



1.焊丝
埋弧焊丝有实心焊丝和药芯焊丝。一般使用实心焊丝,在特殊要求时使用药芯焊丝。焊丝按所焊金属材料的不同,分为碳素结构钢焊丝、合金结构钢焊丝、高合金钢焊丝、不锈钢焊丝、铜及铜合金焊丝。
(1)焊丝的牌号
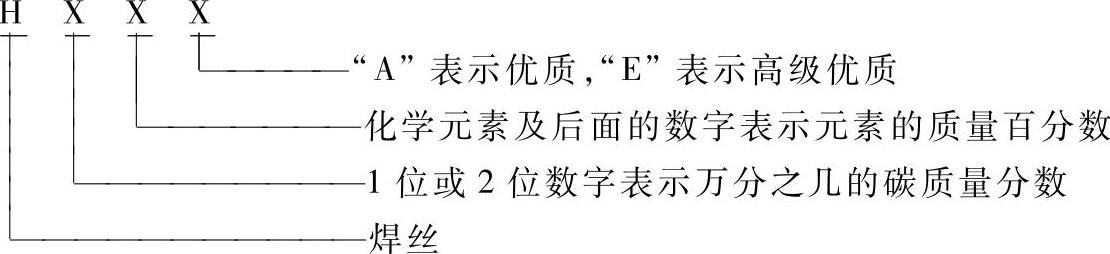
1)焊丝牌号的表示方法。
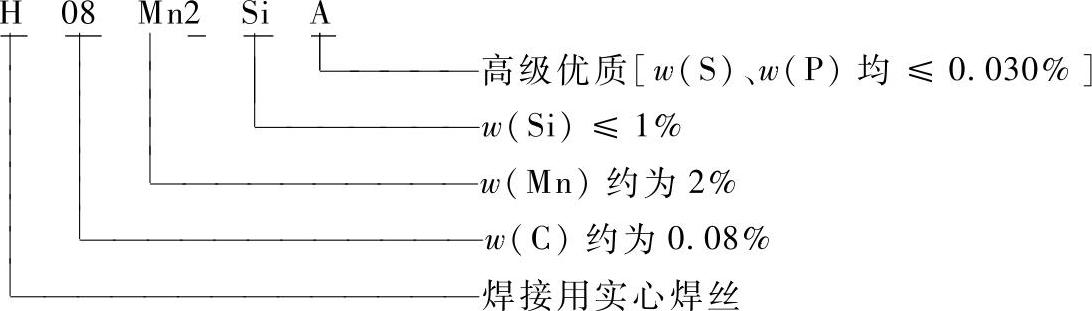
2)焊丝牌号举例。
3)埋弧焊用碳钢焊丝的牌号及代号见表5-17。
表5-17 埋弧焊用碳钢焊丝的牌号及代号(GB/T 5293—1999)

(续)

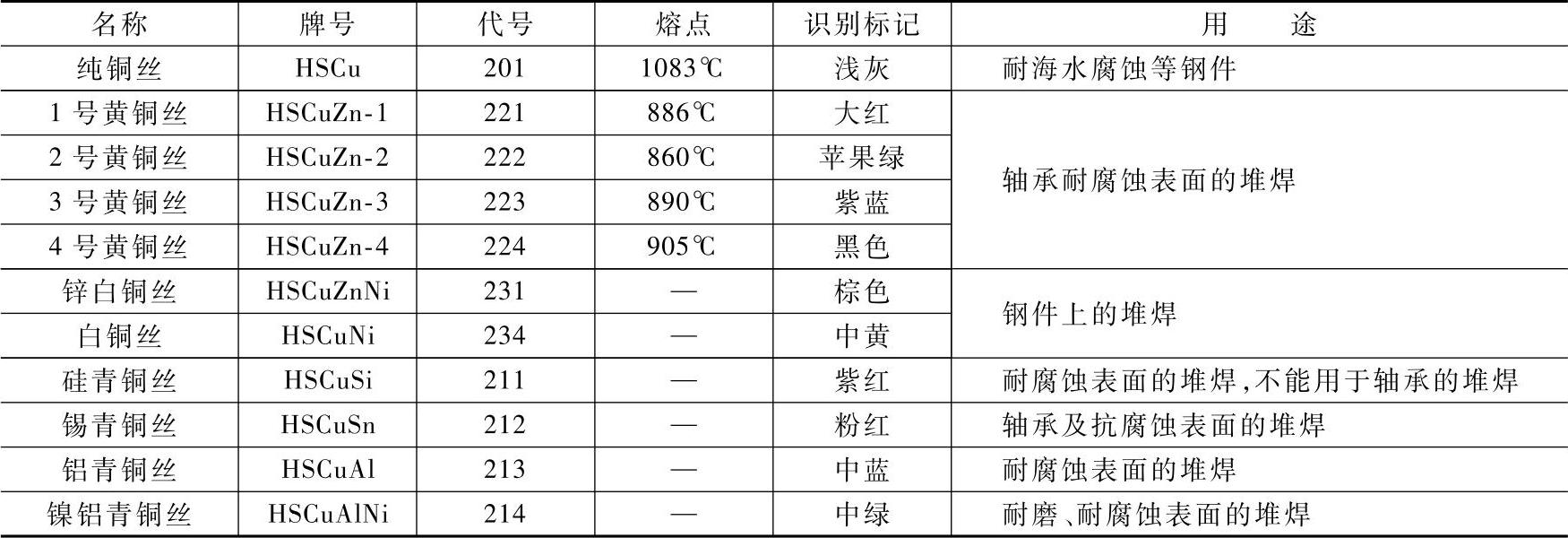
4)铜及铜合金焊丝的牌号及用途见表5-18。
表5-18 铜及铜合金焊丝的牌号及用途(GB/T 9460—2008)
(2)焊丝的牌号与型号 埋弧焊焊丝的型号与牌号对照见表5-19。
表5-19 埋弧焊焊丝的型号与牌号对照

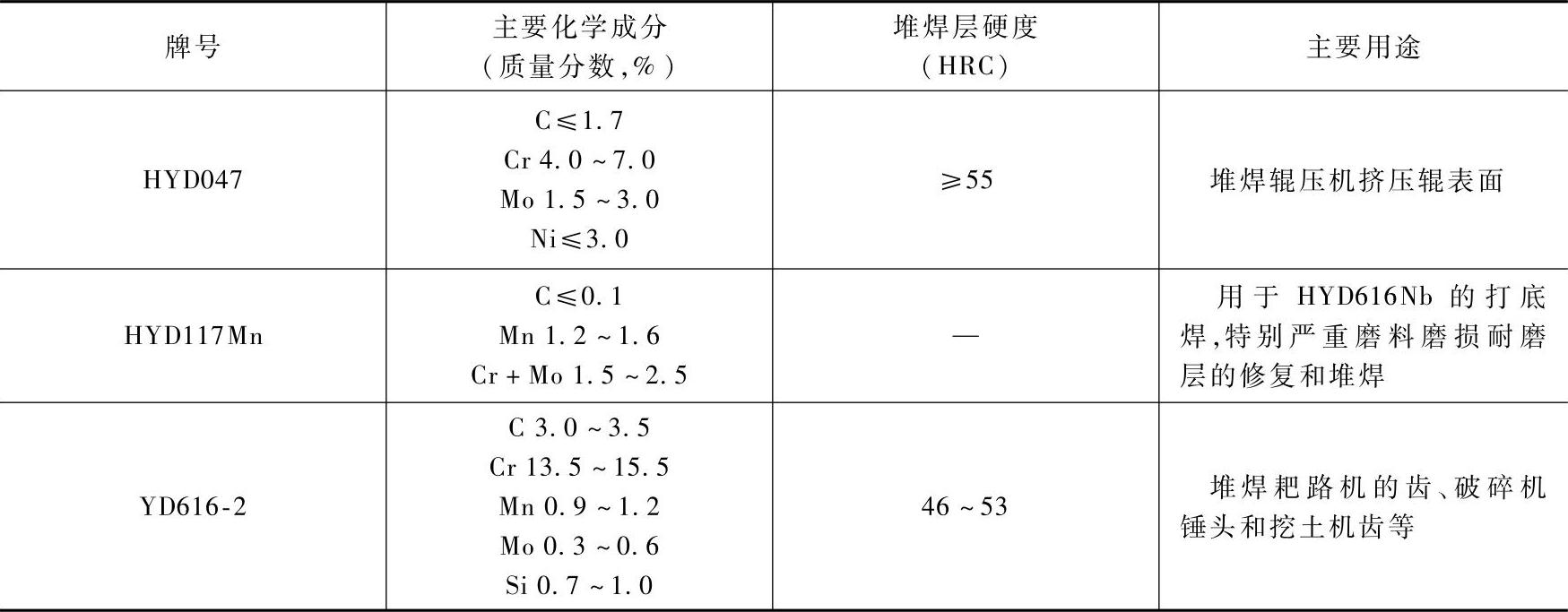
(3)埋弧焊药芯焊丝 常用埋弧焊药芯焊丝的牌号及用途见表5-20。
表5-20 常用埋弧焊药芯焊丝的牌号及用途
(4)焊丝选用要点
1)实心焊丝的选用。焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝。对于碳钢及低合金高强度钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧度)选择焊丝。与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置。对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
2)药芯焊丝的选用。药芯焊丝埋弧堆焊采用大直径(ф3.2mm、ф4.0mm)的药芯焊丝,焊接电流大,焊接生产率明显提高。当采用烧结焊剂时,还可通过焊剂过渡合金元素,使堆焊层得到更高的合金成分,其合金含量(质量分数)为14%~20%,可得到不同的使用要求。该法主要用于堆焊轧制辊、送进辊、连铸辊等耐磨耐蚀部件。
2.焊剂
(1)焊剂的主要作用
①焊接时覆盖焊接区,防止空气中氮、氧等有害气体侵入熔池,焊后熔渣覆盖在焊缝上,减缓了焊缝金属的冷却速度,改善焊缝的结晶状况及气体逸出的条件,从而减少气孔。
②对焊缝金属渗合金,改善焊缝的化学成分和提高力学性能。焊接低碳钢和普通低合金钢时,焊缝的力学性能主要是通过焊剂和焊丝来达到渗合金的目的。渗合金元素是锰和硅,为此,焊剂中应含有足够数量的氧化锰和二氧化硅。
③防止焊缝中产生气孔和裂纹。焊剂中含有一定数量的荧石,它有去氢作用,防止焊缝中产生氢气孔。另外,焊剂中的荧石和氧化锰对熔池金属有去硫作用,可防止焊缝产生裂纹。
(2)对焊剂的要求
①与焊丝配合,能保证焊缝金属的化学成分及力学性能都符合要求。
②应有良好的焊接工艺性,即电弧能稳定燃烧、脱渣容易和焊缝成形美观。
③应有一定的物理性能,巨不易吸潮。
(3)焊剂的分类
1)按制造方法分类。
①熔炼焊剂。按配方比例量取所需原料,经干混均匀后进行熔化,随后注入冷水中或激冷板上使之粒化,再经干燥、捣碎和过筛等工序而成。熔炼焊剂按其颗粒结构又可分为玻璃状焊剂(呈透明状颗粒)、结晶状焊剂(颗粒具有结晶体特点)和浮石状焊剂(颗粒呈泡沫状)。
②烧结焊剂。将各种粉料按配方比例混拌均匀,加水玻璃调成湿料,在750~1000℃下烧结,再经破碎,过筛而成。
③陶质焊剂。将各种粉料按配方比例混拌均匀,加水玻璃调成湿料,将湿料制成一定尺寸的颗粒,经350~500℃烘干即可使用。
2)按化学成分分类。
①按碱度分为碱性焊剂、酸性焊剂和中性焊剂。
②焊剂按主要成分含量分类见表5-21。
表5-21 焊剂按主要成分含量分类

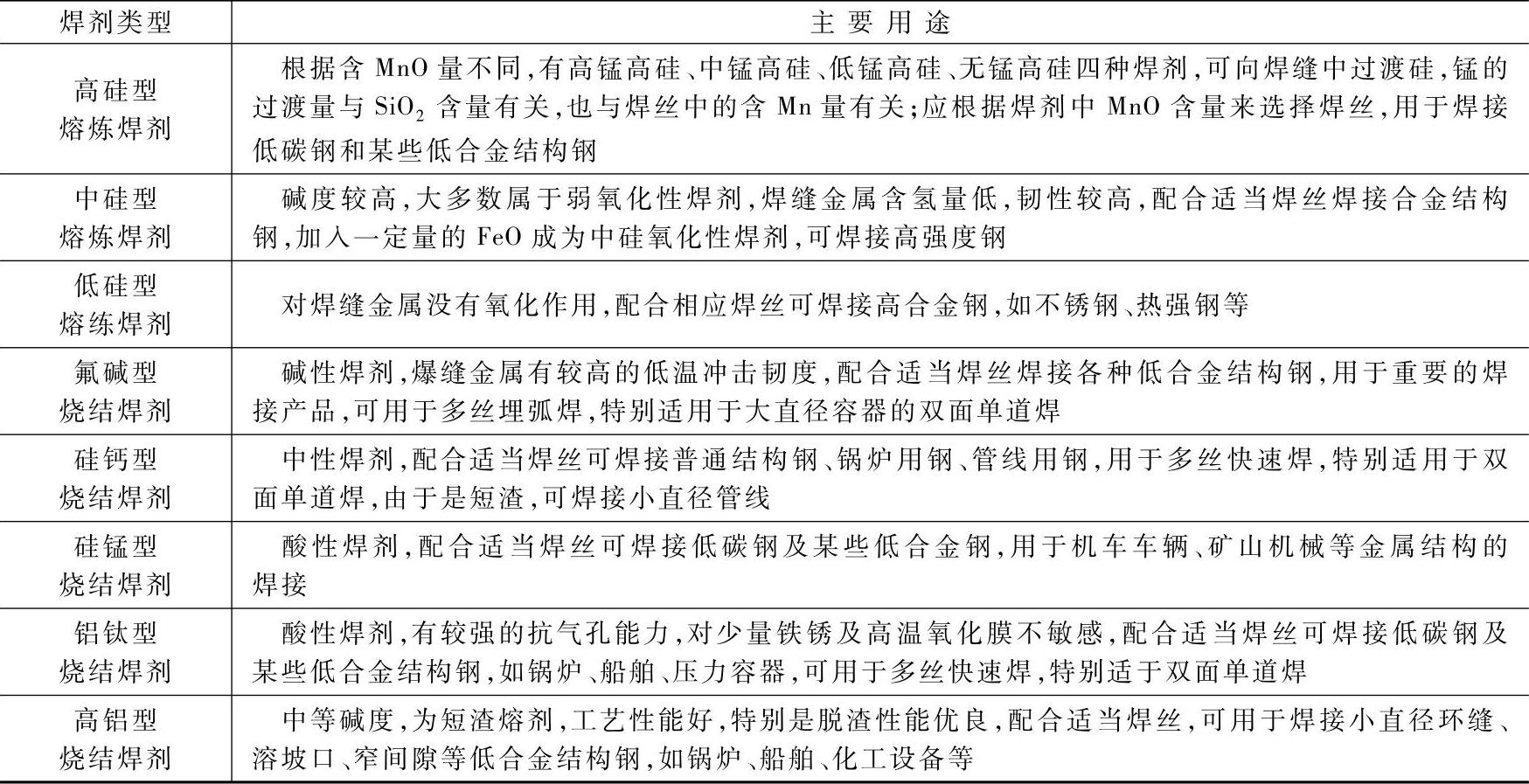
(4)焊剂的主要用途 焊剂的主要用途见表5-22。
表5-22 焊剂的主要用途
(5)焊剂的型号
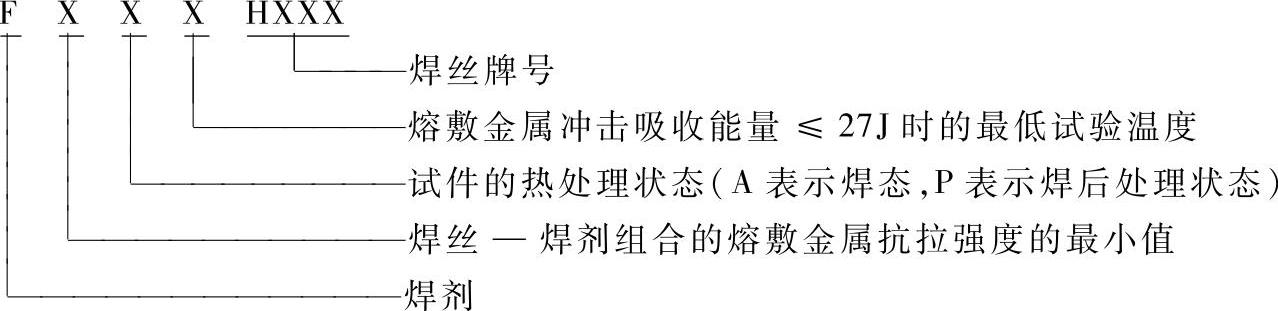
1)碳素钢埋弧焊用焊剂的型号。GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》将焊剂与焊丝编排在同一标准中,可以更全面地理解焊丝、焊剂与熔敷金属力学性能的关系。标准中的型号根据焊丝—焊剂组合的熔敷金属力学性能、热处理状态进行划分。
根据GB/T 5293—1999的规定,焊丝—焊剂型号表示如下:
①熔敷金属拉伸试验结果的规定见表5-23。
表5-23 熔敷金属拉伸试验结果的规定

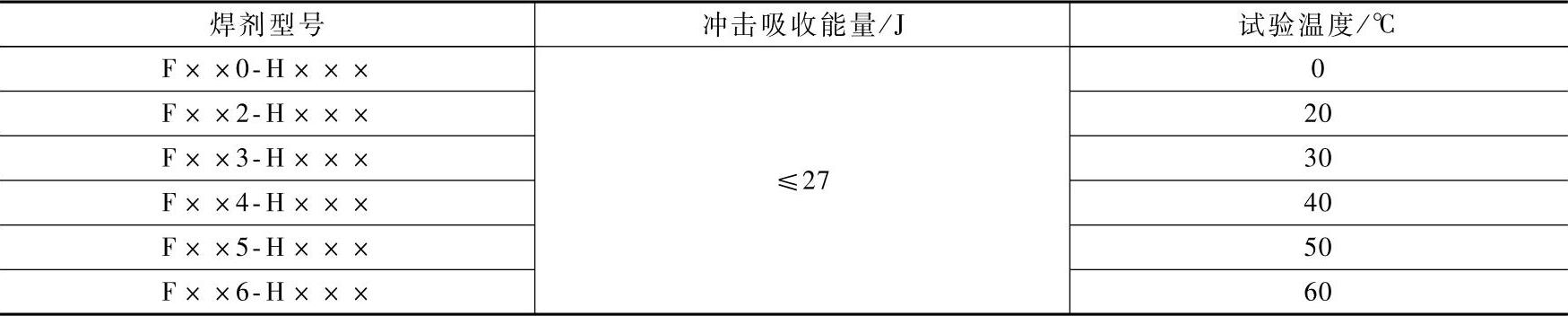
②熔敷金属冲击试验结果的规定见表5-24。
表5-24 熔敷金属冲击试验结果的规定
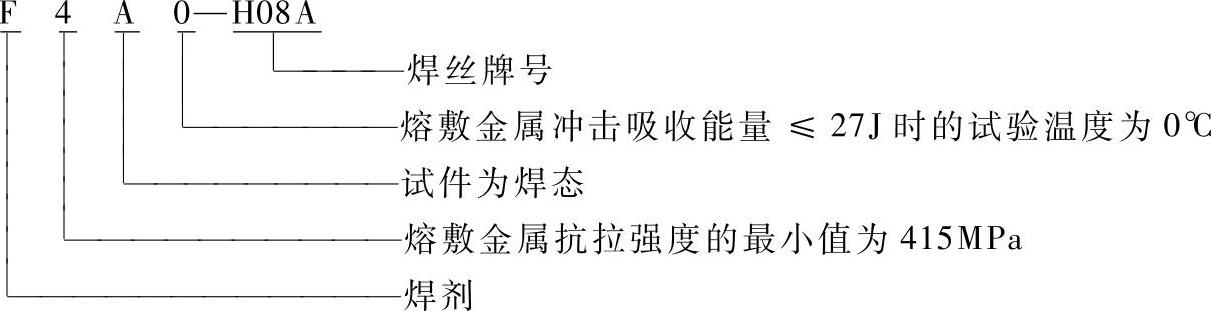
焊丝—焊剂型号示例如下:(https://www.xing528.com)
2)低合金钢埋弧焊用焊剂的型号。根据GB/T 12470—2003《埋弧焊用低合金焊丝和焊剂》,型号是根据埋弧焊熔敷金属力学性能和焊剂渣系划分的。焊剂焊号的表示方法及含义如下:
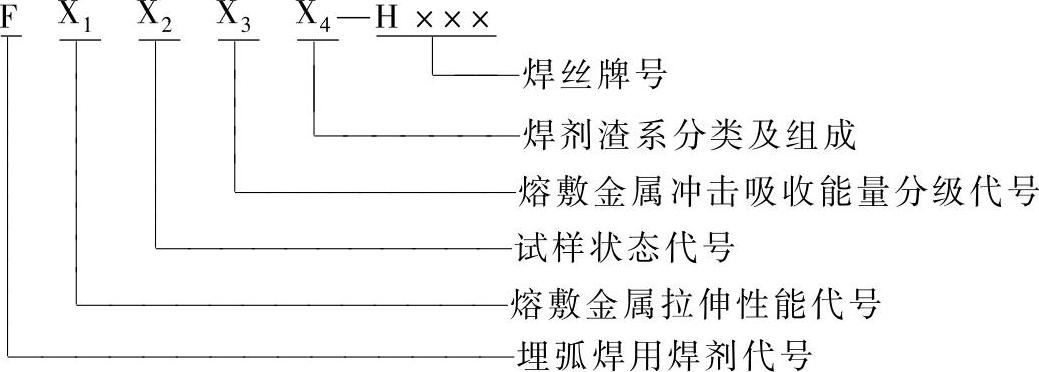
例5-2 F5121-H08MnMoA低合金钢埋弧焊焊剂,配合H08MnMoA焊丝,按GB/T 12470—2003所规定的焊接参数进行焊接试验,试样经热处理;熔敷金属的抗拉强度为480~650MPa,屈服强度不低于380MPa,伸长率不低于22%;在20℃时,V型缺口冲击吸收能量小于27J;焊刘渣系为氟碱型。
①拉伸性能代号(X1)及要求见表5-25。
表5-25 拉伸性能代号(X1)及要求

②试样状态代号(X2)见表5-26。
表5-26 试样状态代号(X2)

③熔敷金属V形缺口冲击吸收能量分级代号(X3)见表5-27。
表5-27 熔敷金属V形缺口冲击吸收能量分级代号(X3)

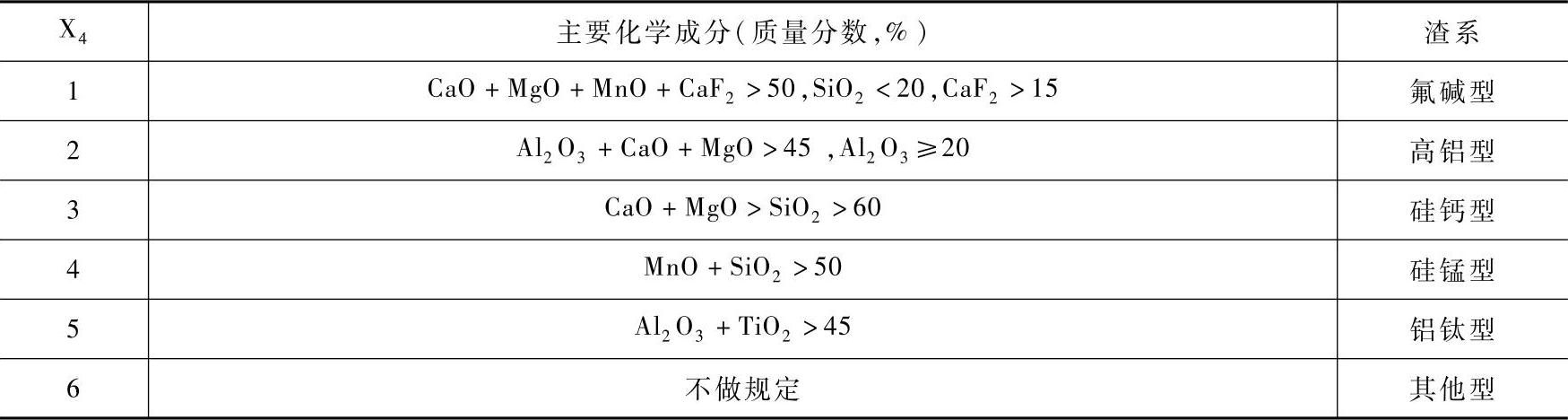
④焊剂渣系分类及组成(X4)见表5-28。
表5-28 焊剂渣系分类及组成(X4)
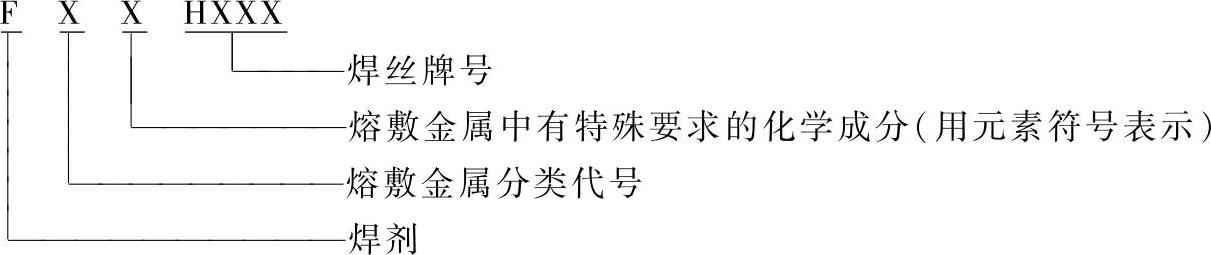
3)埋弧焊用不锈钢焊剂的型号。根据GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》的规定熔敷金属中铬的质量分数应不大于11%,镍的质量分数应小于38%;焊丝和焊剂的型号分类是根据焊丝—焊剂组合的熔敷金属化学成分、力学性能来进行划分。
①焊丝—焊剂型号表示方法及含义如下:
②焊丝—焊剂型号举例:
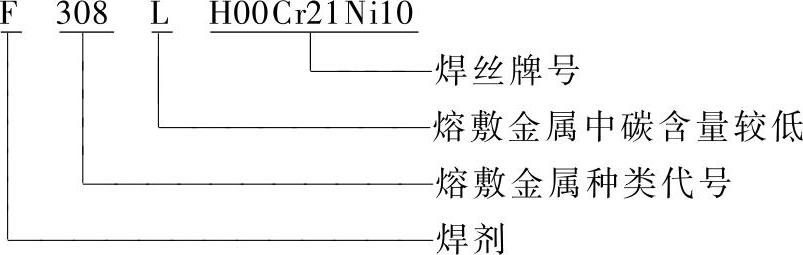
③埋弧焊用不锈钢焊剂的熔敷金属化学成分和力学性能见表5-29。
表5-29 埋弧焊用不锈钢焊剂的熔敷金属化学成分和力学性能
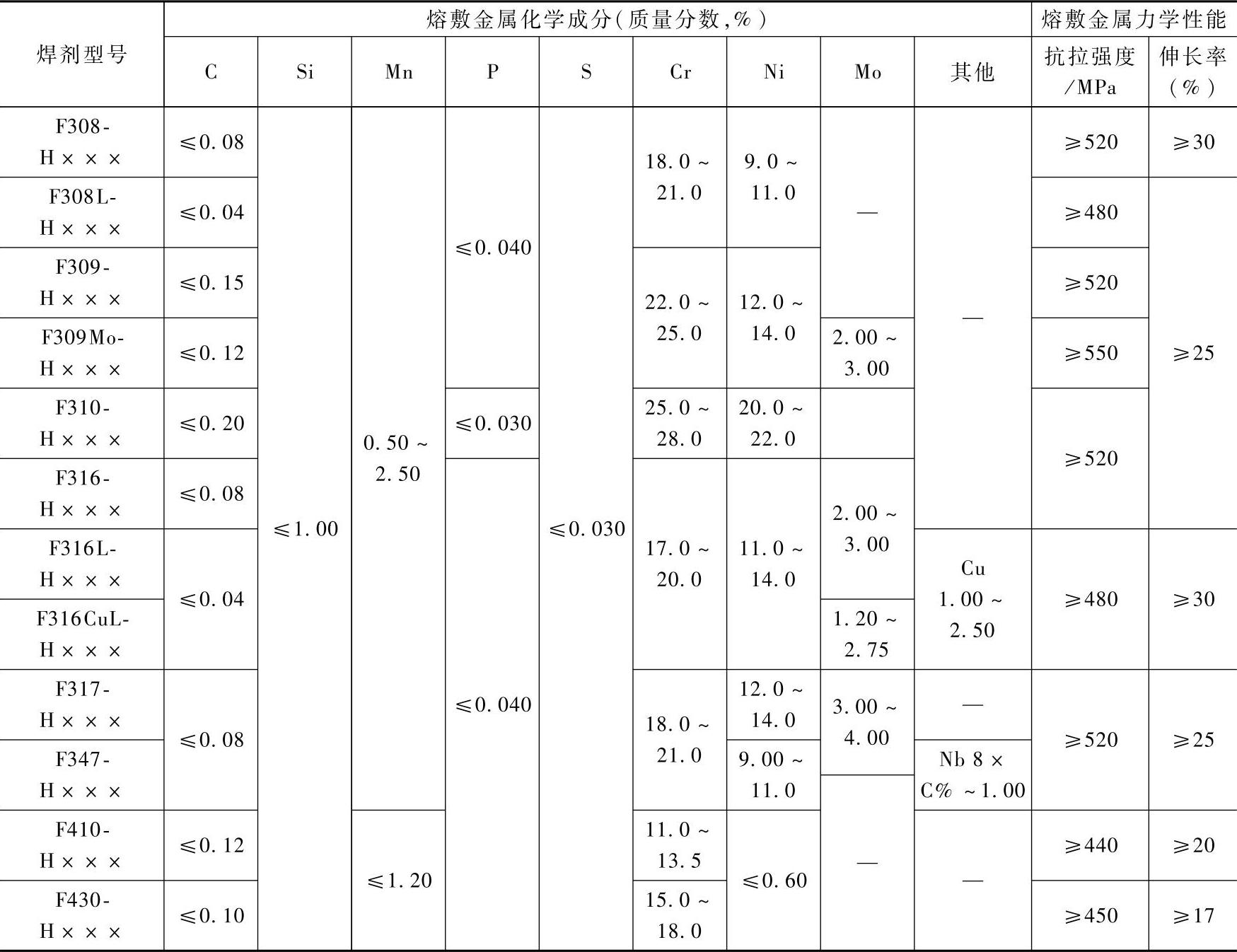
注:1.焊剂型号中的宇母L表示碳含量较低。
2.F410-H×××的熔敷金属的力学性能试样加工前经840~870℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
3.F430-H×××的熔敷金属的力学性能试样加工前经760~785℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
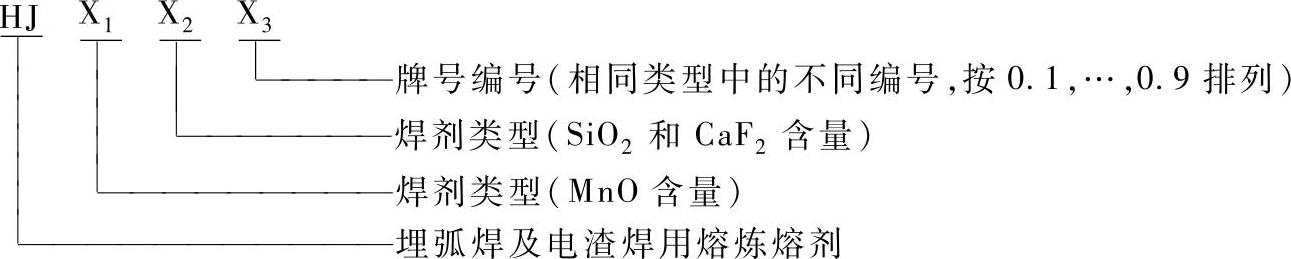
(6)焊剂的牌号 按照我国《焊接产品样本》,焊剂牌号表示方法如下:
1)熔炼焊剂。由宇母“HJ”和三位数宇组成。对同一牌号有两种颗粒时,在细颗粒焊剂牌号后加“X”区分。
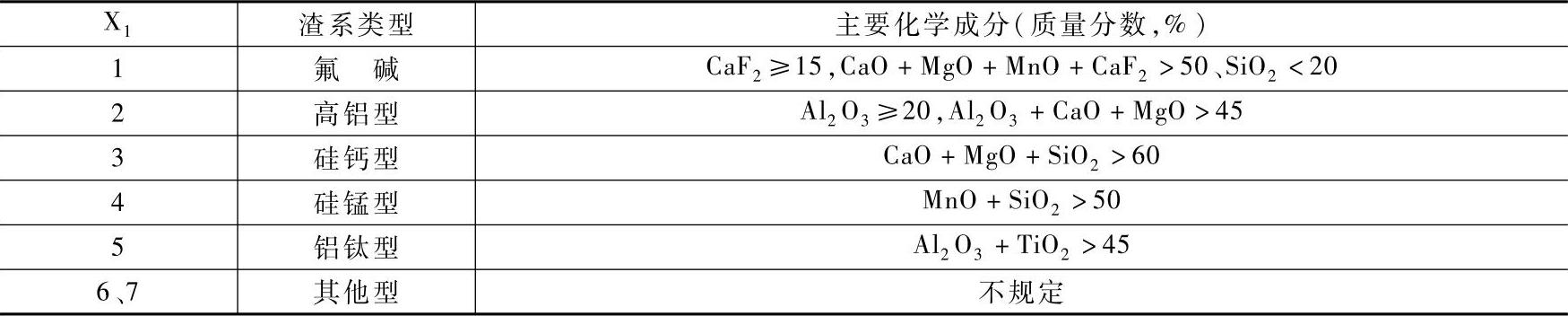
①焊剂类型(X1)见表5-30。
表5-30 焊剂类型(X1) (质量分数,%)

②焊剂类型(X2)见表5-31。
表5-31 焊剂类型(X2) (质量分数,%)
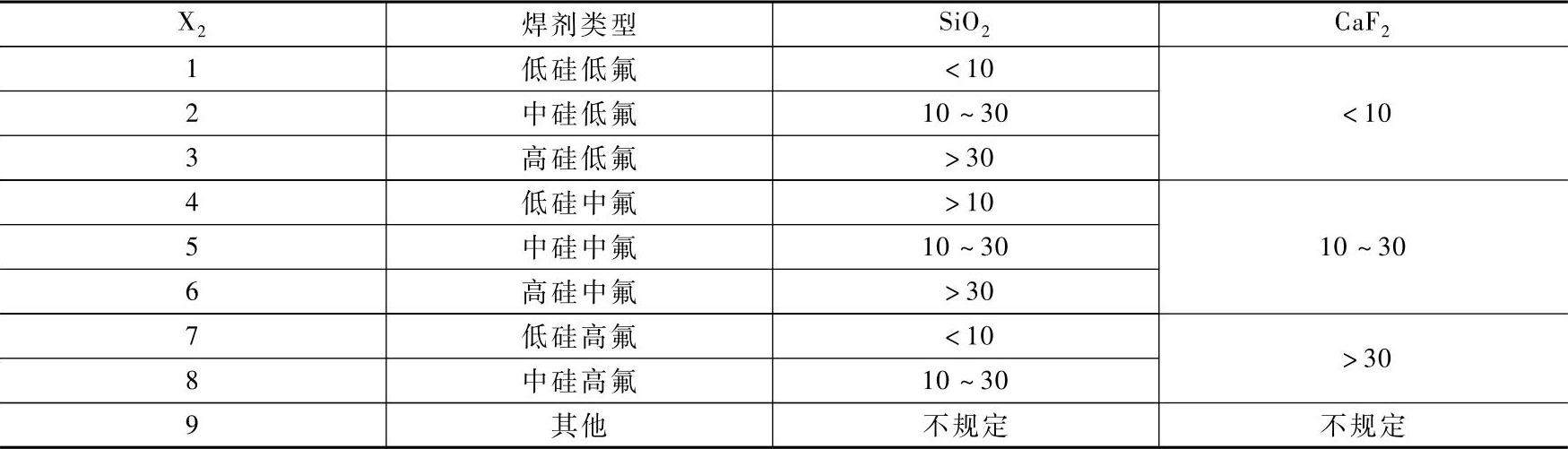
例5-3 HJ431X表示高锰高硅低氟型埋弧焊及电渣焊用熔炼焊剂,牌号编号为1,焊剂粒度为0.28~2.0mm。
2)烧结焊剂。用宇母“SJ”和三位数宇表示。

焊剂熔渣渣系(X1)及主要化学成分见表5-32。
表5-32 焊剂熔渣渣系(X1)及主要化学成分
例5-4 SJ501表示埋弧焊用烧结焊剂,熔渣渣系为铝钛型,牌号编号为01。
3)焊剂使用的注意事项。
①焊剂使用前必须进行烘干。焊剂烘干温度及要求见表5-33。
表5-33 焊剂烘干温度及要求

②烘干时焊剂要求均匀巨厚度应≤30mm。
③回收焊剂须经筛选、分类,去除渣壳、灰尘等杂质,再经烘干与新焊剂按比例(一般回用焊剂不得超过40%)混合使用,不得单独使用。
④回收焊剂中粉末含量(质量分数)应≤5%,回收使用次数不得多于3次。
3.焊剂和焊丝的选配
欲获得高质量的埋弧焊接头,正确选用焊剂与焊丝是十分重要的。
1)低碳钢的焊接可选用高锰高硅型焊剂,配合H08MnA焊丝,或选用低锰、无锰型焊剂配合H08MnA、H10Mn2焊丝。
2)低合金高强度钢的焊接可选用中锰中硅或低锰中硅型焊剂配合与钢材强度相匹配的焊丝。
3)耐热钢、低温钢、耐蚀钢的焊接可选用中硅或低硅型焊剂,配合相应的合金钢焊丝。
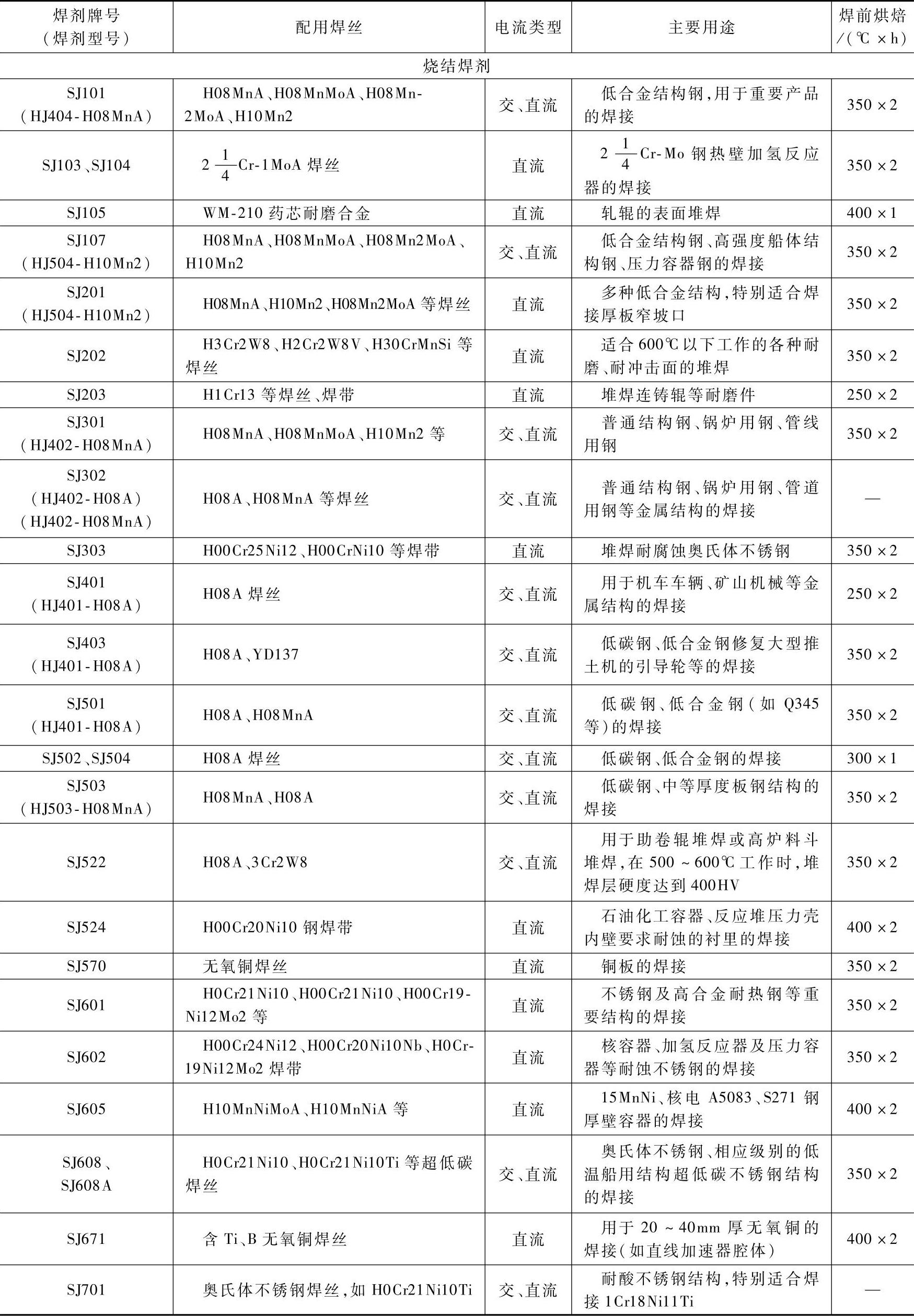
4)铁素体、奥氏体等高合金钢,一般选用碱度较高的熔炼焊剂或烧结焊剂,配合低硅、低硫、低磷巨成分与母材相近的焊丝,以降低合金元素的烧损及渗入较多的合金元素。焊剂牌号及主要用途见表5-34。
表5-34 焊剂牌号及主要用途
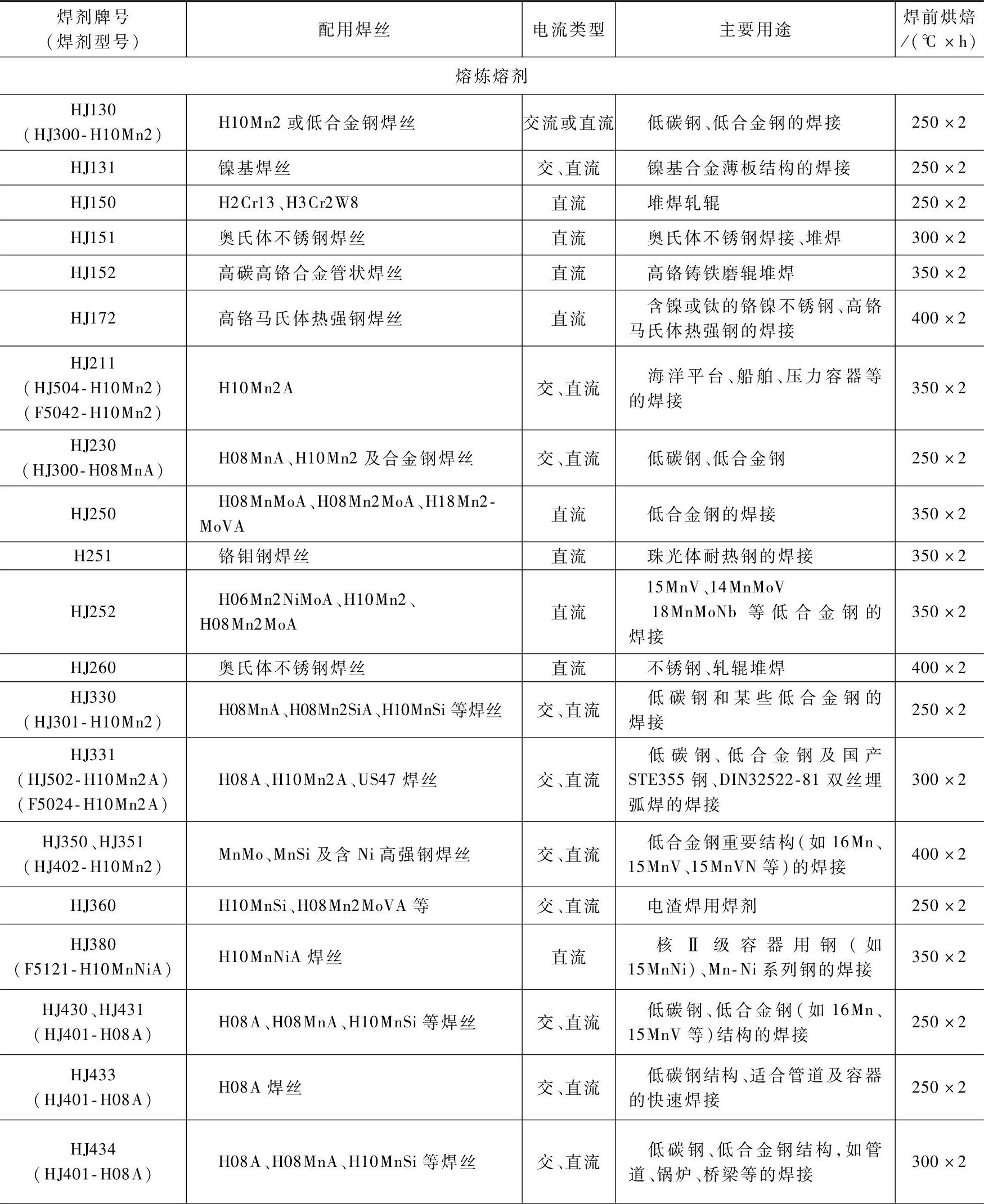
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。