



【摘要】:4)箱体内部做煤油渗漏检验。图3-22 小型蜗轮减速器箱体小型蜗轮减速器箱体机械加工工艺过程卡表3-96 小型蜗轮减速器箱体机械加工工艺过程卡(续)工艺分析1)在加工前,安排划线工艺是为了保证工件壁厚均匀,并及时发现铸件的缺陷,减少废品。3)Φ180+0.0350mm与Φ90+0.0270mm两孔的垂直度0.06mm要求,由机床分度来保证。4)Φ180+0.0350mm与Φ90+0.0270mm两孔孔距尺寸100±0.12mm,可采用装心轴的方法检测。
(图3-22)
(1)零件图样分析
1)Φ180+0.0350mm孔轴心线对基准轴心线B的垂直度公差为0.06mm。
2)Φ180+0.0350mm两孔同轴度公差为Φ0.06mm。
3)Φ90+0.0270mm两孔同轴度公差为Φ0.05mm。
4)箱体内部做煤油渗漏检验。
5)铸件人工时效处理。
6)非加工表面涂防锈漆。
7)铸件不能有砂眼、疏松等缺陷。
8)材料HT200。
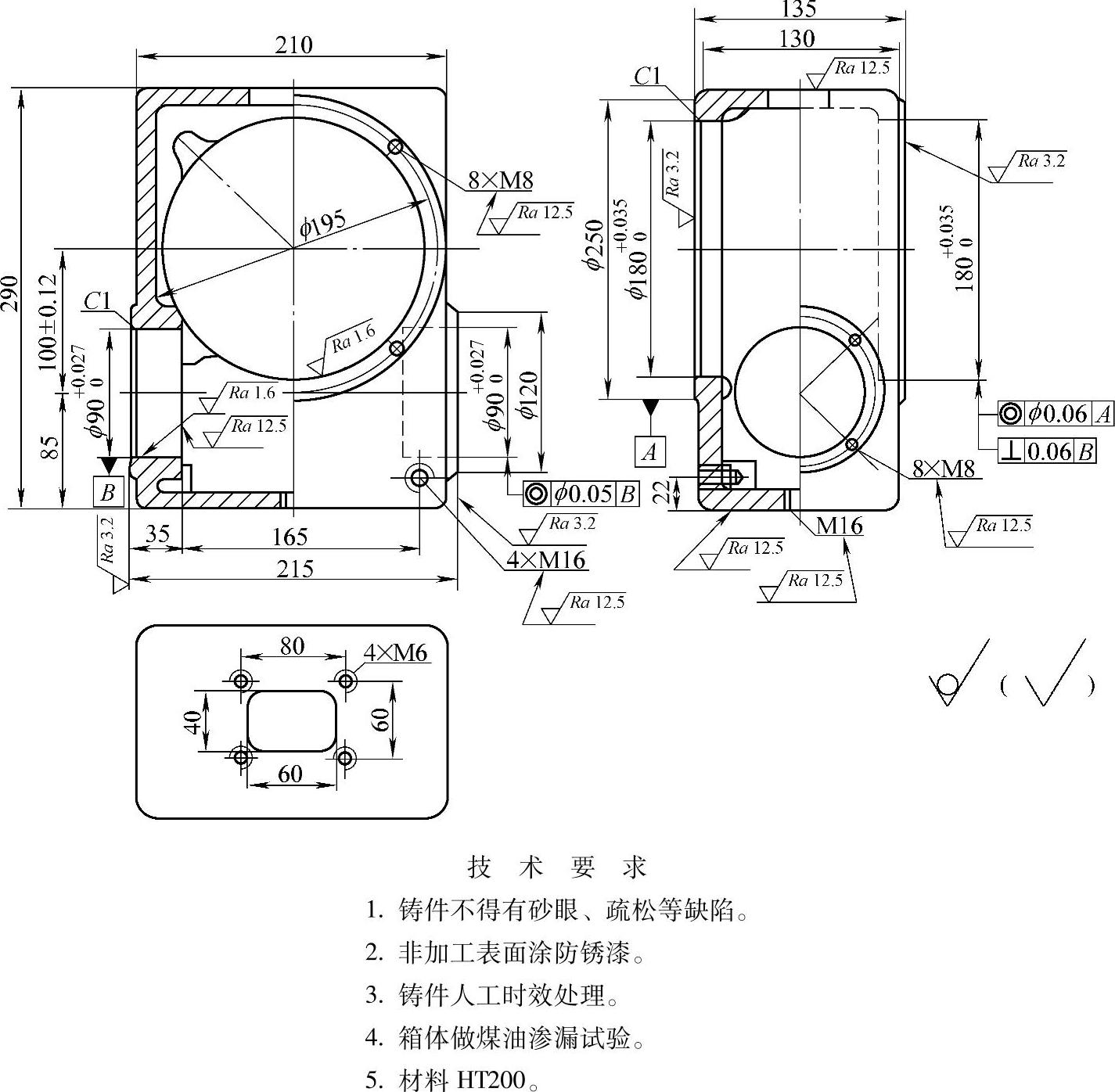
图3-22 小型蜗轮减速器箱体
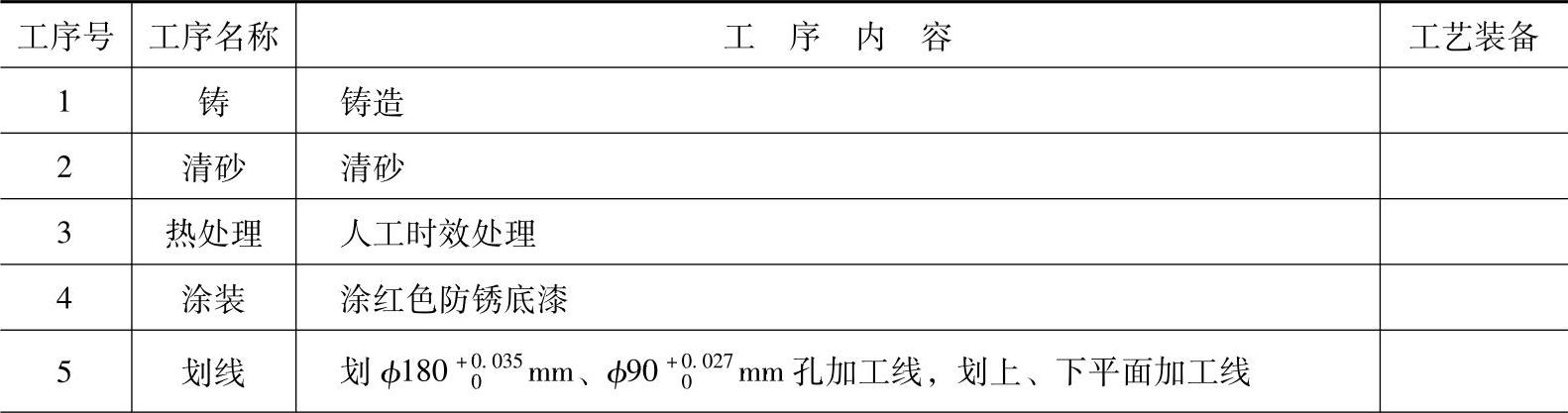
(2)小型蜗轮减速器箱体机械加工工艺过程卡(表3-96)(https://www.xing528.com)
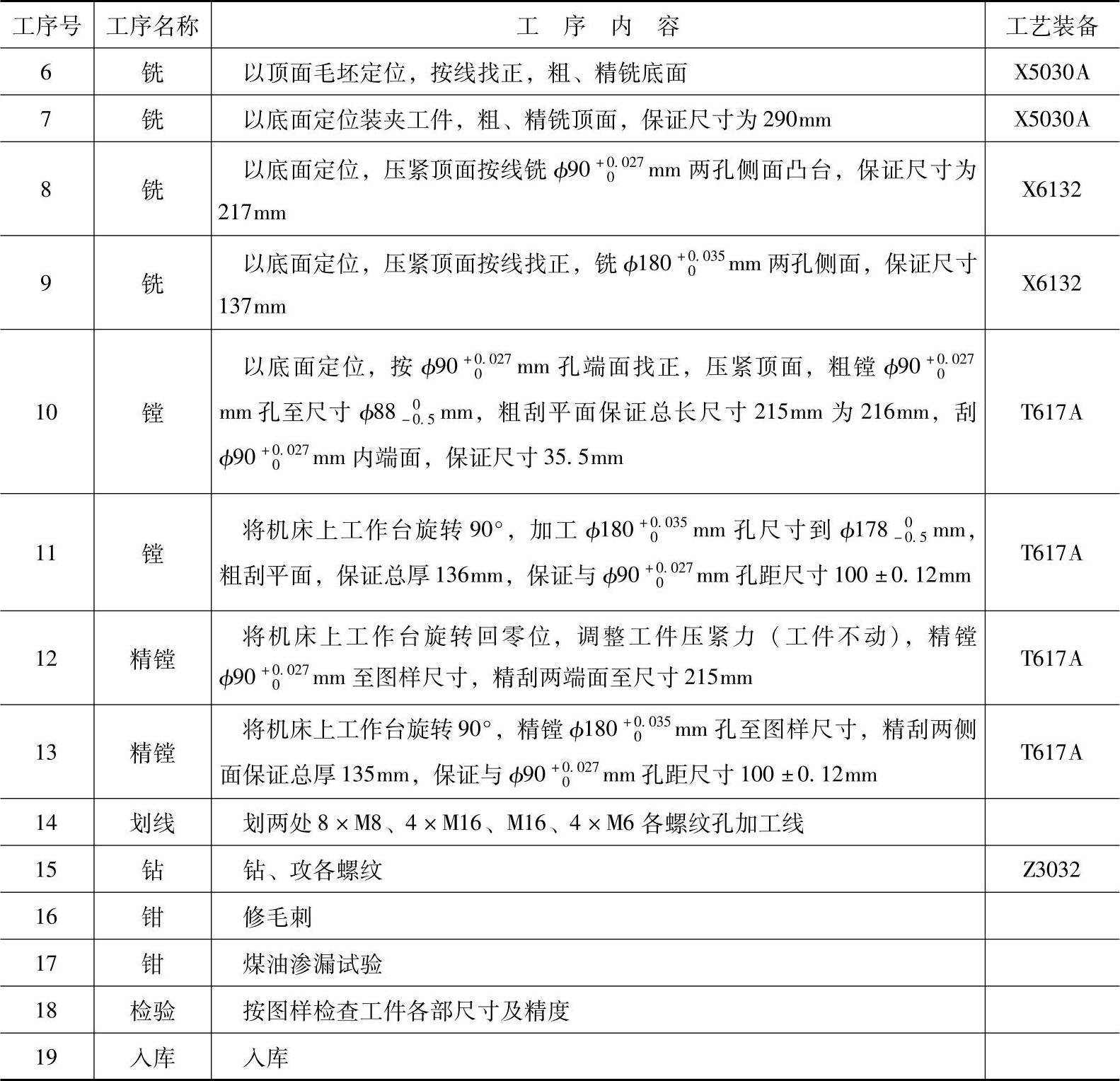
表3-96 小型蜗轮减速器箱体机械加工工艺过程卡
(续)
(3)工艺分析
1)在加工前,安排划线工艺是为了保证工件壁厚均匀,并及时发现铸件的缺陷,减少废品。
2)该工件体积小、壁薄,加工时应注意夹紧力的大小,防止变形。
工序12精镗前要求对工件压紧力进行适当的调整,也是确保加工精度的一种方法。
3)Φ180+0.0350mm与Φ90+0.0270mm两孔的垂直度0.06mm要求,由机床分度来保证。
4)Φ180+0.0350mm与Φ90+0.0270mm两孔孔距尺寸100±0.12mm,可采用装心轴的方法检测。
[1]经济加工精度是指在正常加工条件下(采用符合质量标准的设备、工艺装备和标准技术等级的工人、不延长加工时间)所能保证的加工精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。