



机械加工时,每种机床在正常生产条件下(指设备完好,工具、夹具、量具适应,工人技术水平相当,工时定额合理)能经济地达到的公差等级是有一定范围的,这个公差等级范围就是这种方法的经济精度。
(1)加工路线与所能达到的公差等级和表面粗糙度(表4-5~表4-8)
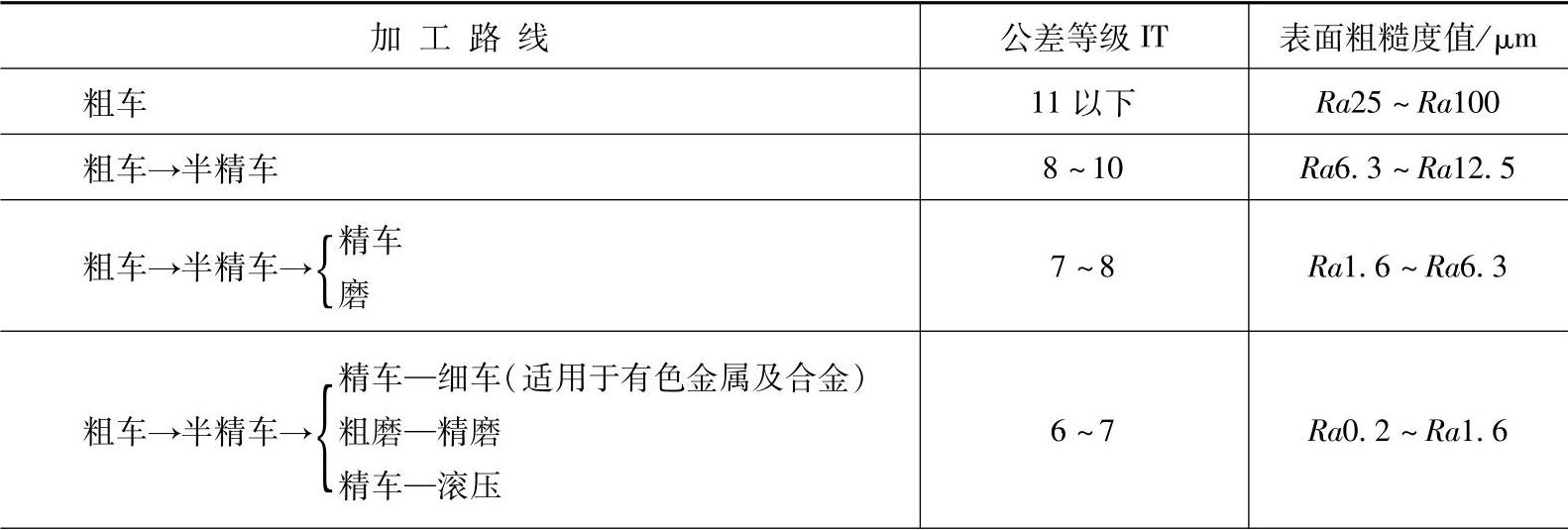
表4-5 外圆柱表面加工路线及所能达到的公差等级和表面粗糙度
(续)
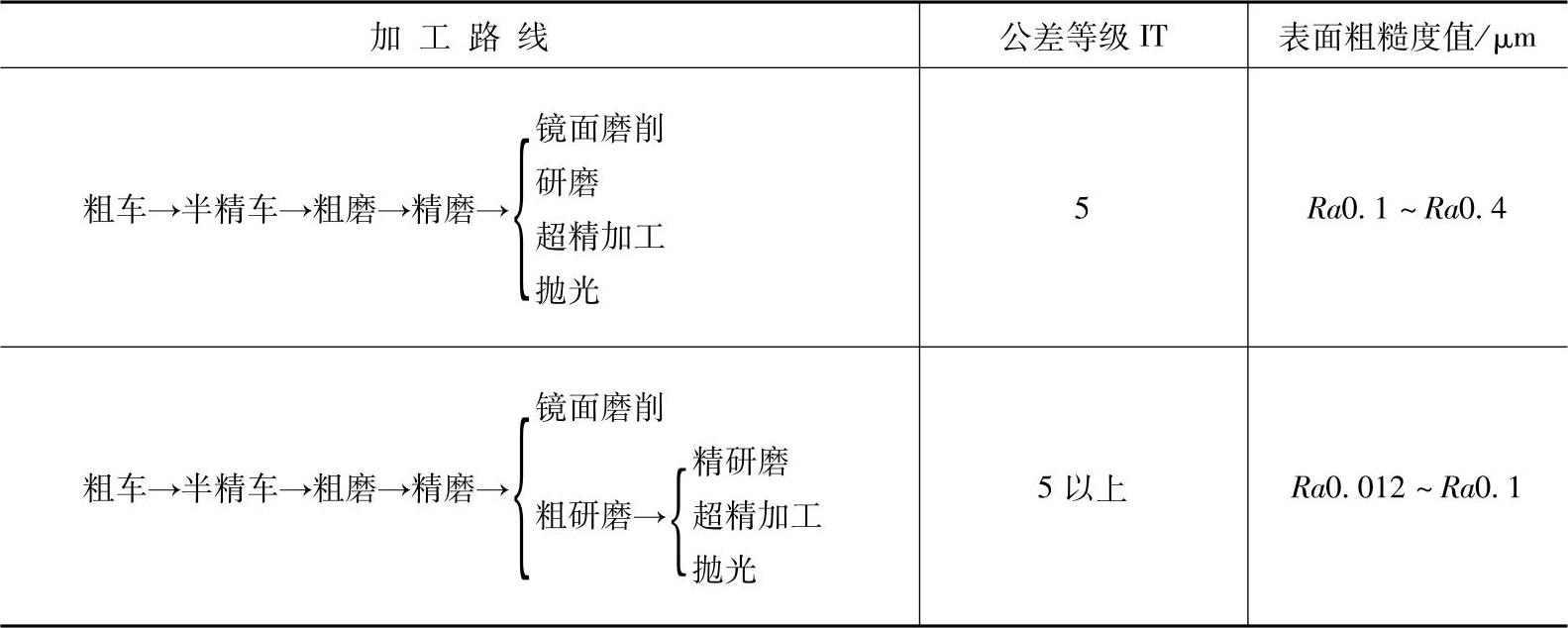
表4-6 在钻床上用钻模加工孔各种加工路线所能达到的公差等级
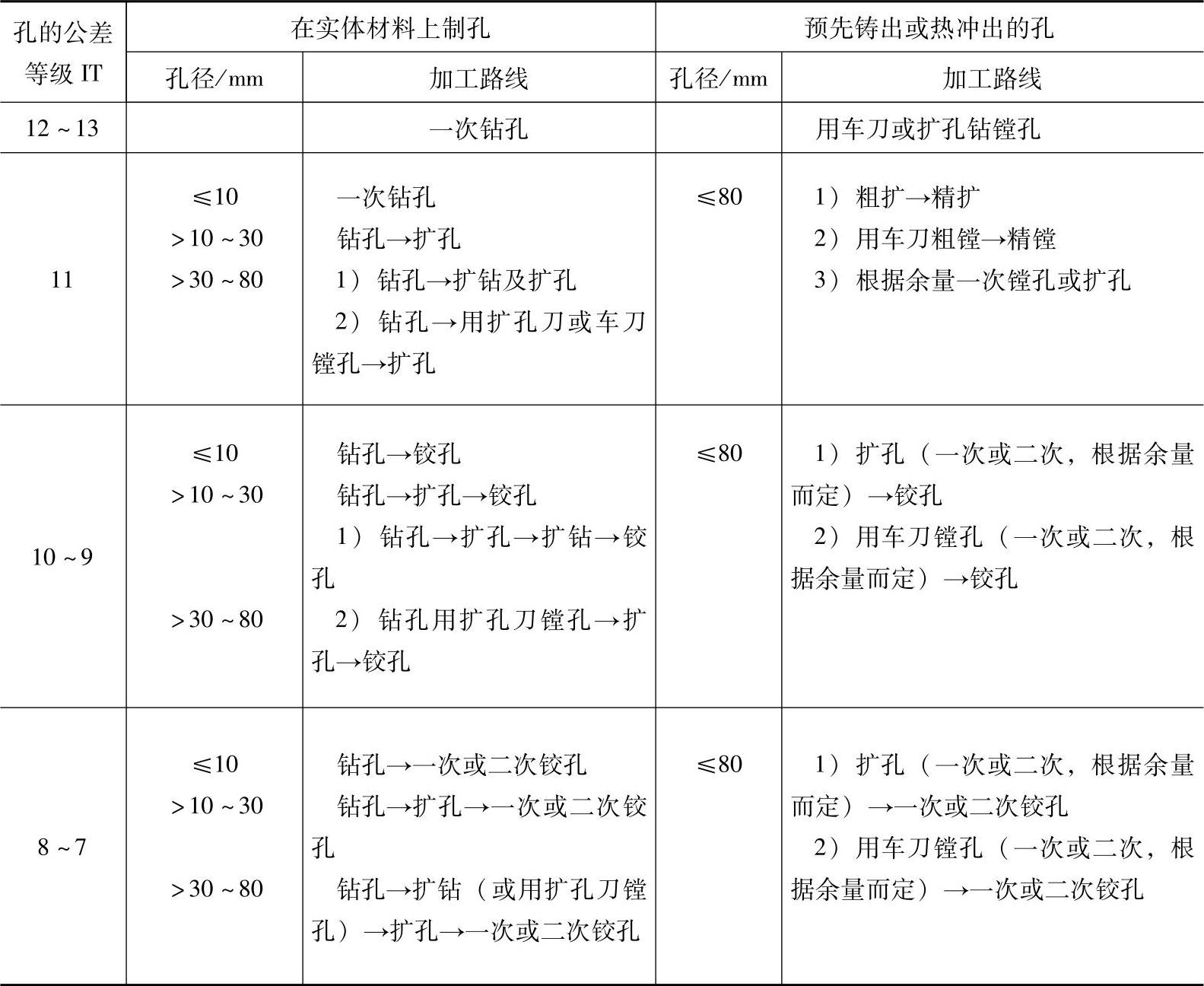
注:1.当孔径≤30mm,直径余量≤4mm和30mm<孔径≤80mm,直径余量≤6mm时,采用一次扩孔或一次镗孔。
2.孔的长度不超过直径的5倍。
表4-7 在车床(包括自动车床、转塔车床)上加工孔各种加工路线所达到的公差等级
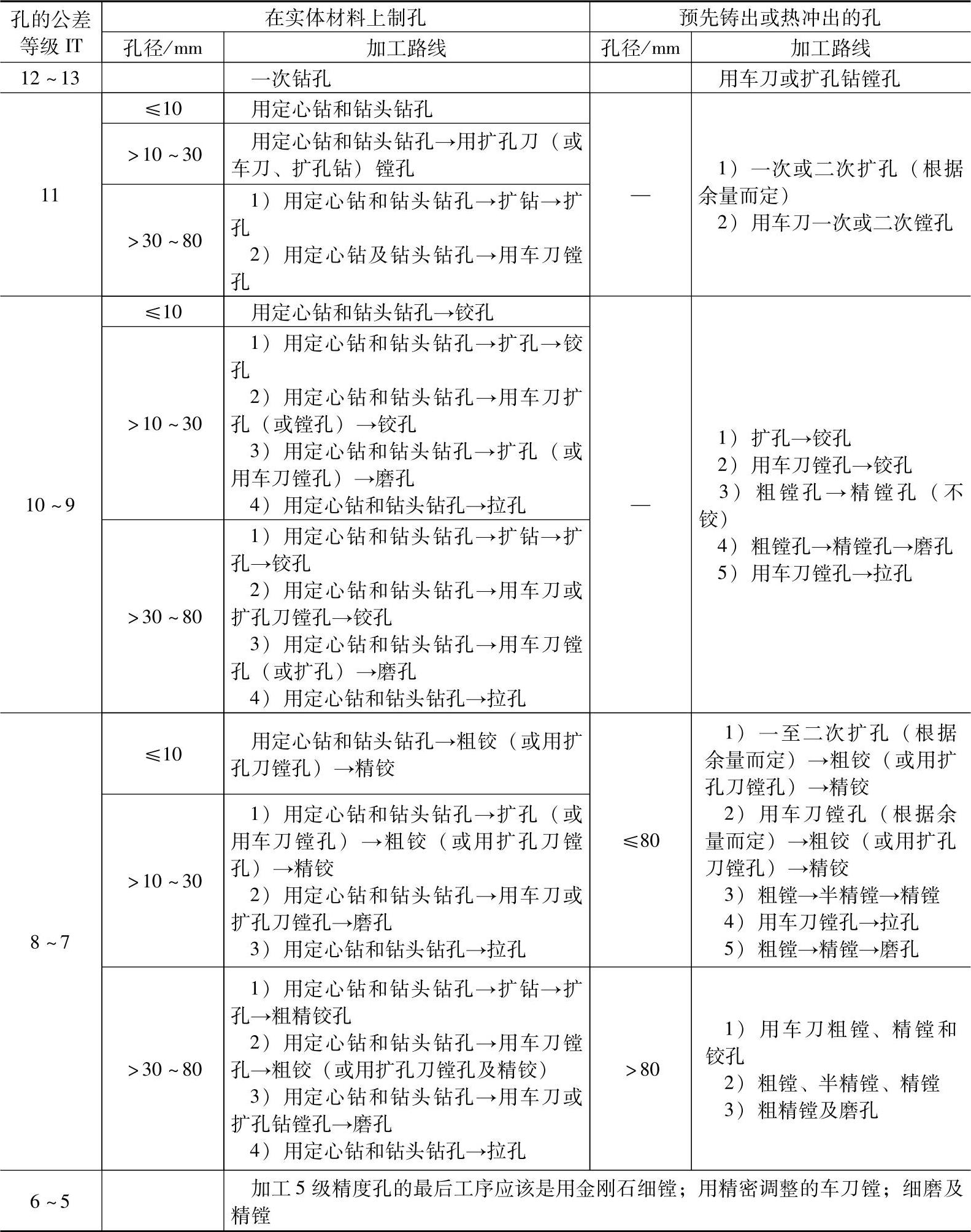
注:1.用定心钻钻孔仅用于车床、转塔车床及自动车床上。
2.当孔径≤30mm,直径余量≤4mm和30mm<孔径≤80mm,直径余量≤6mm时,采用一次扩孔或一次镗孔。
3.孔长不得超过直径的3倍。
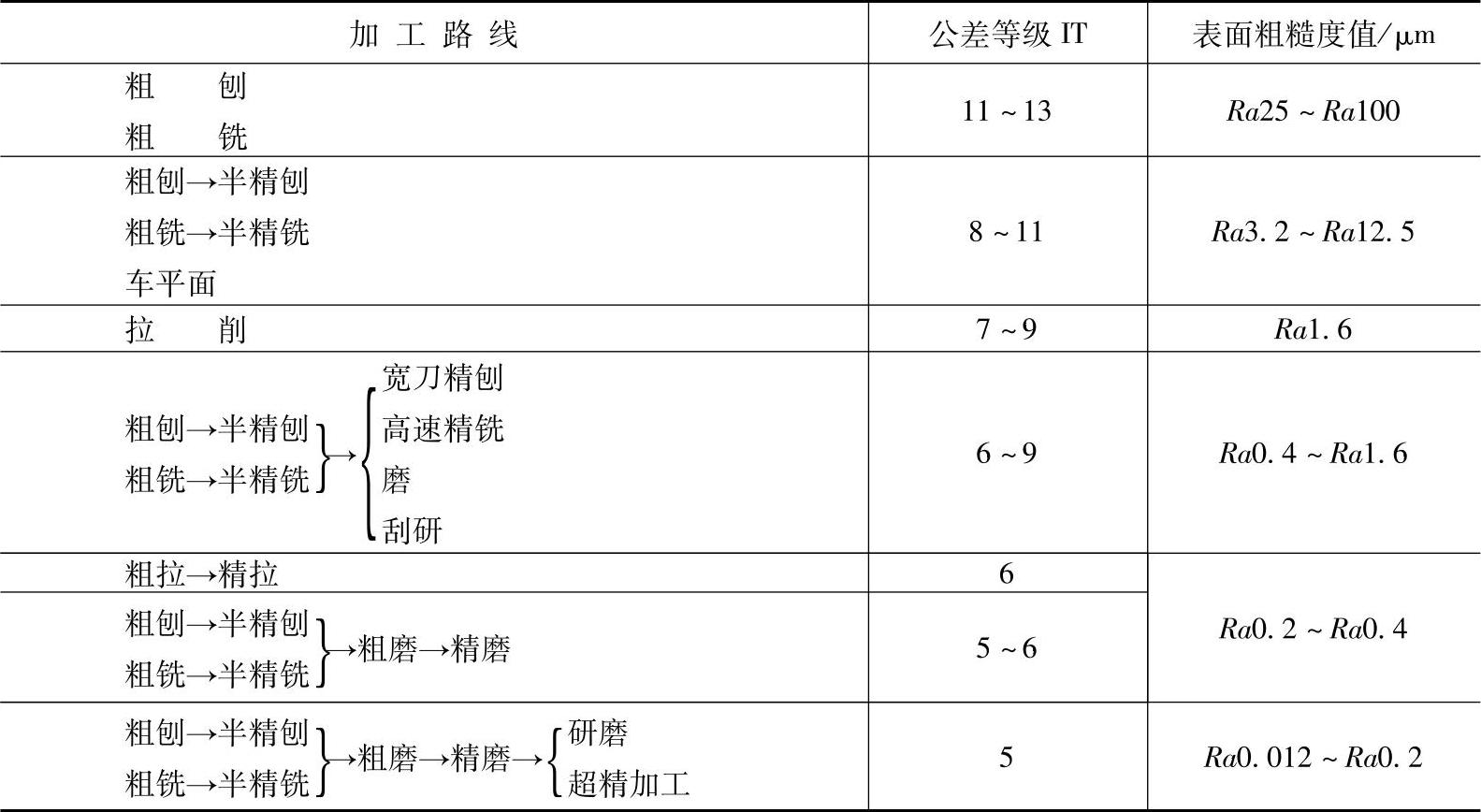
表4-8 平面加工路线与公差等级和表面粗糙度
(2)各种加工方法能达到的尺寸经济精度(表4-9~表4-21)
表4-9 各种加工方法可能达到的公差等级
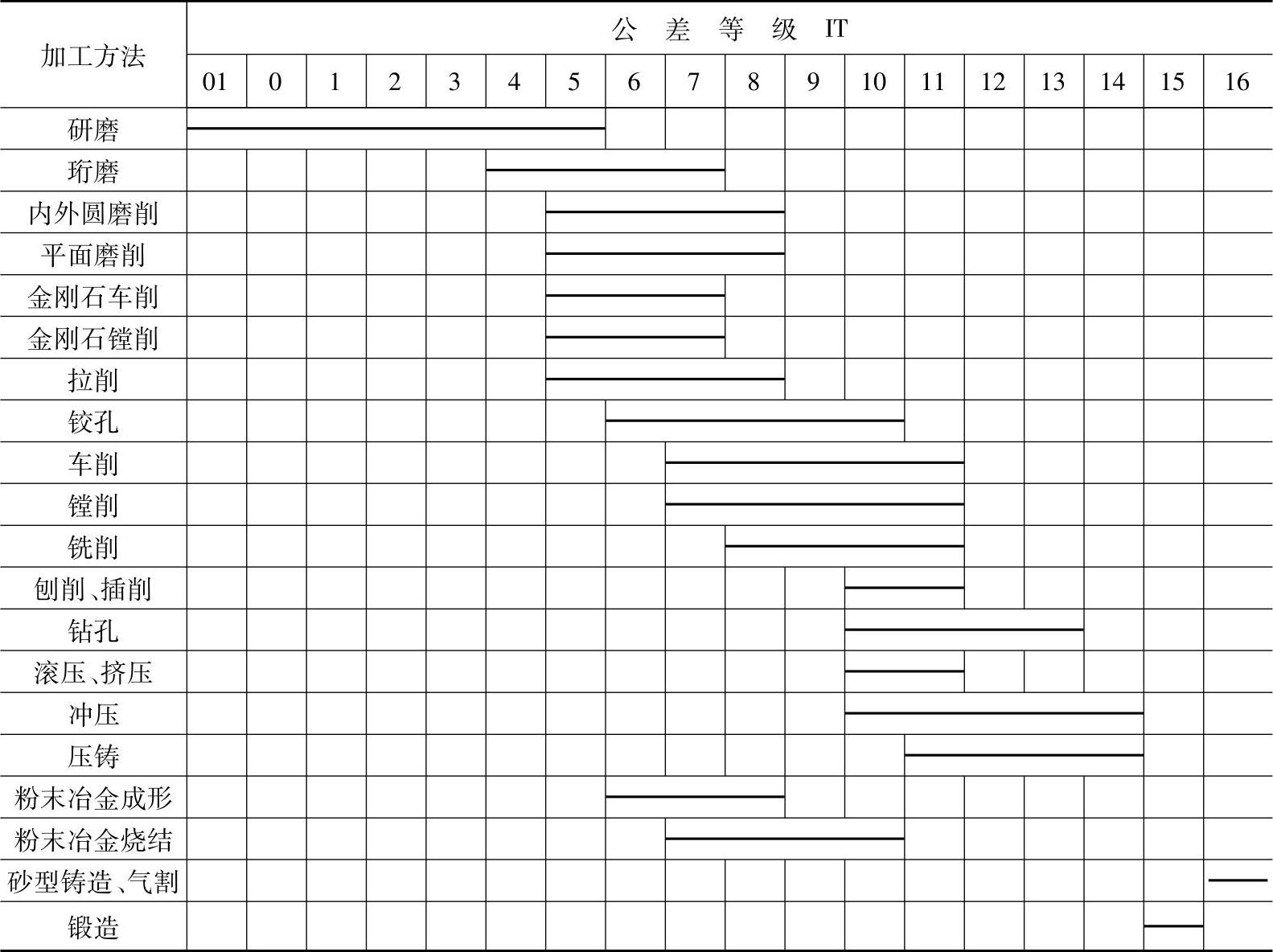
表4-10 孔加工的经济精度

注:1.孔加工精度与工具的制造精度有关。
2.6级精度细镗孔要采用金刚石工具。
3.用钢球或挤压杆校正适用于孔径≤50mm。
表4-11 圆锥孔加工的经济精度
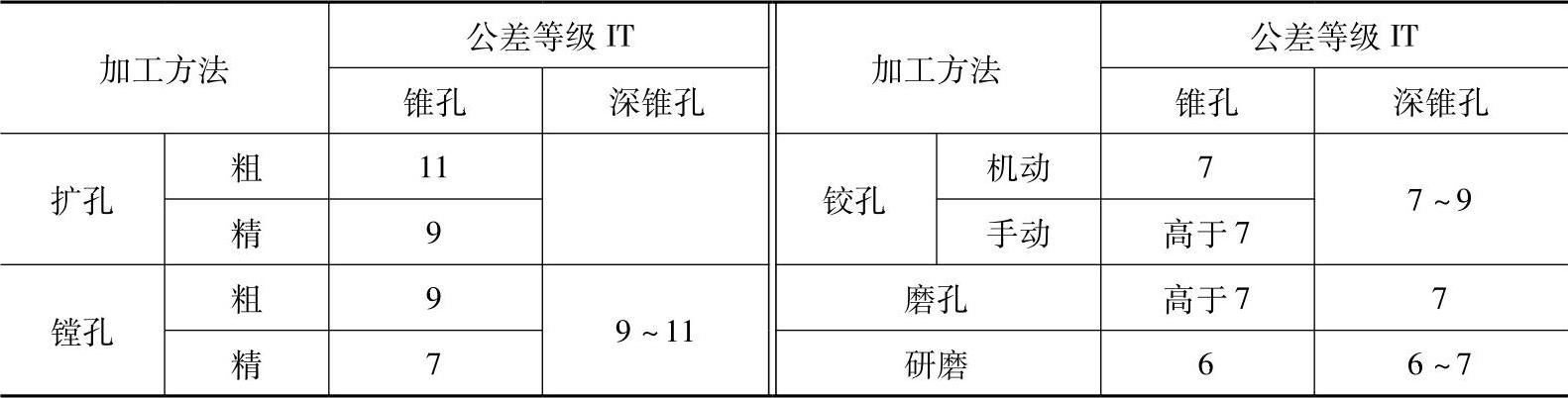
表4-12 圆柱深孔加工的经济精度
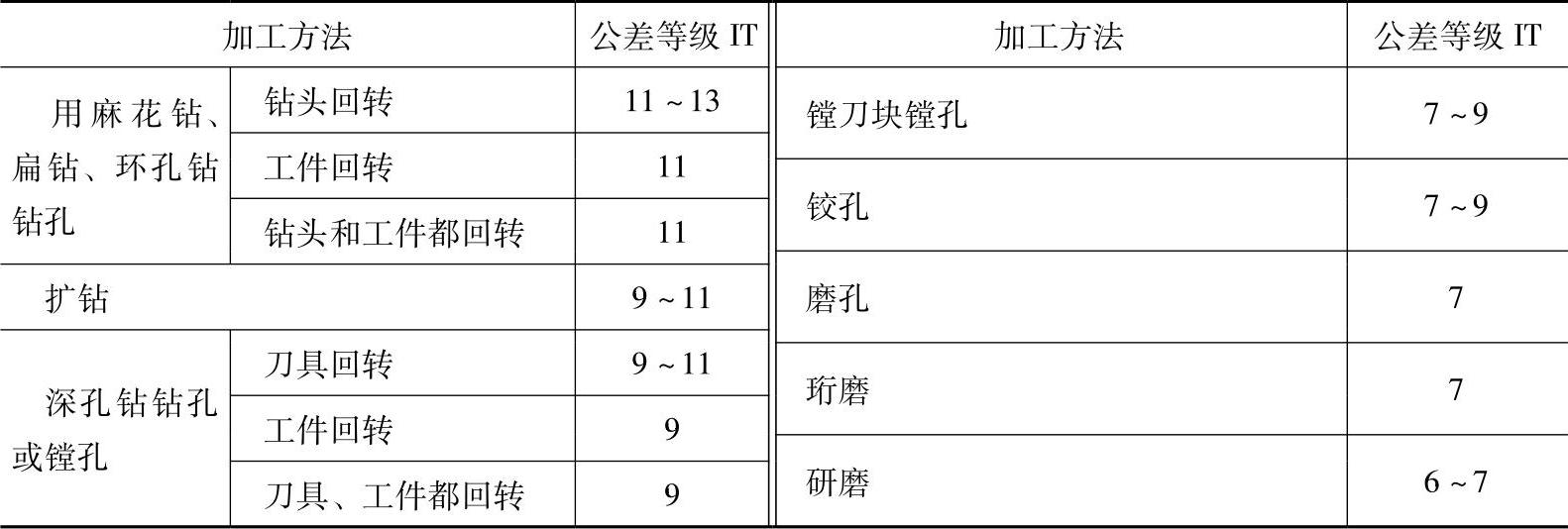
表4-13 多边形孔、花键孔加工的经济精度

表4-14 外圆柱表面加工的经济精度
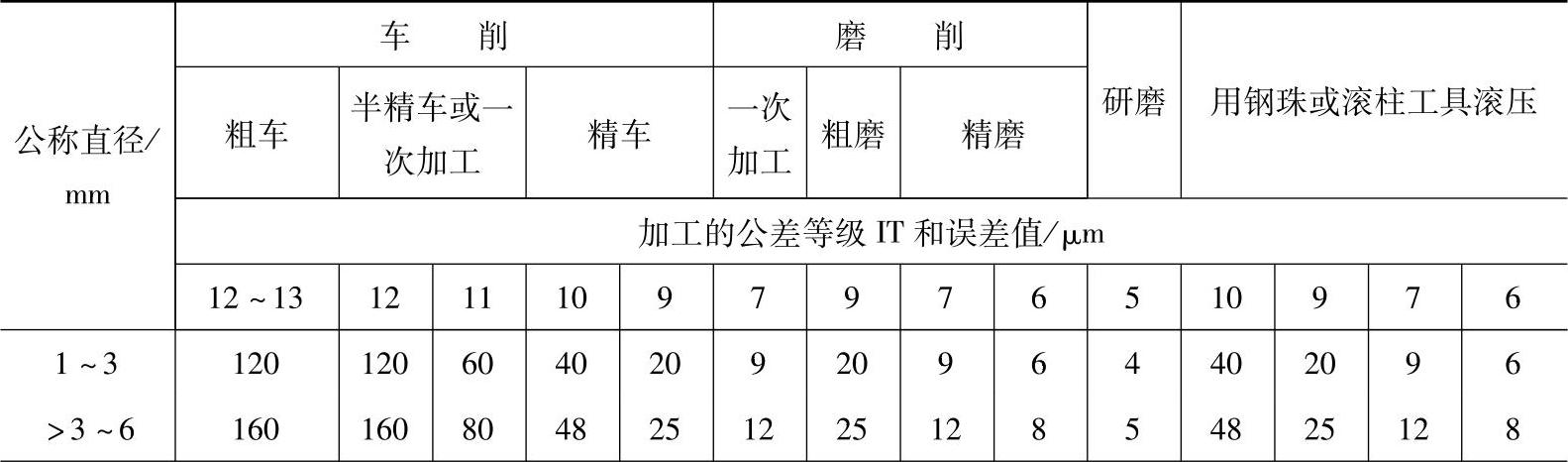
(续)
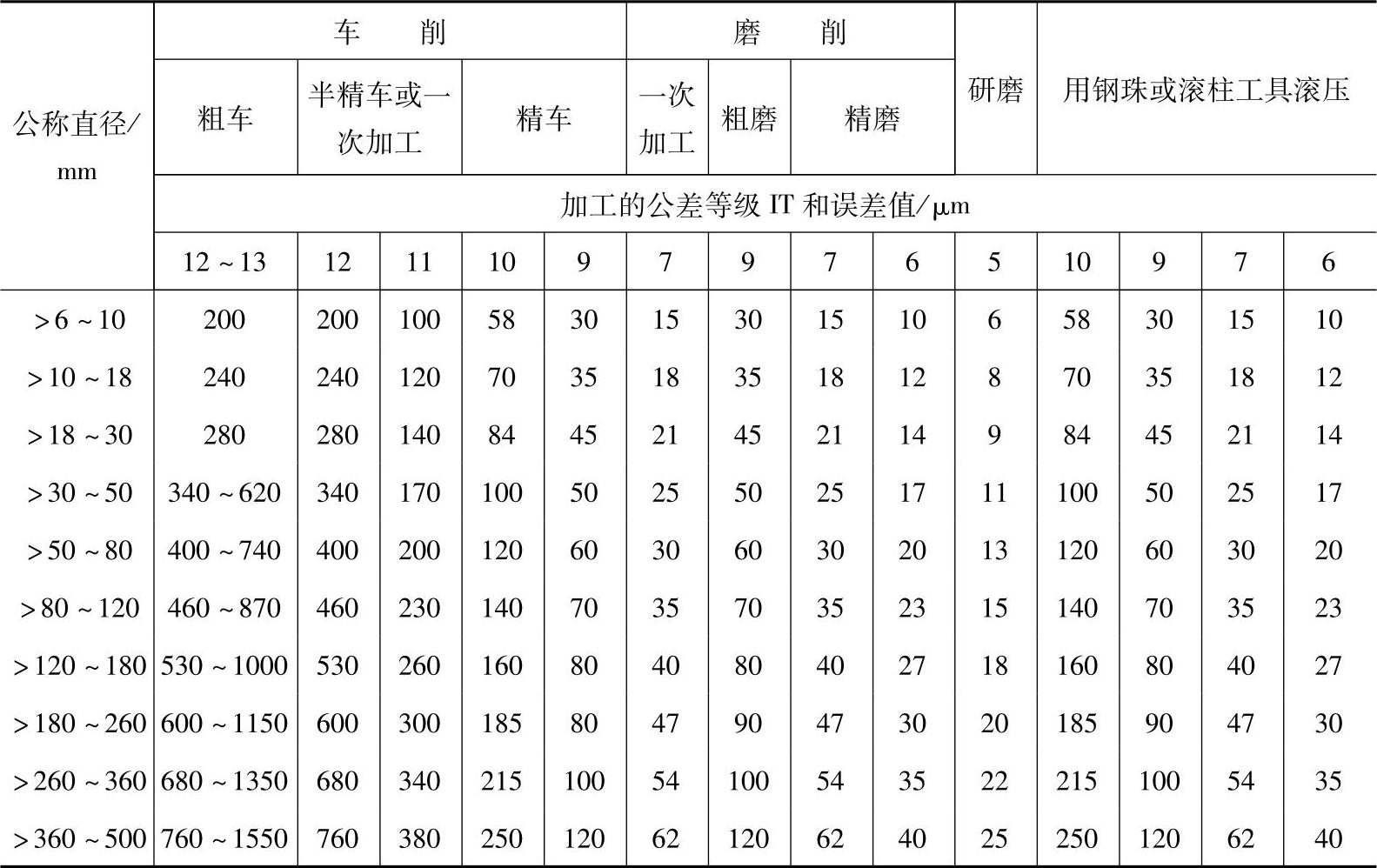
表4-15 端面加工的经济精度 (单位:mm)
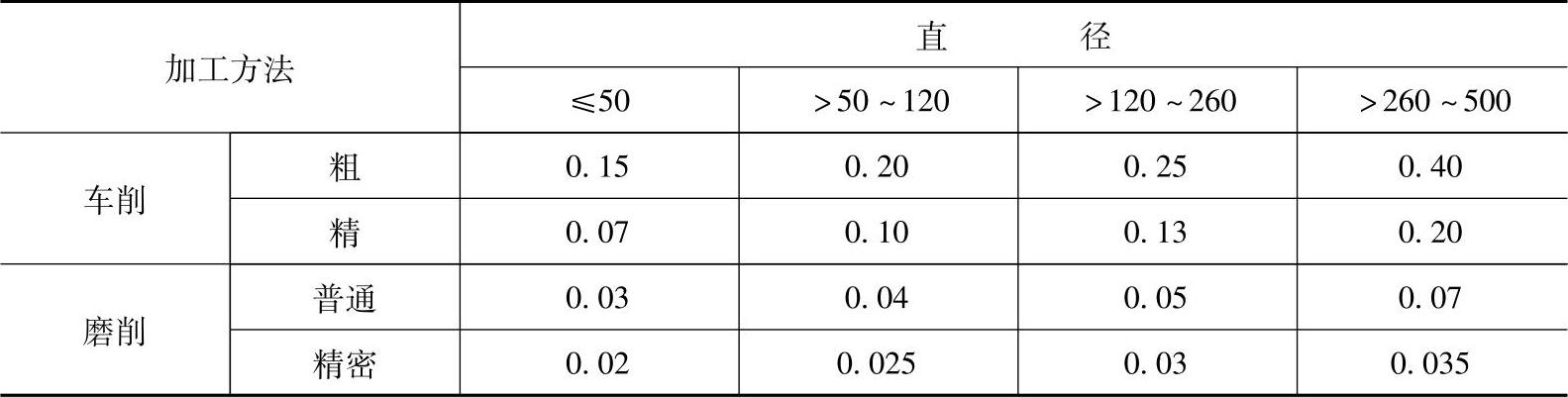
注:指加工端面至基准的尺寸精度。
表4-16 成形铣刀加工的经济精度 (单位:mm)(https://www.xing528.com)

注:指加工表面至基准的尺寸精度。
表4-17 同时加工平行表面的经济精度 (单位:mm)

注:指两平行表面距离的尺寸精度。
表4-18 平面加工的经济精度
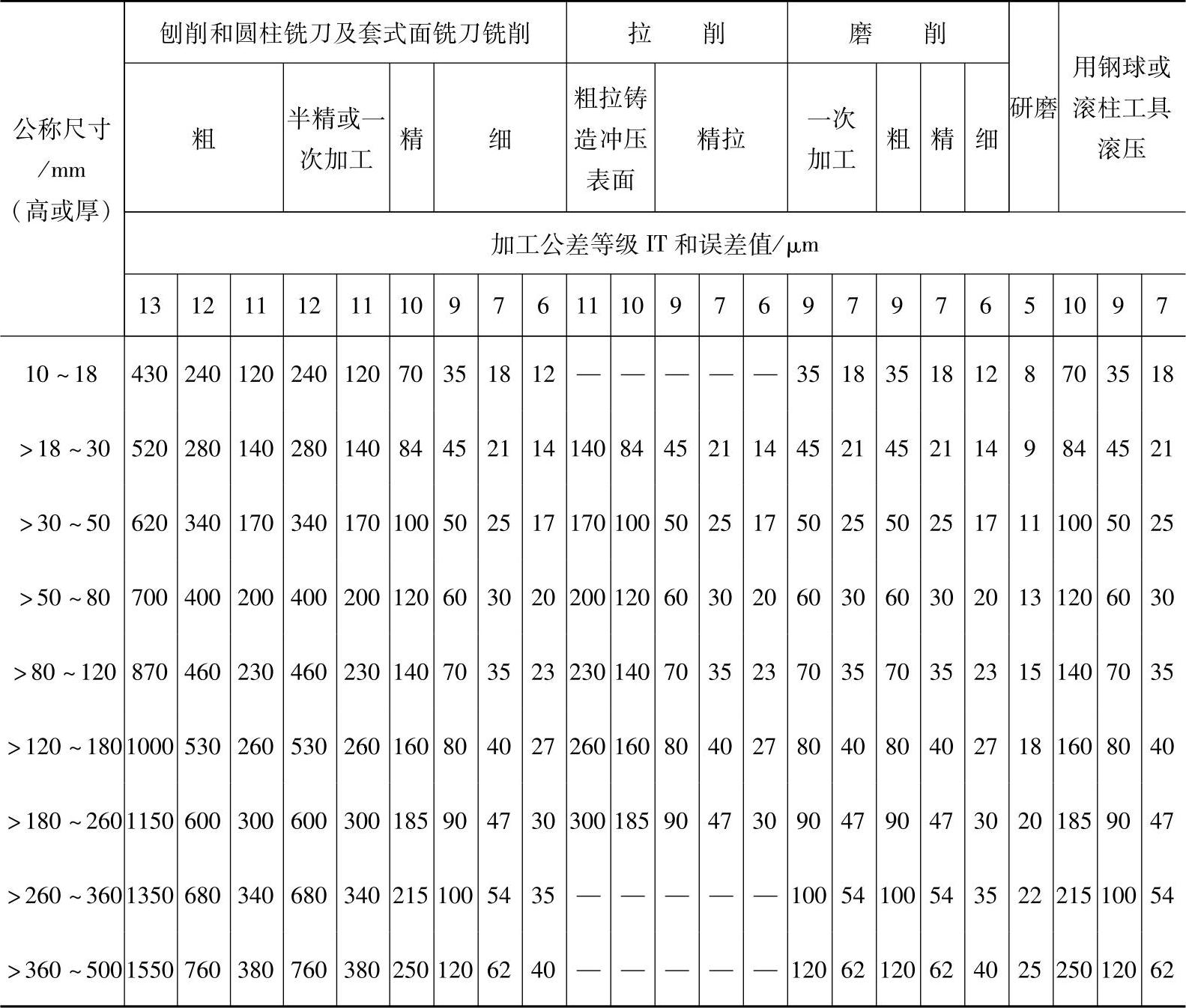
注:1.表内资料适用于尺寸<1m,结构刚性好的零件加工:用光洁的加工表面作为定位基准和测量基准。
2.套式面铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3.细铣仅用于套式面铣刀铣削。
表4-19 米制螺纹加工的经济精度
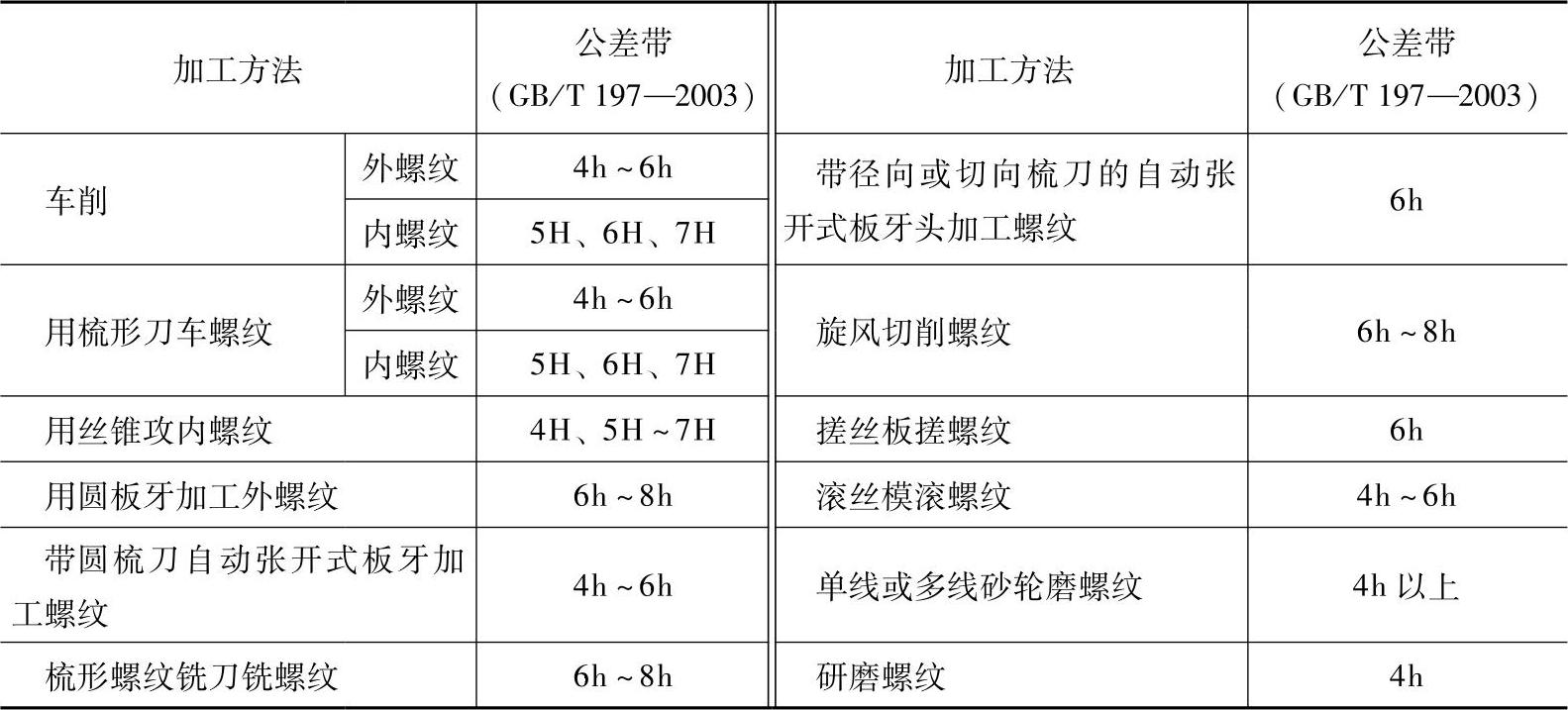
表4-20 花键加工的经济精度 (单位:mm)
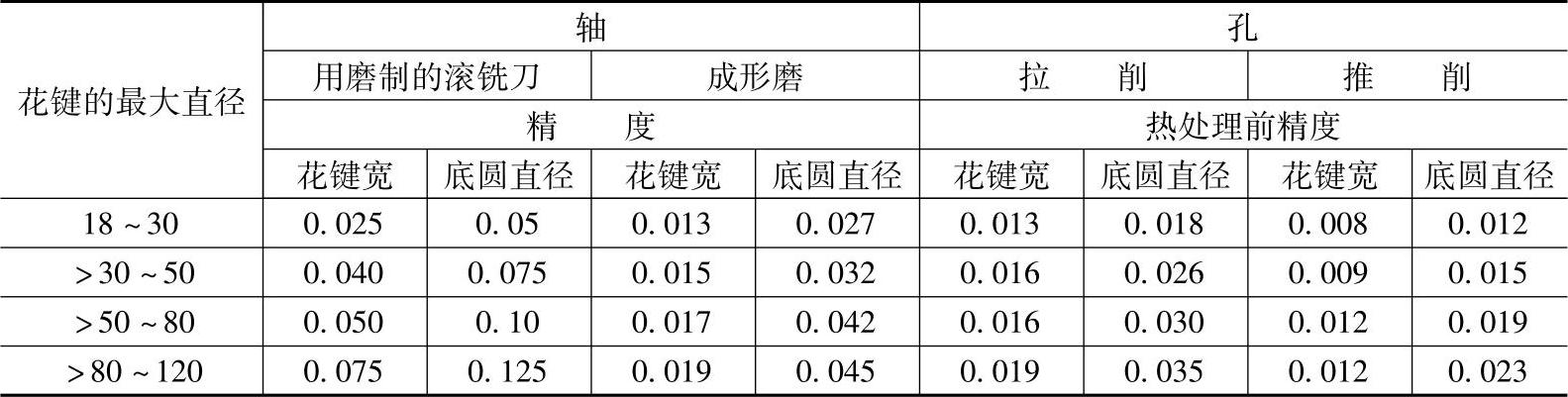
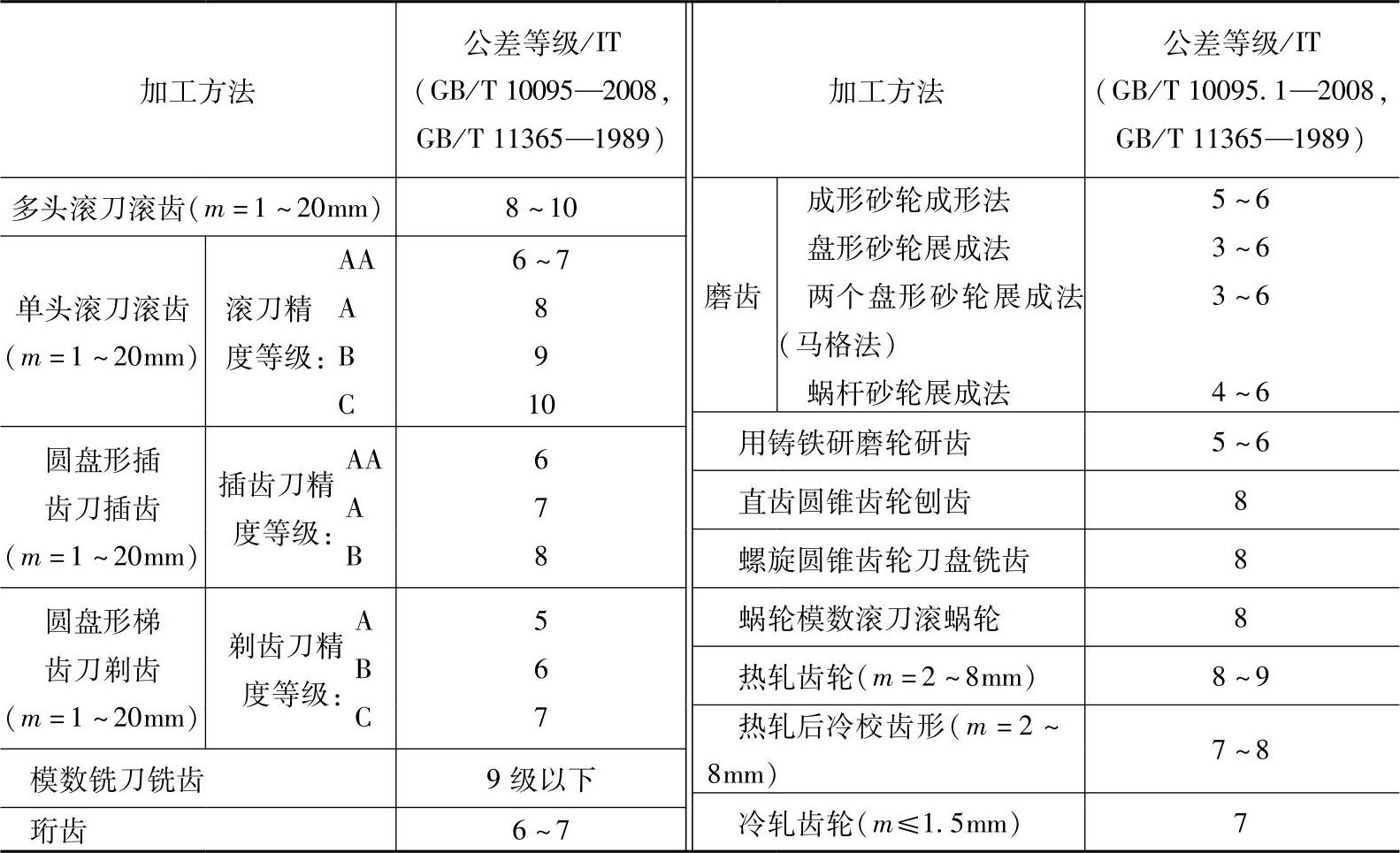
表4-21 齿形加工的经济精度
(3)各种加工方法能达到的形状经济精度(表4-22~表4-24)
表4-22 平面度和直线度的经济精度
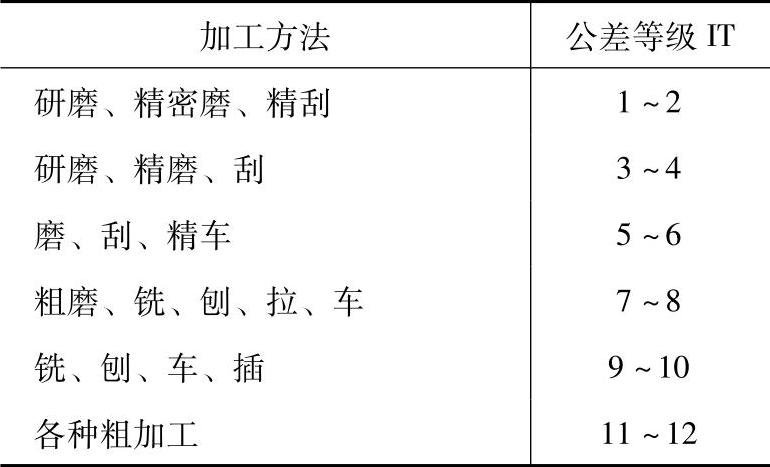
表4-23 圆度和圆柱度的经济精度

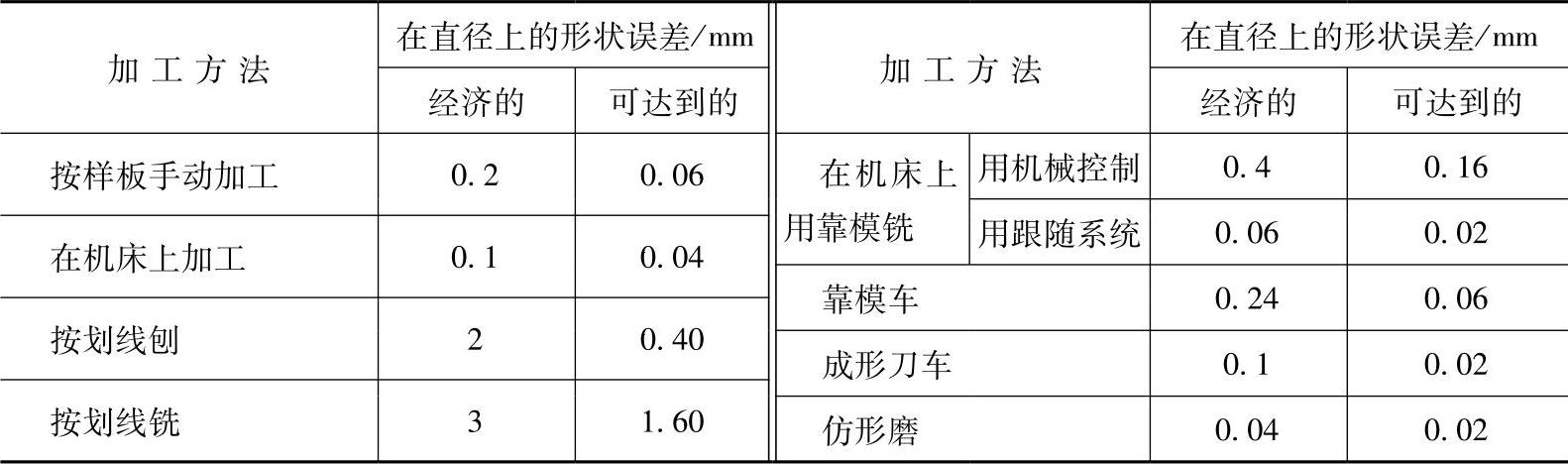
表4-24 型面加工的经济精度
(4)各种加工方法能达到的位置和跳动经济精度(表4-25~表4-30)
表4-25 平行度的经济精度

表4-26 端面圆跳动和垂直度的经济精度
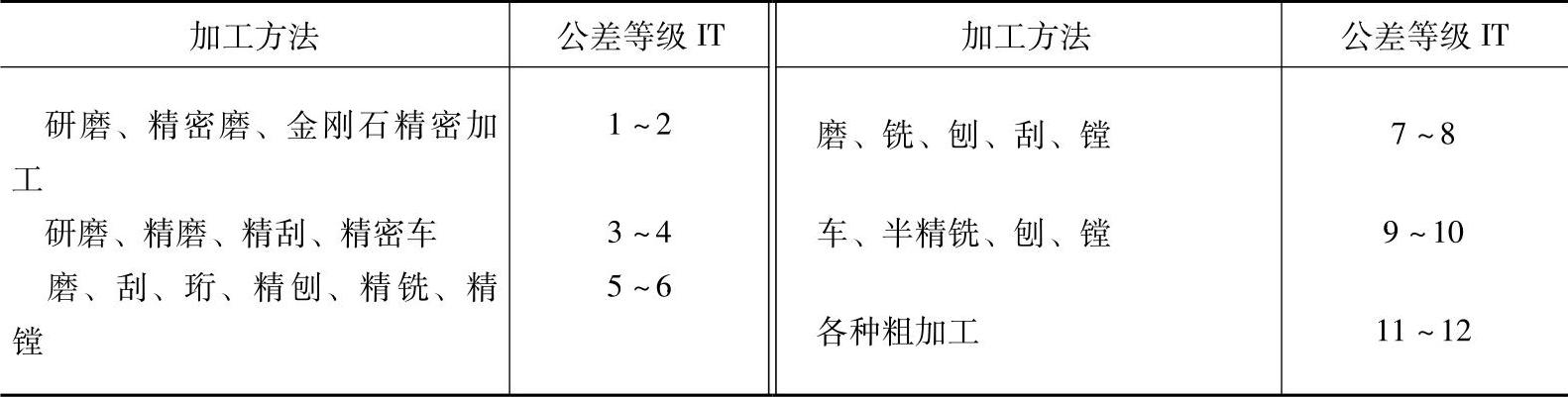
表4-27 同轴度的经济精度
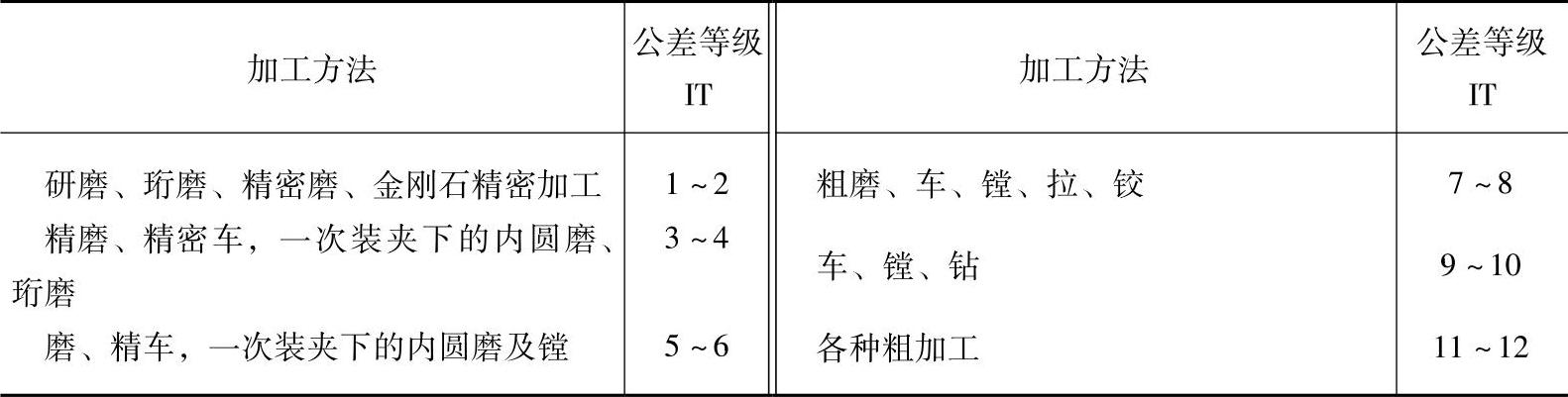
表4-28 轴线相互平行的孔的位置经济精度 (单位:mm)
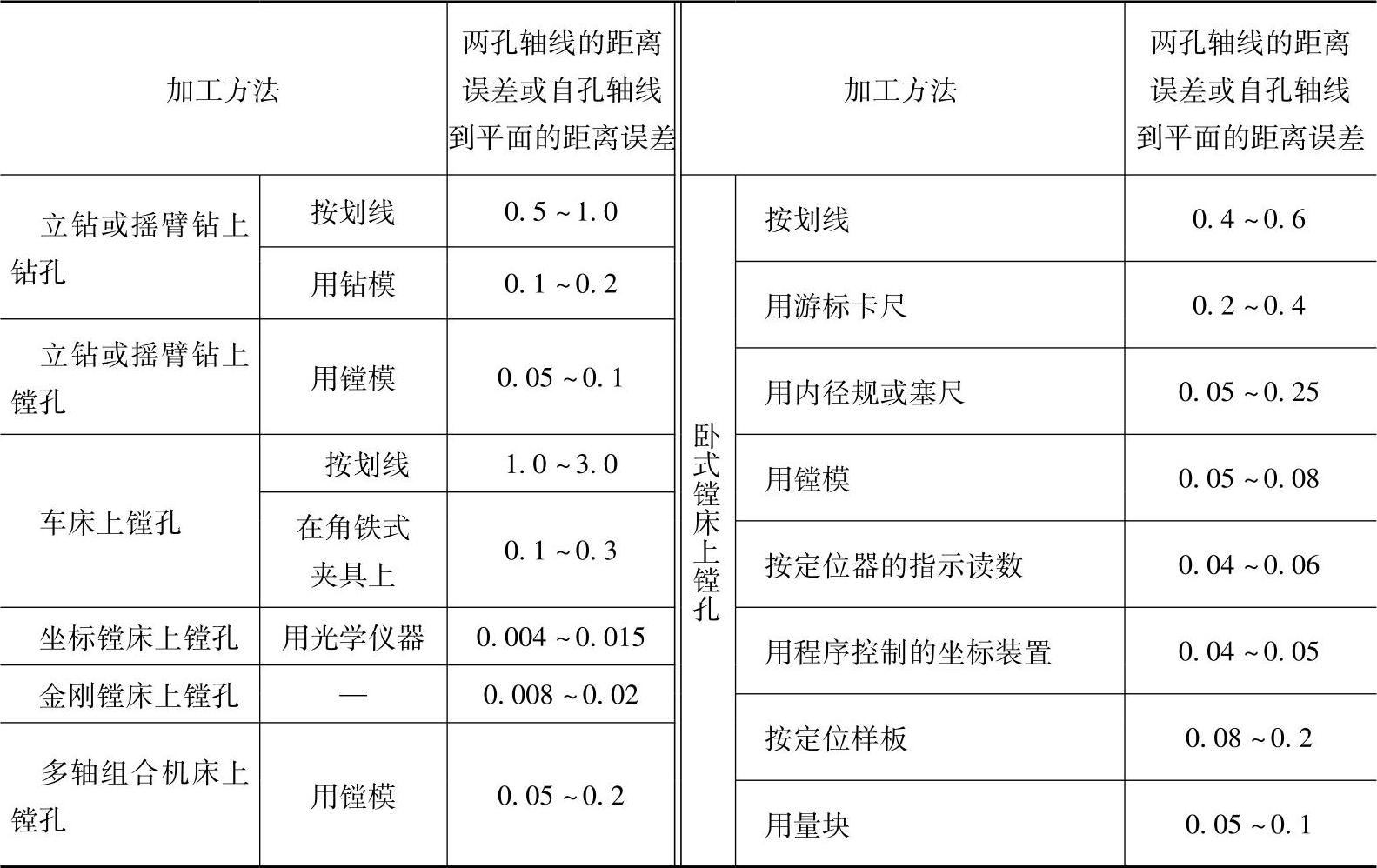
表4-29 轴线相互垂直的孔的位置经济精度 (单位:mm)
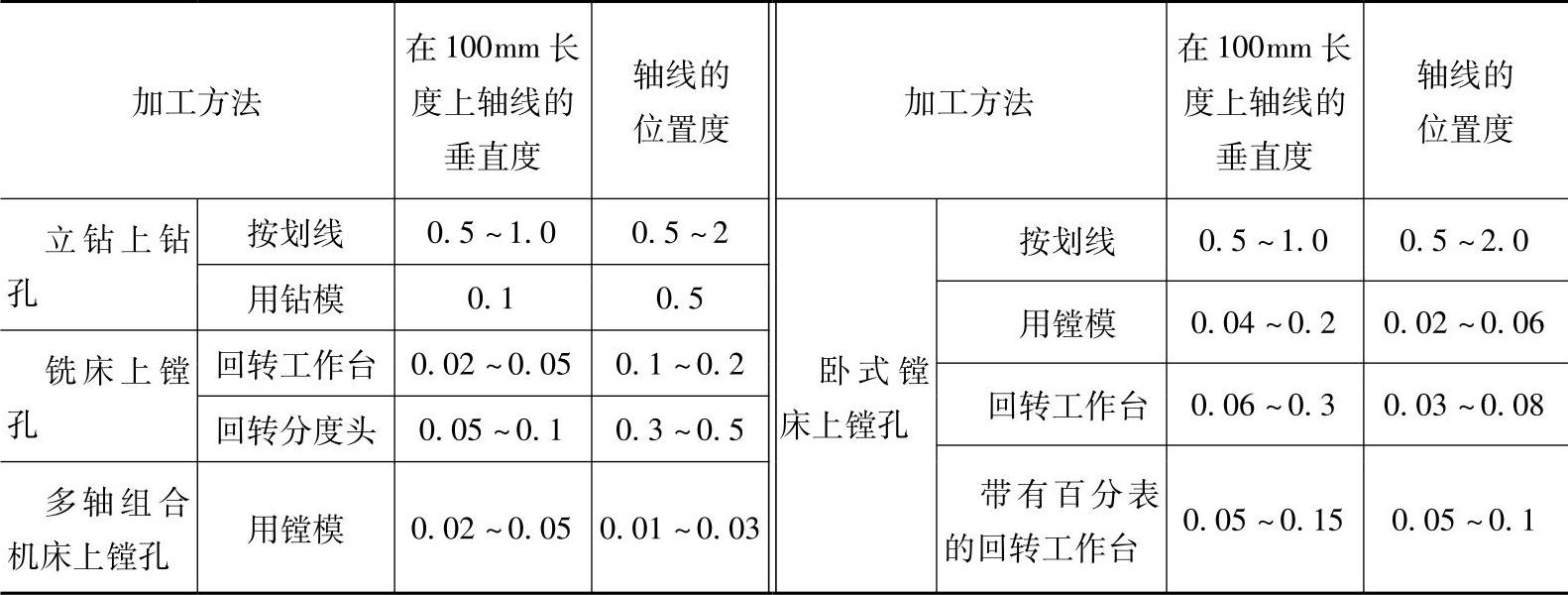
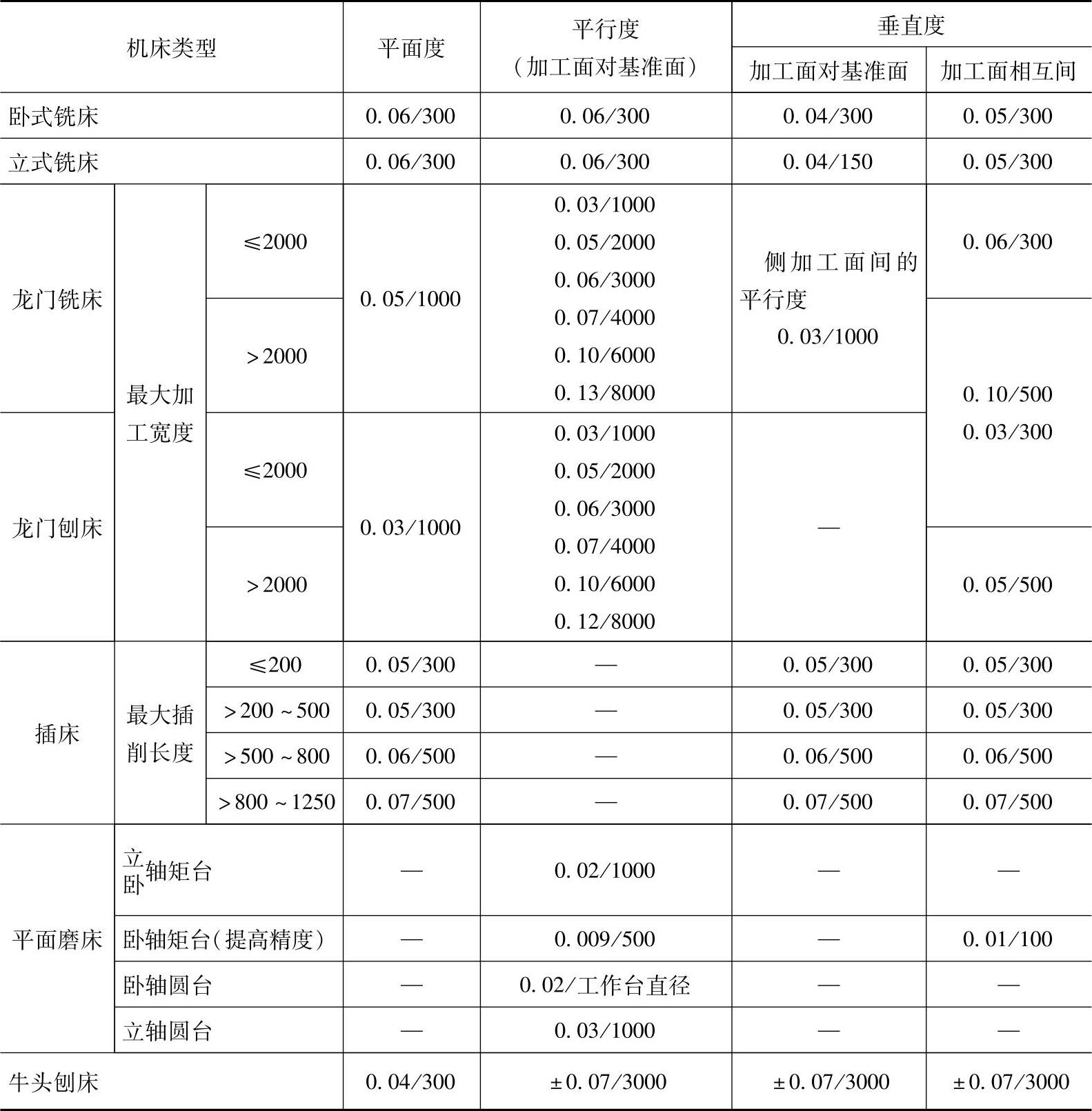
表4-30 在各种机床上加工时形状、位置的平均经济精度 (单位:mm)
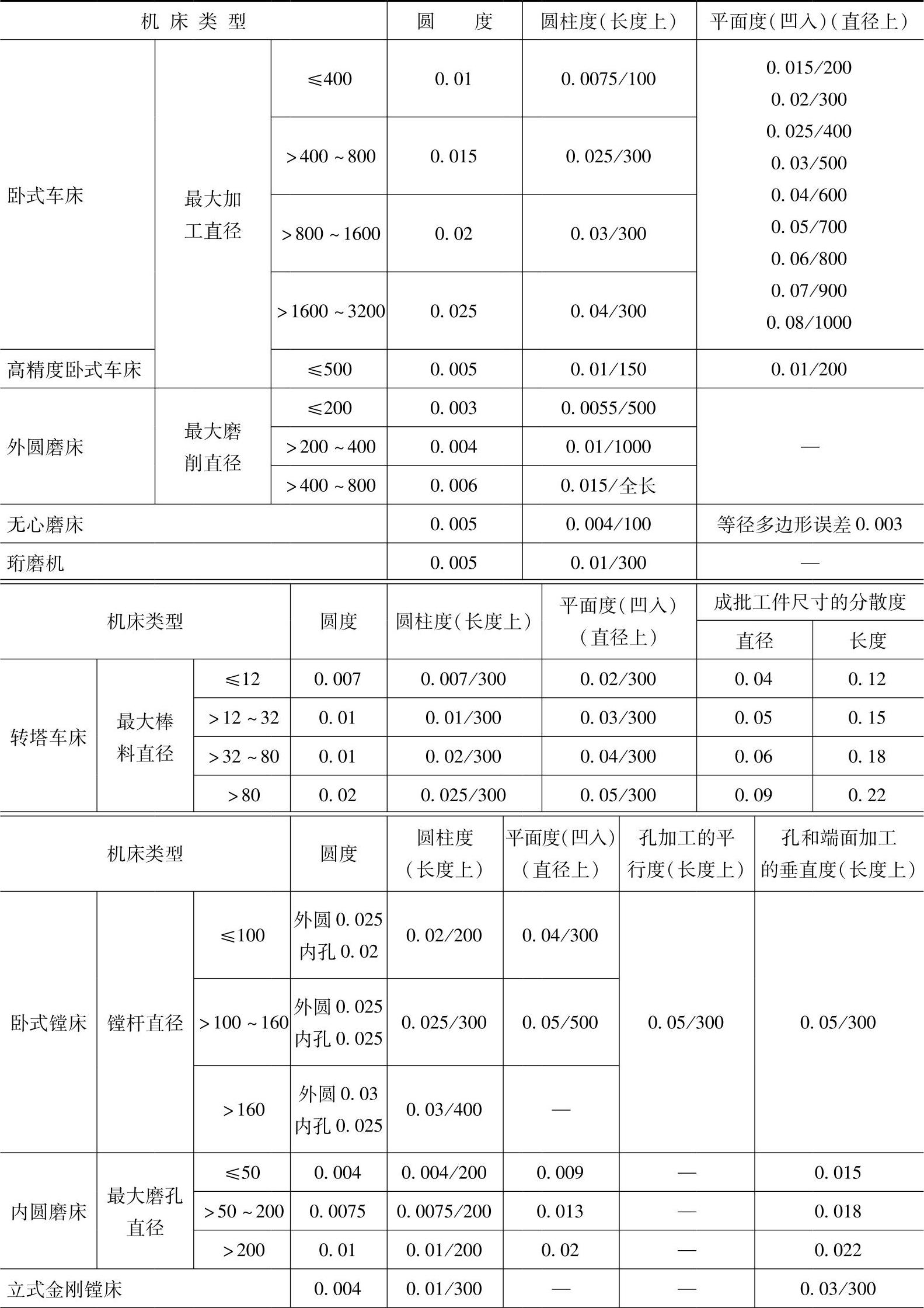
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。