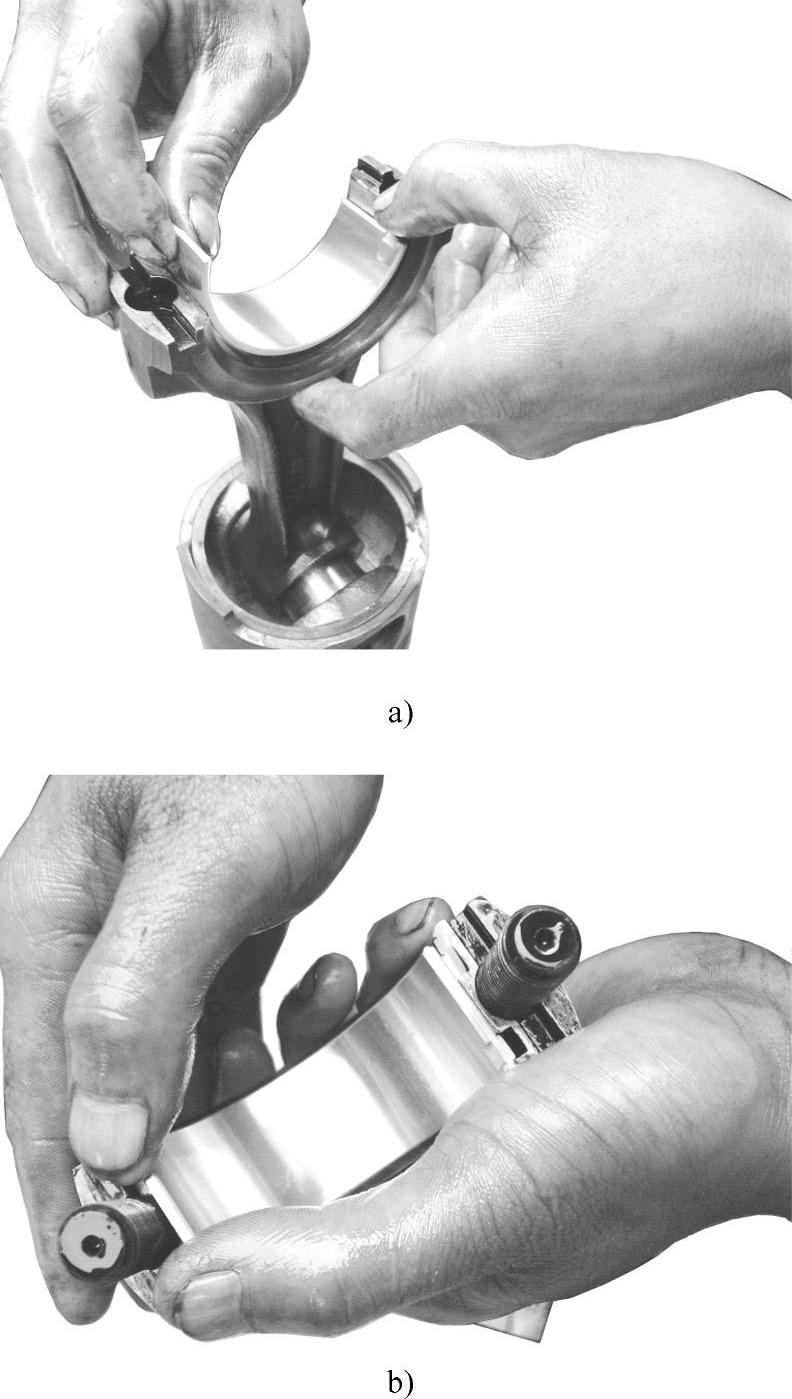
图13-23 安装连杆瓦的方法

图13-24 连杆大头的装配记号

图13-25 拆装连杆螺栓的方法
常见机型连杆螺栓拧紧力矩见表13-7。

图13-26 用铁线锁紧连杆螺栓的方法
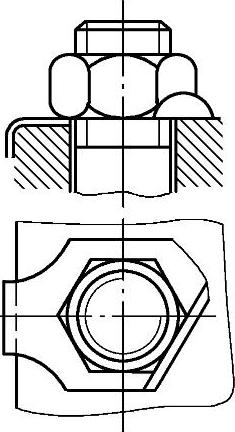
图13-27 连杆螺母锁片的锁紧
表13-7 连杆螺栓拧紧力矩 (单位:N·m)

(5)检查活塞顶在上止点时的高度 安装活塞连杆组后,应检查活塞顶在上止点时的高度。如S195型、195S型柴油机,活塞顶凸出气缸套平面的高度要在0.23~0.76mm之间,合适的存气间隙是0.94~1.57mm;R180型柴油机,活塞顶凸出气缸套平面的高度要在0.8~0.9mm之间;170型柴油机,活塞顶凸出气缸套平面的高度要在0.7~1.1mm之间。
常见机型气缸存气间隙见表13-8。
表13-8 气缸存气间隙 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。