



【摘要】:设计时给定的余量。加工前后半径之差,平面余量为单面余量。影响加工余量的因素最大余量、最小余量及余量公差的计算用分析计算法确定最小余量工序尺寸,毛坯尺寸及总余量的计算表3-84 其他类型工艺尺寸的计算(续0(续0(续0(续0(续0表3-85 影响加工余量的因素表3-86 最大余量、最小余量及余量公差的计算(续)注:1.工序尺寸的公差;对于外表面,最大极限尺寸就是基本尺寸;对于内表面,最小极限尺寸就是基本尺寸。
(1)基本术语
1)加工总余量(毛坯余量)。毛坯尺寸与零件图设计尺寸之差。
2)基本余量。设计时给定的余量。
3)工序间加工余量(工序余量)。相邻两工序尺寸之差。
4)工序余量公差。本工序的最大余量与最小余量之代数差的绝对值,等于本工序的公差与上工序公差之和。
5)单面加工余量。加工前后半径之差,平面余量为单面余量。
6)双面加工余量。加工前后直径之差。
(2)影响加工余量的因素(表3-85)
(3)最大余量、最小余量及余量公差的计算(表3-86)
(4)用分析计算法确定最小余量(表3-87)
(5)工序尺寸,毛坯尺寸及总余量的计算(表3-88)
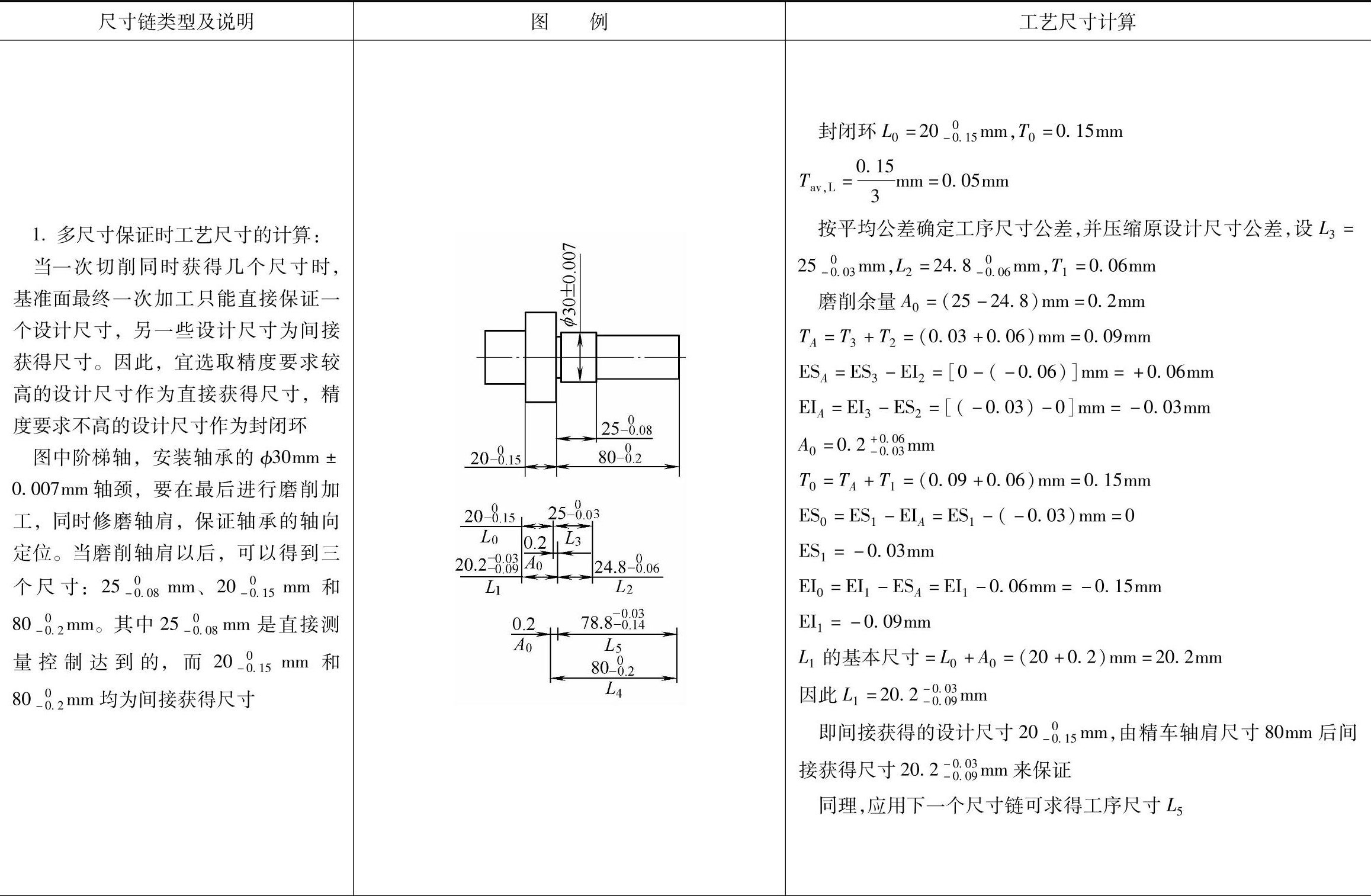
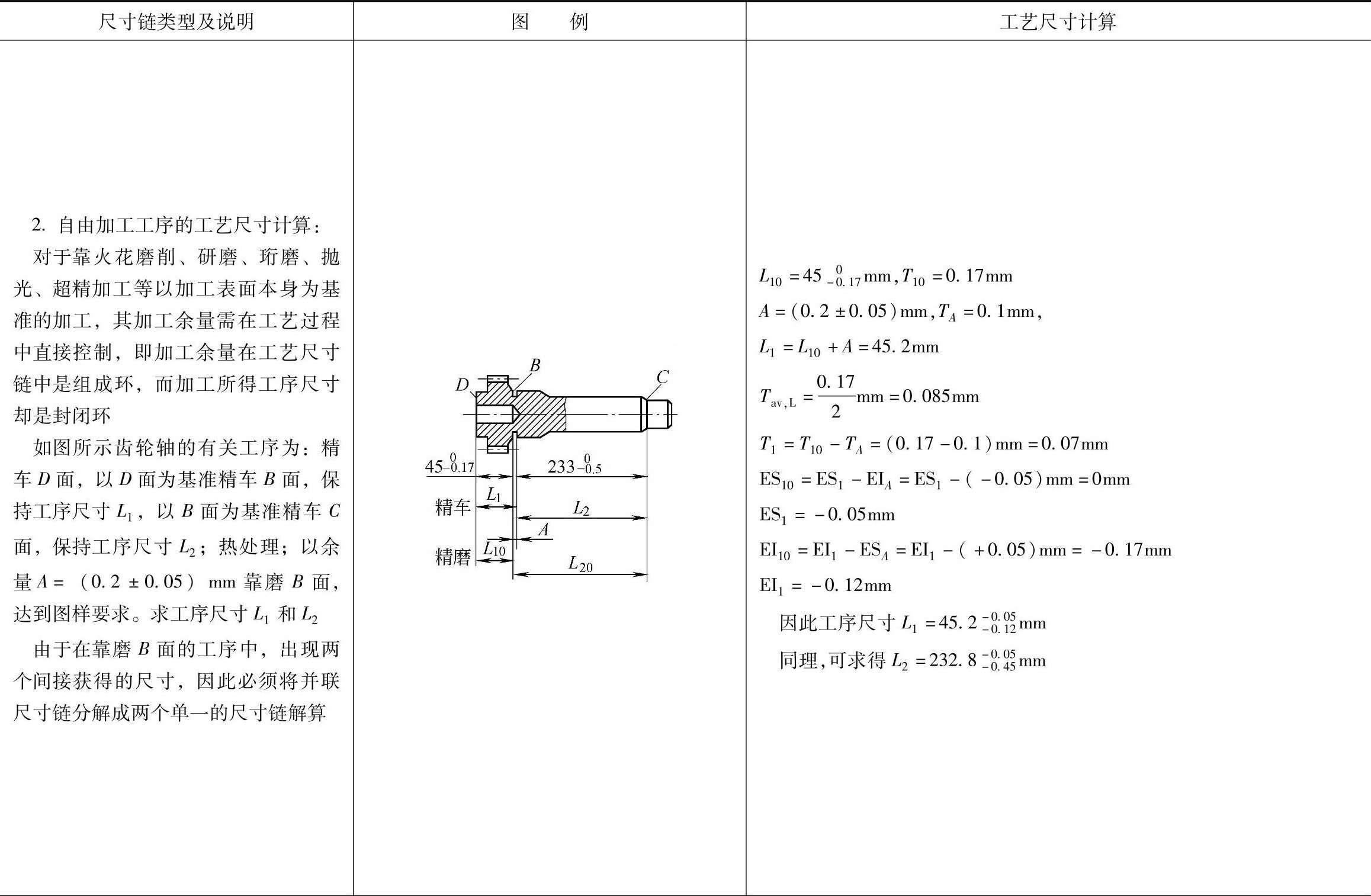
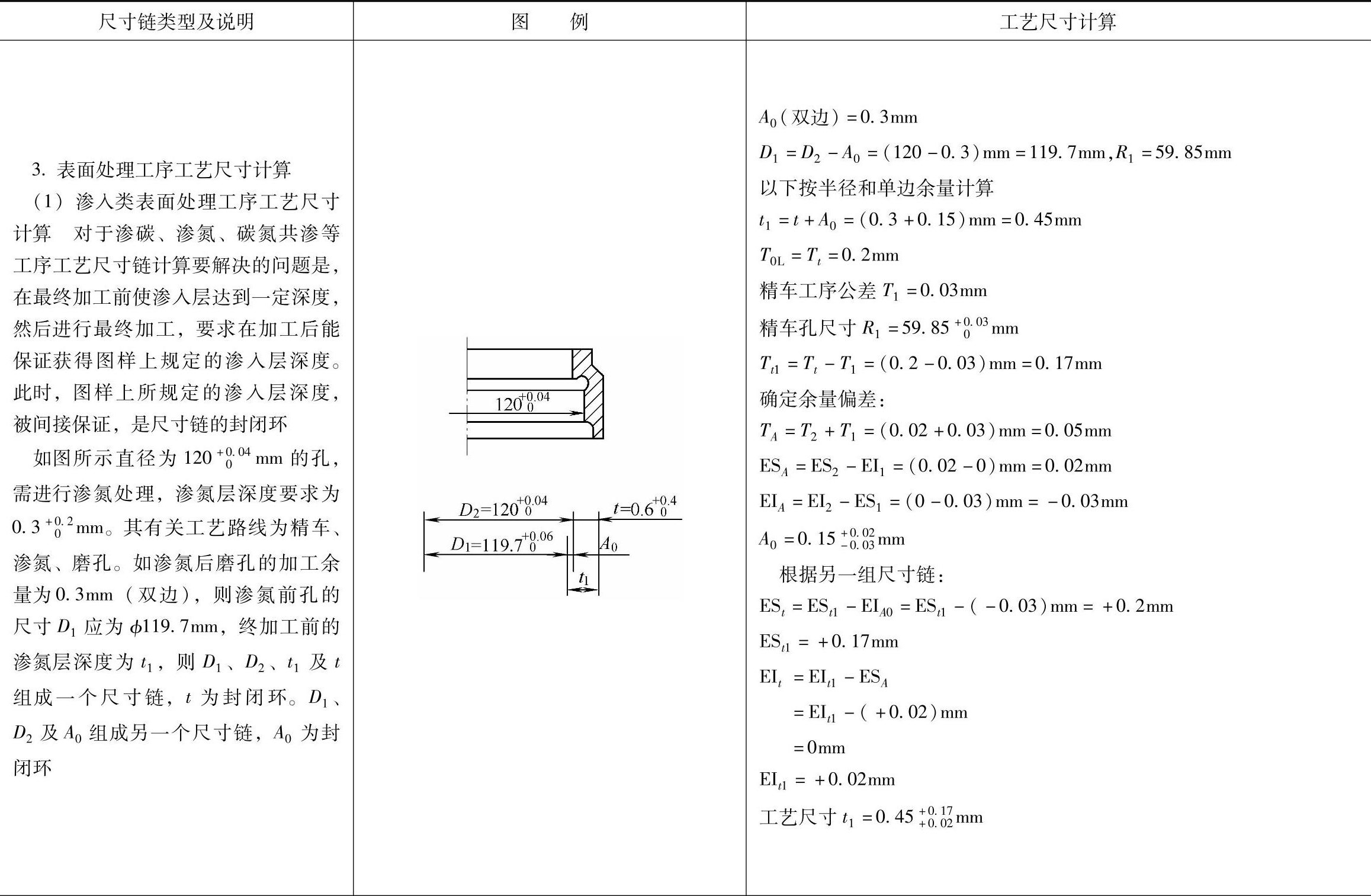
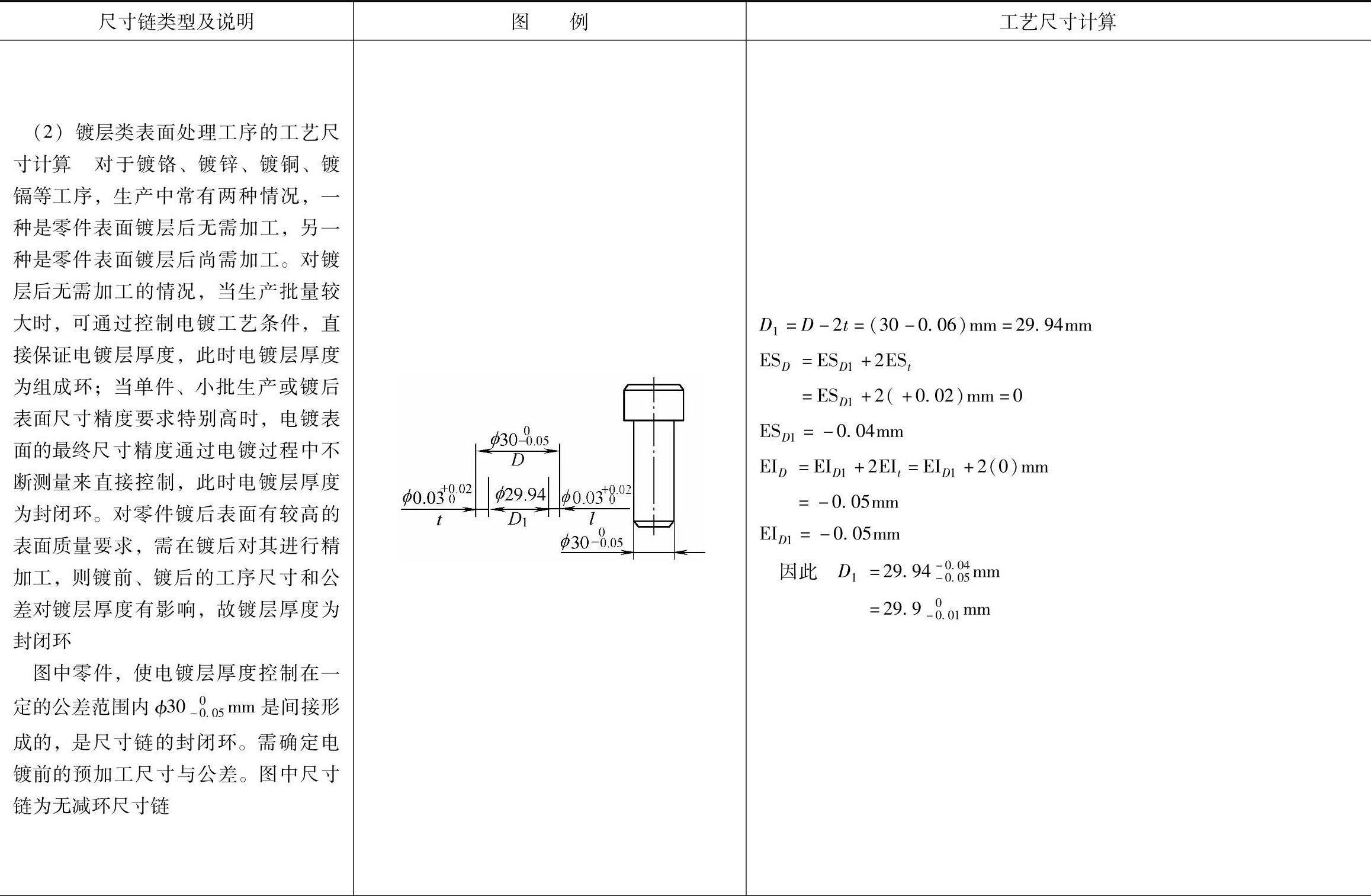
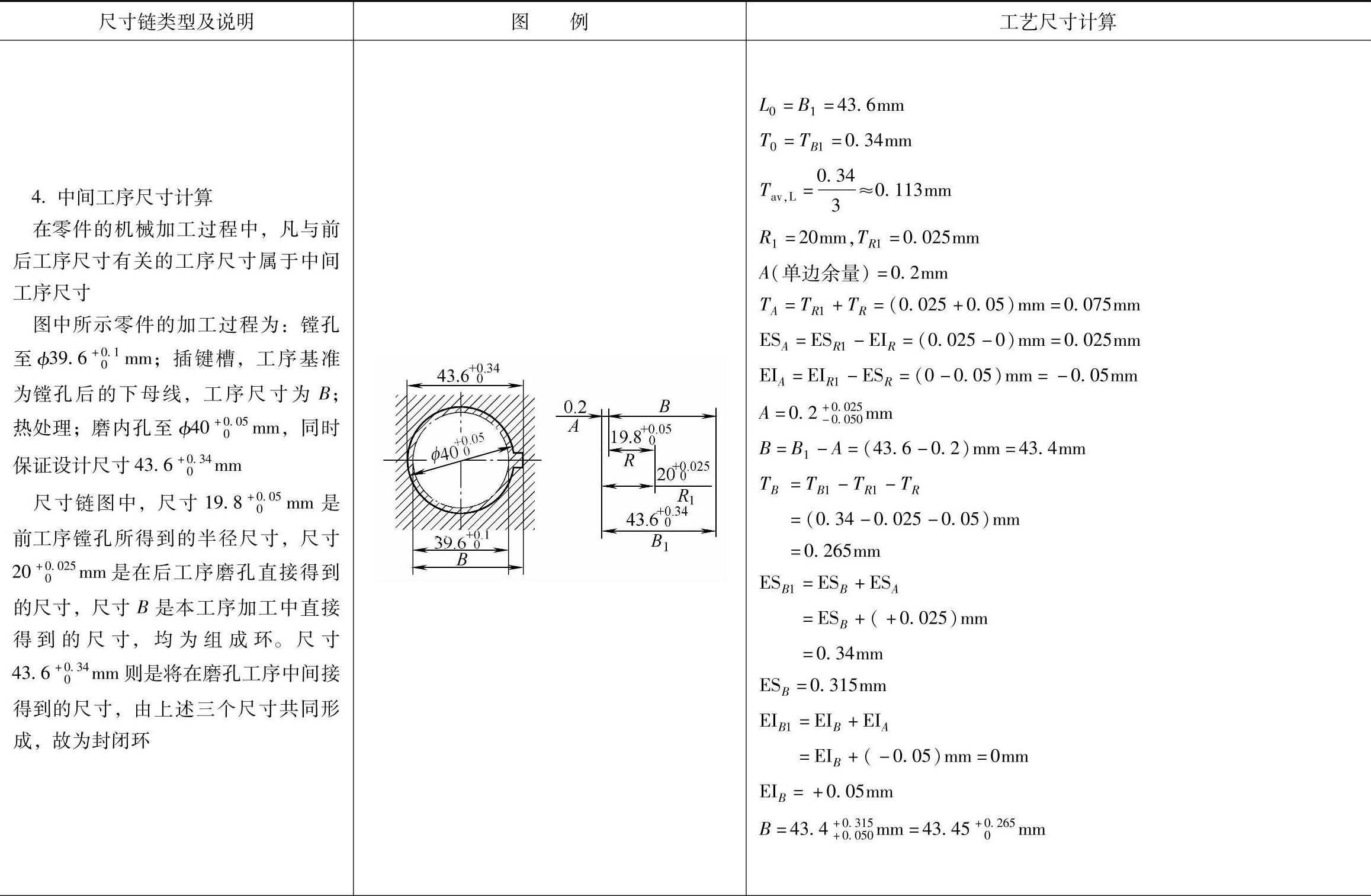
表3-84 其他类型工艺尺寸的计算
(续0
(续0
(续0
 (https://www.xing528.com)
(https://www.xing528.com)
(续0
(续0
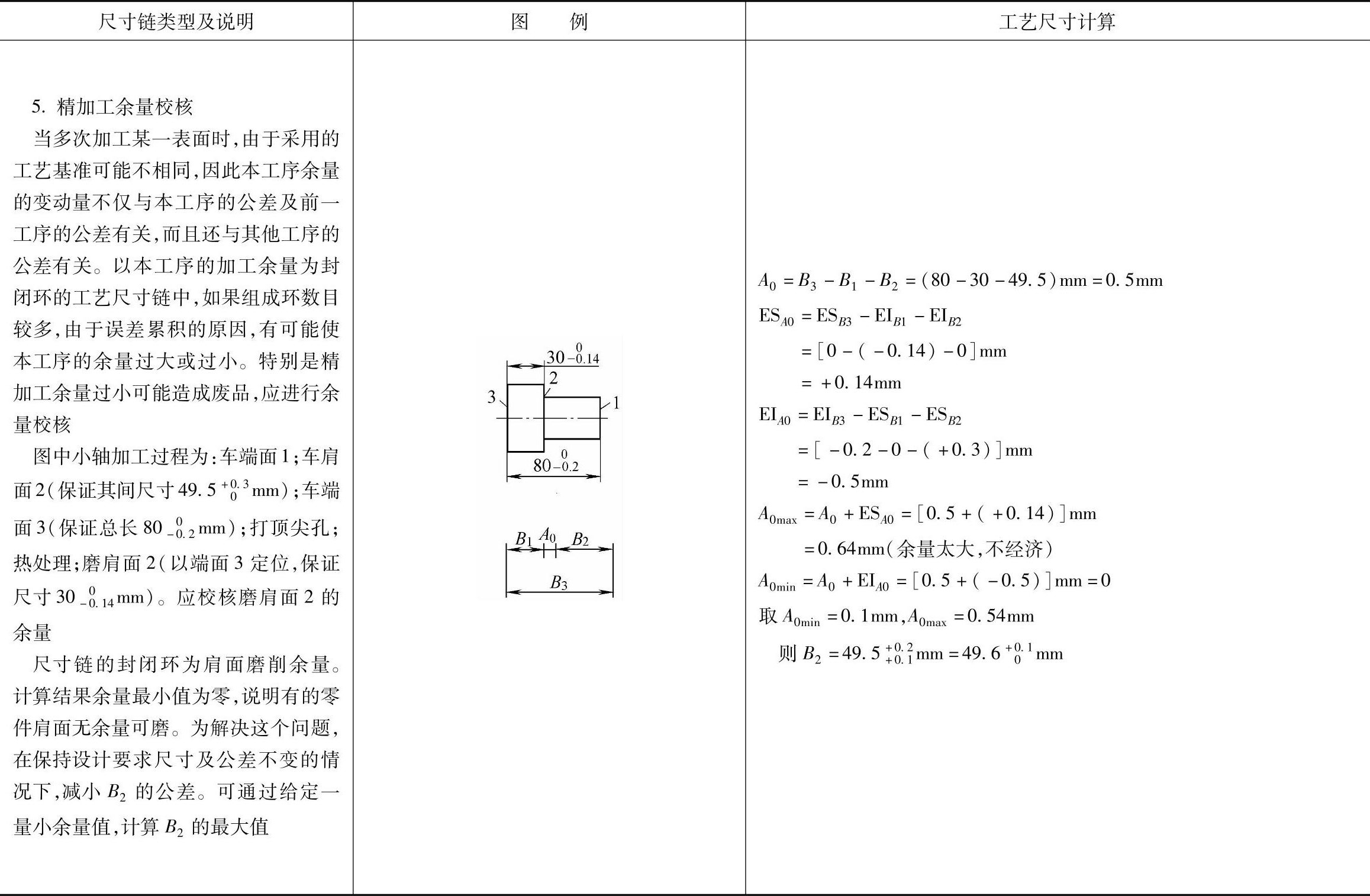
表3-85 影响加工余量的因素
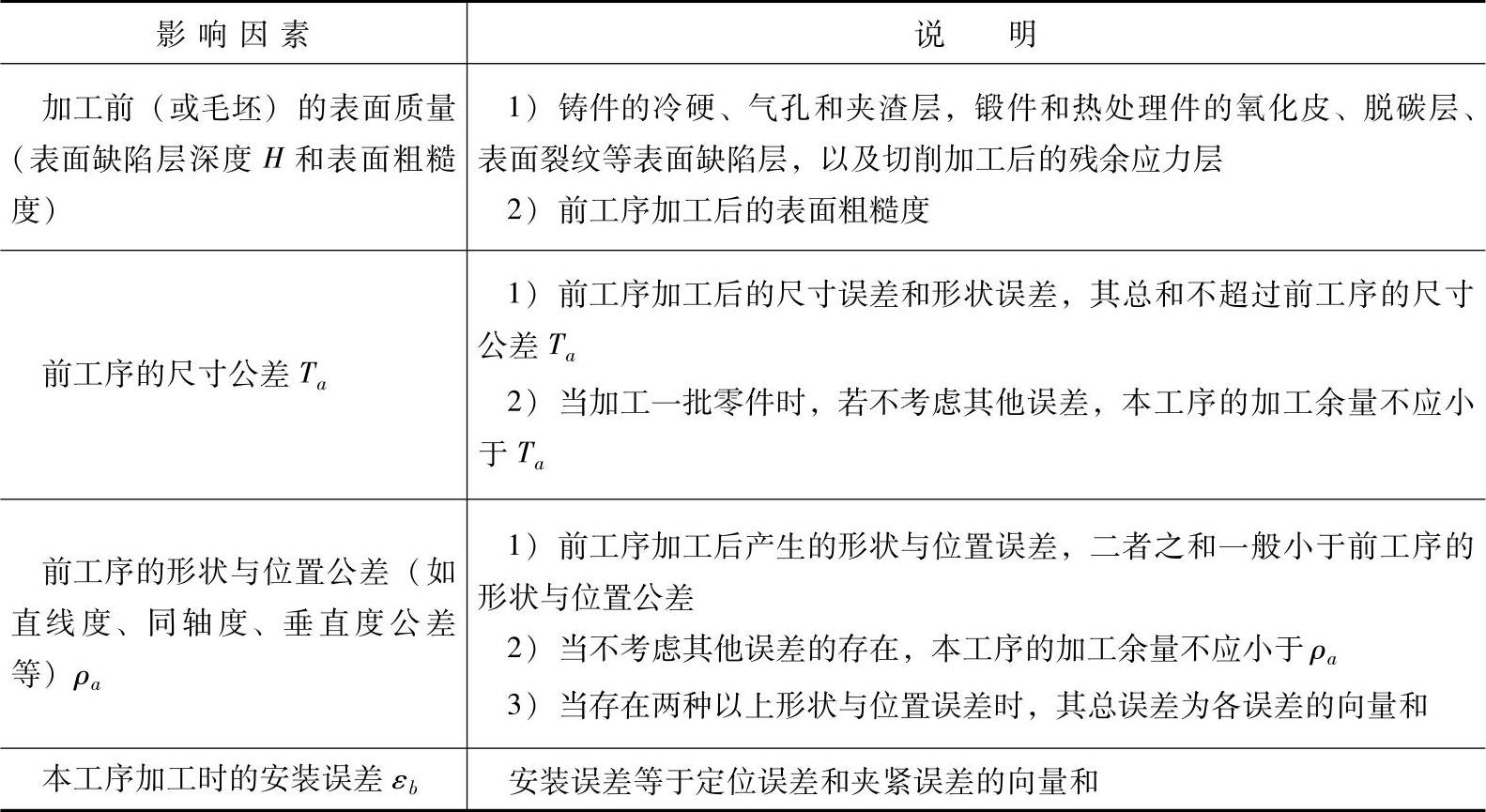
表3-86 最大余量、最小余量及余量公差的计算
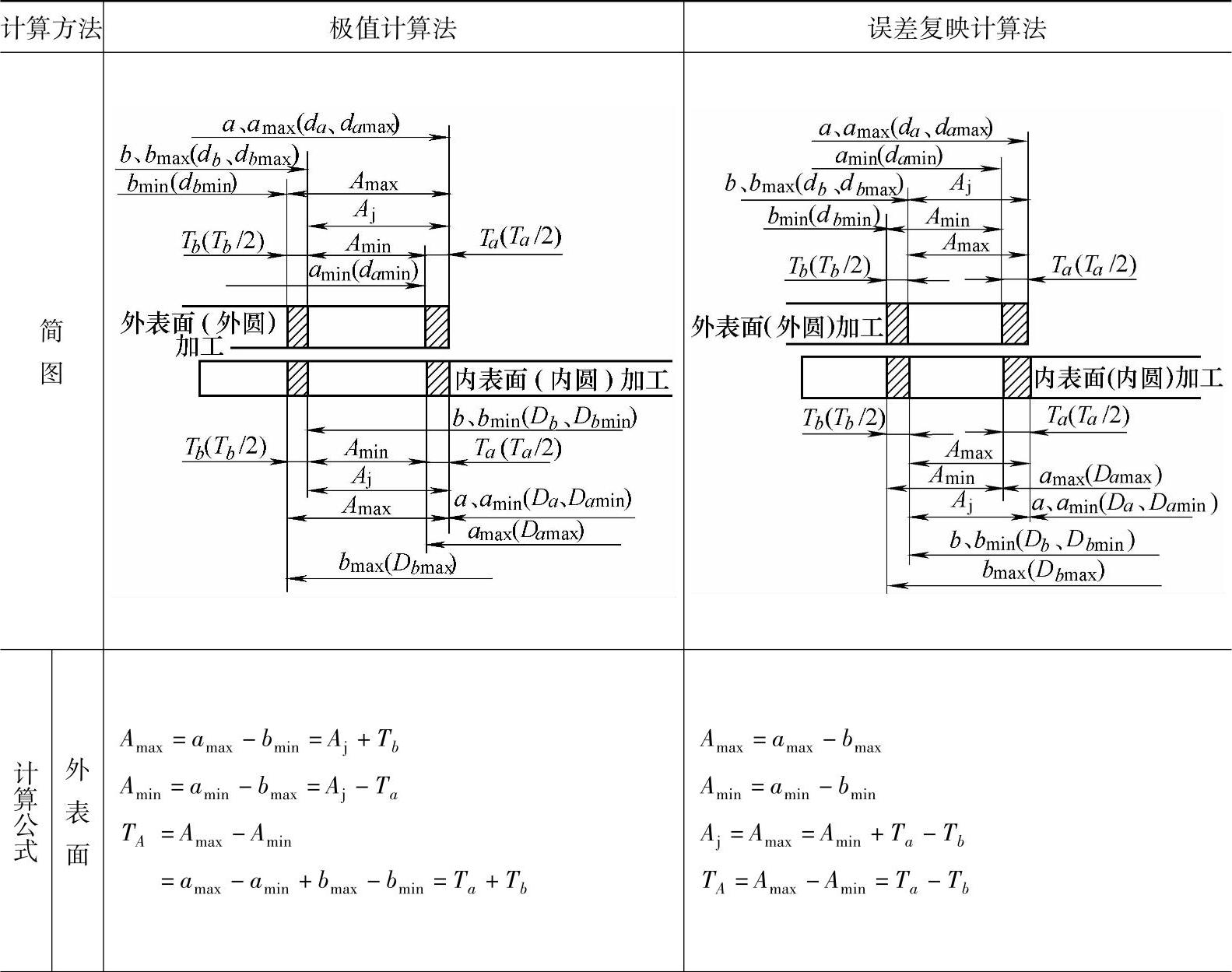
(续)
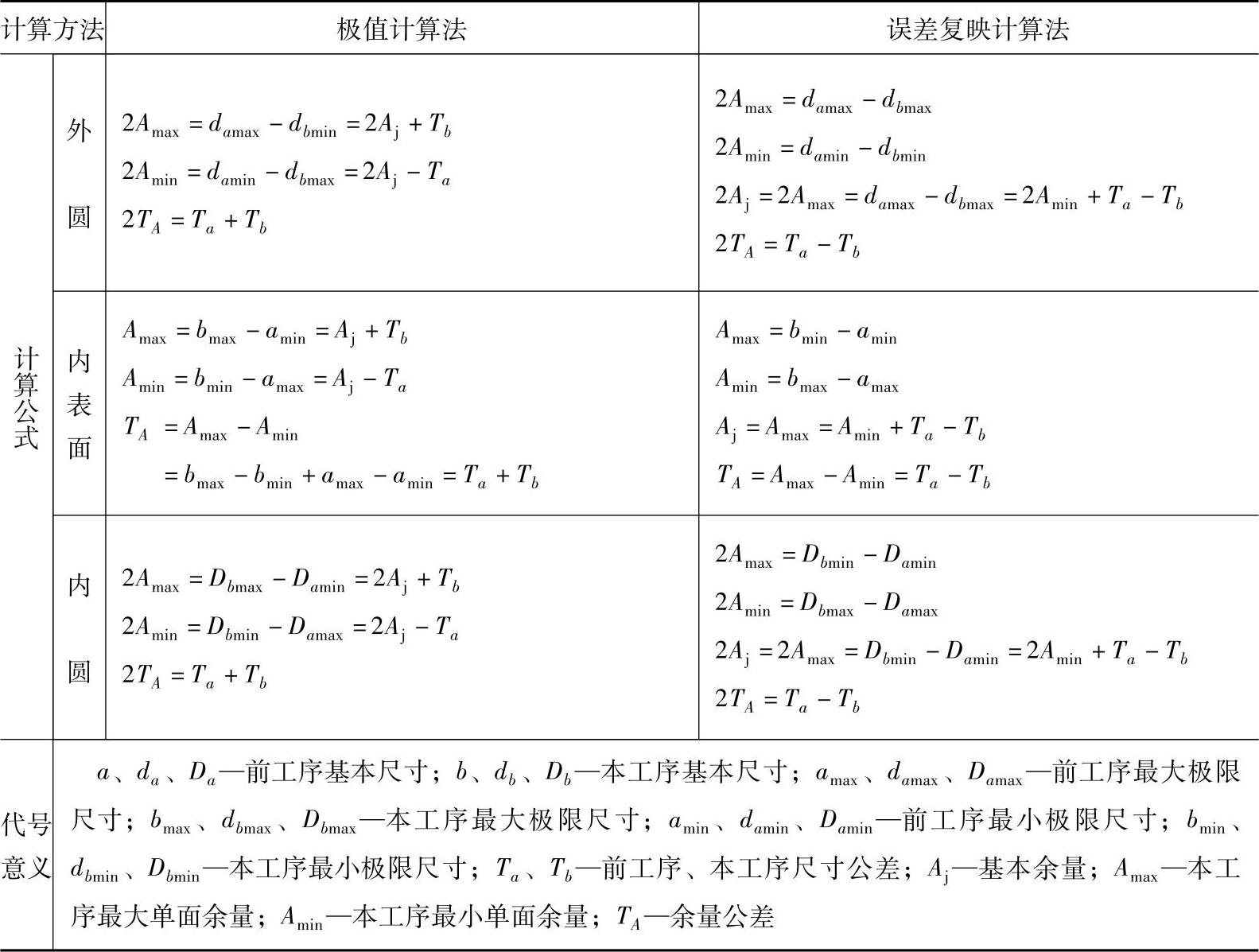
注:1.工序尺寸的公差;对于外表面,最大极限尺寸就是基本尺寸;对于内表面,最小极限尺寸就是基本尺寸。
2.由于各工序(工步)尺寸有公差,所以加工余量有最大余量、最小余量之分,余量的变动范围亦称余量公差。
表3-87 用分析计算法确定最小余量
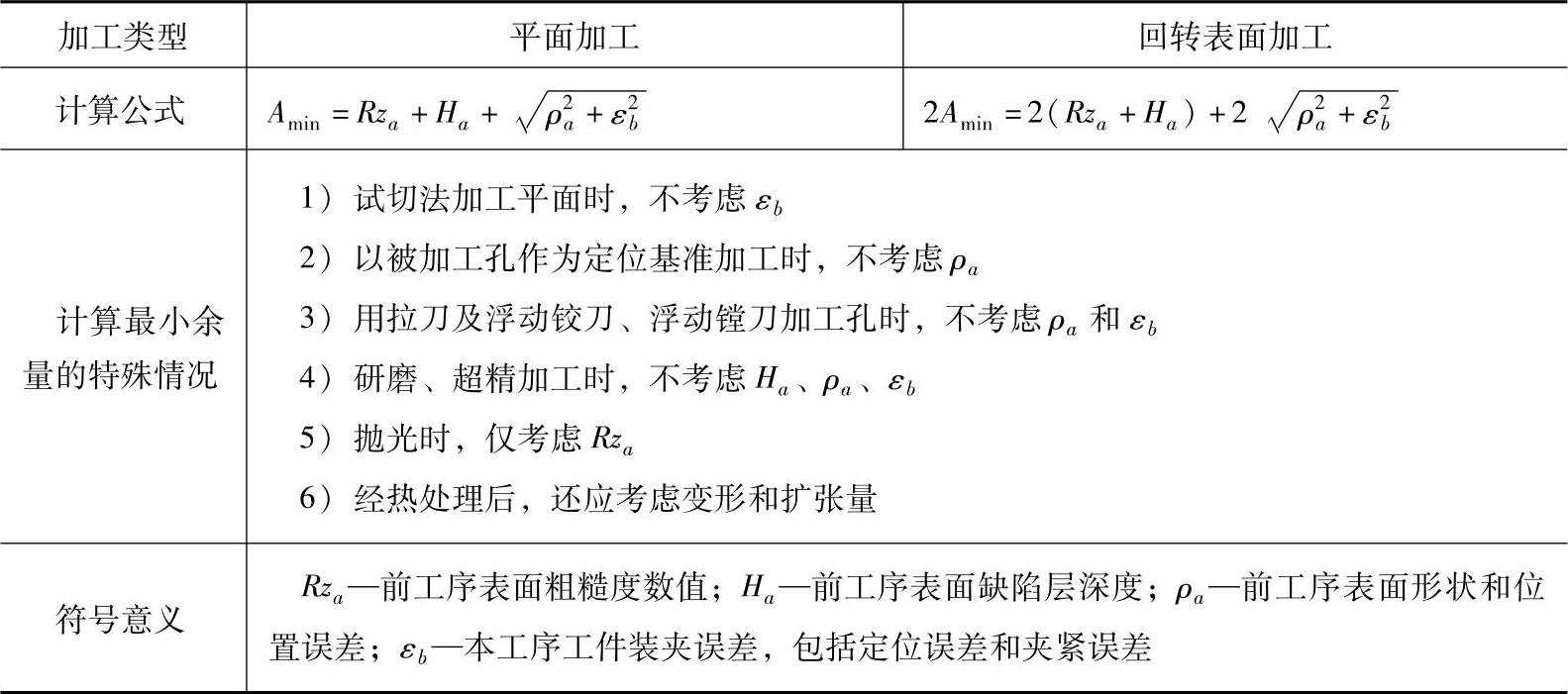
表3-88 工序尺寸、毛坯尺寸及总余量的计算
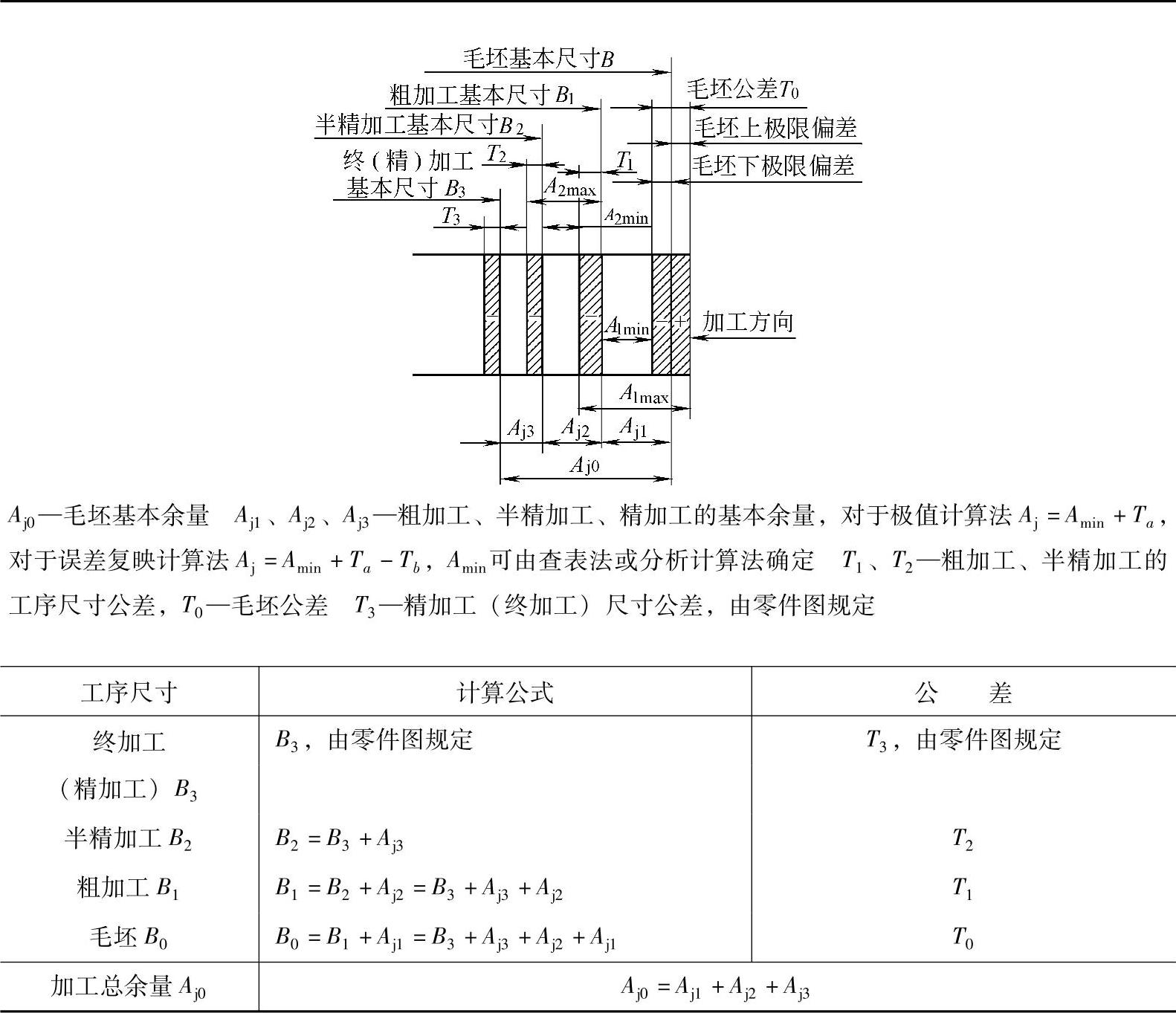
注:1.计算每一工序(工步)的尺寸时,可根据表图由最终尺寸逐步向前推算,便可得到每一工序的工序尺寸,最后得到毛坯的尺寸。
2.毛坯尺寸的偏差一般是双向的。第一道工序的基本余量是毛坯的基本尺寸与第一道工序的基本尺寸之差,不是最大余量。对于外表面加工,第一道工序的最大余量是其基本余量与毛坯尺寸上偏差之和;对于内表面加工,是其基本余量与毛坯尺寸下偏差绝对值之和。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。