



1.MIG焊设备的分类
(1)按操作方式不同分类 MIG焊分为半自动和自动两种。半自动MIG焊设备是指焊丝自动送进、焊枪由人工操纵的熔化极氩弧焊设备。自动MIG焊设备是指焊丝送进、焊枪行走均能够自动进行的熔化极氩弧焊设备。
(2)按所用的电流不同分类 MIG焊设备分为直流和脉冲两种。
(3)按送丝方式不同分类 MIG焊设备分为等速送丝式和均匀送丝式两种。
(4)按用途不同分类 MIG焊设备分为通用设备和专用设备两种。
(5)按照焊接参数的调节方式不同分类 MIG焊设备可分为抽头式调节设备、两元化调节设备和一元化调节设备三类。
1)抽头式调节设备。这类设备一般设有粗调、细调两个转换开关,用于调节焊接电源的外特性,通过调节送丝机构的送丝速度调节电弧的稳定工作点。这种设备的优点是设备简单、价格便宜;缺点是只能有级调节,调节精度差,调节过程繁琐。
2)两元化调节设备。这类设备一般设有两个旋钮,分别用于调节焊接电流及电弧电压。调节精度比抽头式高,但焊接参数的调节仍较麻烦,焊接电流与电弧电压需要合理匹配。
3)一元化调节设备。这类设备又称单旋钮式设备,仅设有一个电流调节按钮,调节焊接电流后,控制系统自动选定与该电流相匹配的电弧电压,通常能满足焊接要求。操作者只需根据焊缝形状、熔合情况或飞溅大小修正一下电弧电压就能获得满意的效果。
2.MIG焊设备的组成
熔化极氩弧焊设备通常由弧焊电源、控制器、送丝机构、焊枪、水冷系统及供气系统组成。自动熔化极氩弧焊设备还配有行走小车或悬臂梁等。而送丝机构及焊枪均安装在小车或悬臂梁的机头上。半自动熔化极气体保护焊设备的配置如图5-71所示。
(1)弧焊电源 熔化极氩弧焊设备使用的电源有直流和脉冲两种,一般不使用交流电源。通常采用的直流电源有磁放大器式、晶闸管式、晶体管式、逆变式等几种。电源应具有平外特性、缓降外特性和恒流外特性,若需要控制熔滴过渡时,可用脉冲弧焊电源。

图5-71 半自动熔化极气体保护焊设备的配置
1—流量计 2—气瓶 3—送丝机 4—焊枪 5—工件 6—控制器 7—配电装置
(2)控制箱 控制箱中装有焊接时序控制电路。其主要任务是控制焊丝的自动送进、提前送气、滞后停气、引弧、电流通断、电流衰减、冷却水流的通断等。对于自动焊机,还要控制小车行走机构。
(3)气路和水路 熔化极氩弧焊的气路系统由气瓶、减压阀、流量计、软管及气阀组成。
利用混合气体进行焊接时,要求将两种或三种气体利用配合器按照一定的配比混合好,然后再输送至软管中。采用双层保护气体焊接Ti等活泼金属时,如果两层保护气具有不同的成分,则应采用两套供气系统。
水路系统通以冷却水,用于冷却焊枪及电缆,通常水路中设有水压开关,当水压太低或断水时,水压开关将断开控制系统电源,使焊机停止工作,保护焊接设备不被损坏。
(4)焊枪 焊枪是半自动熔化极氩弧焊设备的主要部件之一,主要由导电嘴、喷嘴、焊枪体及冷却水套等组成。其作用是送丝、导通电流、向焊接区输送保护气体等。焊枪包括用于大电流、高生产率的重型焊枪和适用于小电流、全位置的轻型焊枪。
按照送丝方式的不同,半自动焊枪分为推丝式和拉丝式两种。拉丝式焊枪的送丝机构、送丝电动机均安装在焊枪上,故焊枪比较笨重,但可以远离焊机的位置作业。推丝式焊枪结构简单、质量小、操作灵活,应用较广泛。
按照冷却方式的不同,半自动熔化极氩焊焊枪可分为气冷式和水冷式两种,额定电流在200A以下的焊枪通常为气冷式焊枪,超过上述电流时应该采用水冷式焊枪。半自动焊枪按照外形通常分为鹅颈式及手枪式两种,鹅颈式焊枪应用最广泛,它适用于细丝焊,使用灵活、方便。
1)鹅颈式焊枪的结构如图5-72所示,国产鹅颈式熔化极气体保护焊焊枪的技术参数见表5-101。
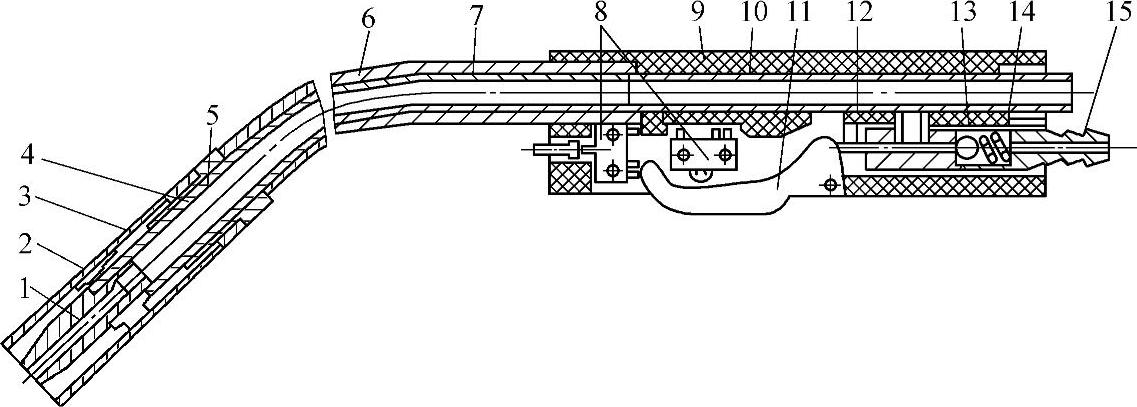
图5-72 鹅颈式焊枪
1—导电嘴 2—分流环 3—喷嘴 4—弹簧管 5—绝缘套 6—鹅颈管 7—乳胶管 8—微动开关 9—焊把 10—枪体 11—扳机 12—气门推杆 13—气门球 14—弹簧 15—气阀嘴
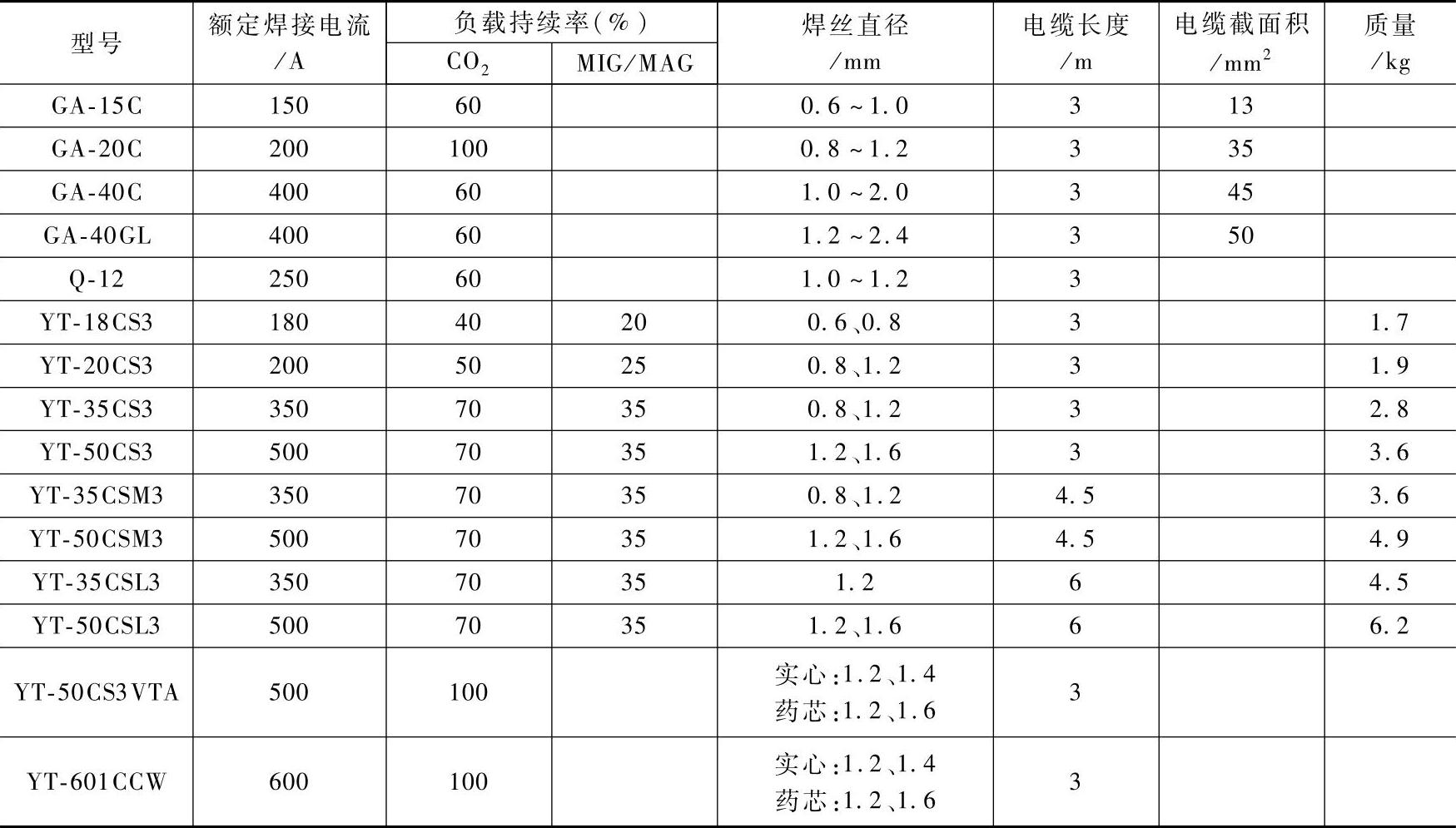
表5-101 国产鹅颈式熔化极气体保护焊焊枪的技术参数
2)手枪式焊枪适合于较粗的焊丝,它一般采用水冷、国产的手枪式,焊枪的技术参数见表5-102。自动焊焊枪的结构与半自动焊焊枪相似,但其截流容量较大,工作时间较长,一般都采用水冷。手枪式焊枪的结构如图5-73所示。
表5-102 国产手枪式熔化极气体保护焊焊枪的技术参数

(续)

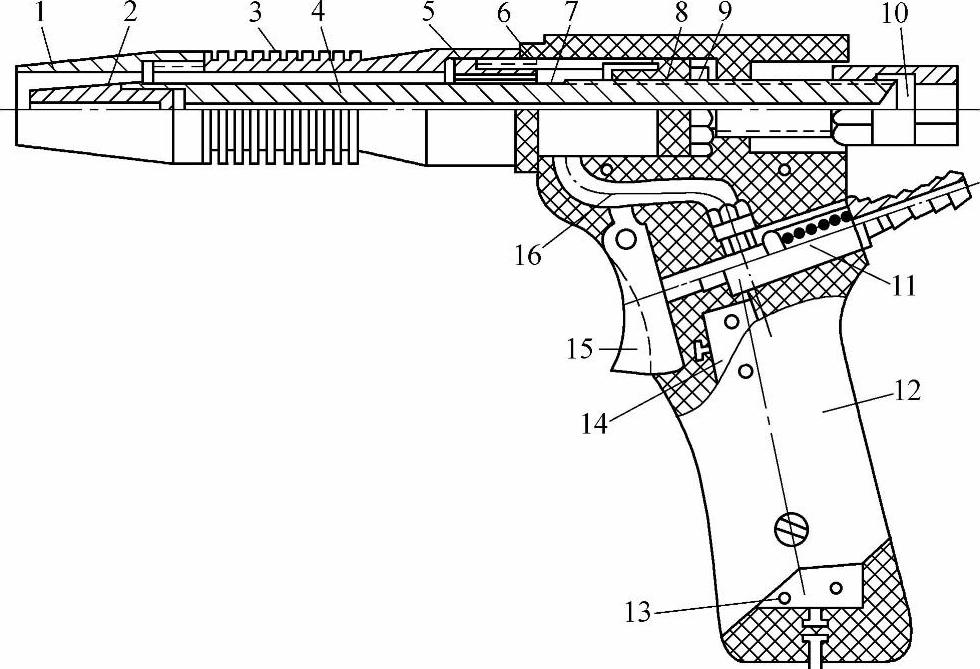
图5-73 手枪式焊枪
1—喷嘴 2—导电嘴 3—套筒 4—导电杆 5—分流环 6—挡圈 7—气室 8—绝缘圈 9—紧固螺母 10—锁紧螺母 11—球形气阀 12—枪把 13—退丝开关 14—送丝开关 15—扳机 16—气管
除了上述两种推丝焊枪外,还有两种拉丝焊枪。其中有一种焊枪上不但装有小型送丝机构,而巨还装有质量约5kg的小型焊丝盘。带有焊丝盘的拉丝式焊枪如图5-74所示。这种焊枪主要用于细焊丝和软焊丝(如铝焊丝)。
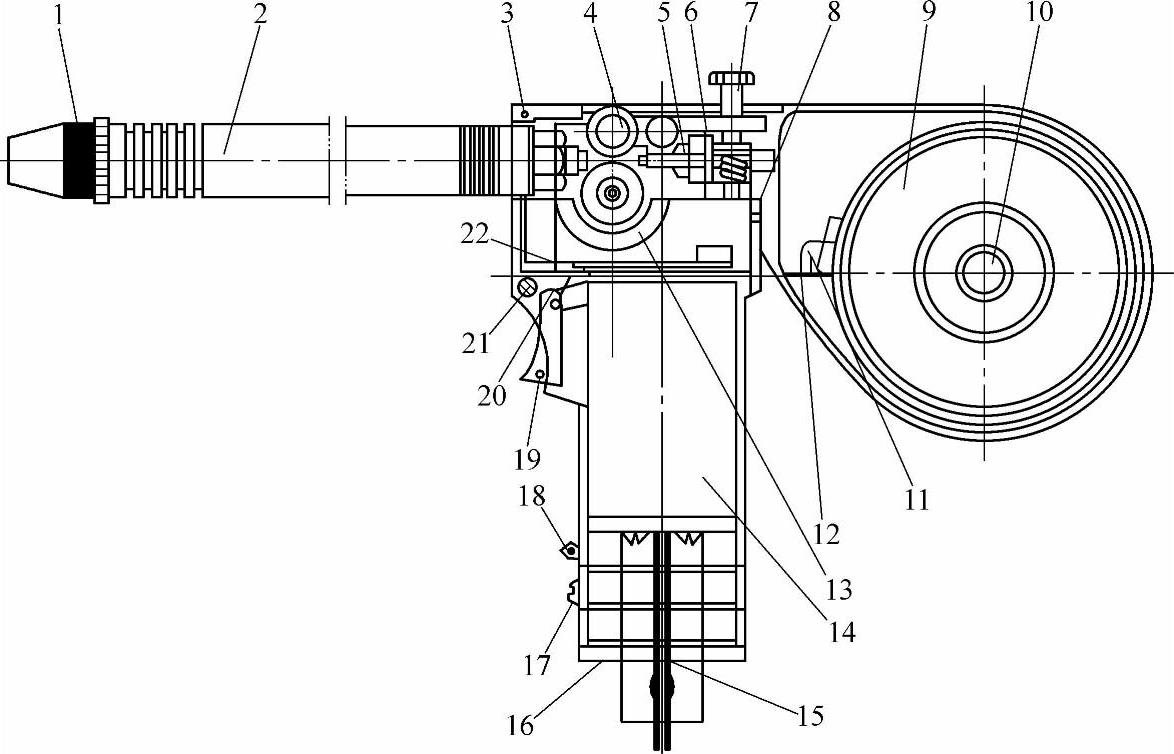
图5-74 带有焊丝盘的拉丝式焊枪
1—喷嘴 2—外套 3—绝缘外壳 4—送丝滚轮 5—螺母 6—导丝杆 7—调节螺杆 8—绝缘外壳 9—焊丝盘 10—压栓 11—螺钉 12—压片 13—减速箱 14—电动机 15—螺钉 16—底板 17—螺钉 18—退丝按钮 19—扳机 20—触点 21、22—螺钉
喷嘴是导气部分的主要部件,其孔径在12~25mm,为圆柱形或圆锥形。喷嘴的结构如图5-75所示,常用纯铜材料制造。
导电嘴是导电部分的主件,导电嘴如图5-76所示,导电嘴的孔径及长度与焊接质量密切相关。导电嘴的孔径应根据焊丝直径来选择;当焊丝直径<1.6mm时,导电嘴孔径=焊丝直径+0.1-0.3(mm);焊丝直径>1.6mm时,导电嘴的孔径=焊丝直径+0.4-0.6(mm)。导电嘴的长度粗丝为35mm,细丝为25mm左右。导电嘴常用纯铜、磷青铜或铬锆铜等材料制作。(https://www.xing528.com)
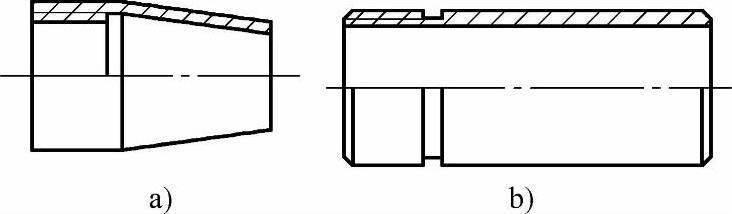
图5-75 喷嘴
a)圆锥形 b)圆柱形
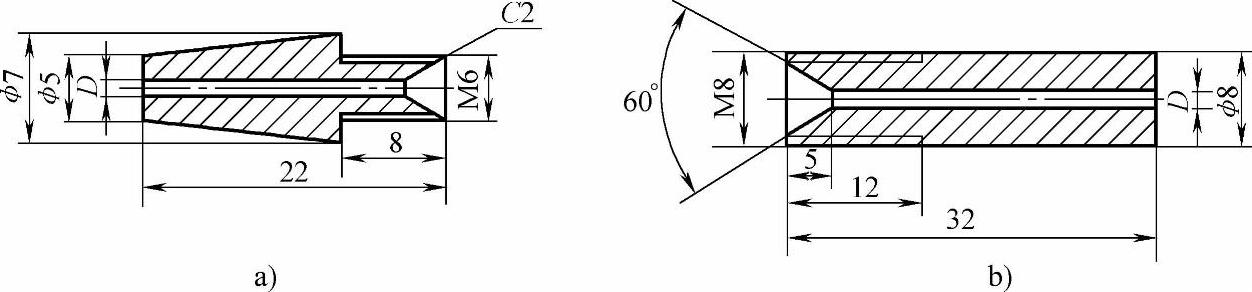
图5-76 导电嘴
a)用于细焊丝 b)用于直径>1.2mm的焊丝
(5)送丝机 MIG、MAG以及CO2焊所使用的送丝机械是相同的,一般由焊丝盘、送丝电动机、减速装置,送丝滚轮、压紧装置以及送丝软管等组成。此外,有些送丝机构还配有焊丝校直装置。送丝机构的主要作用是将焊丝输送到焊接区,并通过一定的控制方式(等速送丝及弧压反馈)保证弧长的稳定。
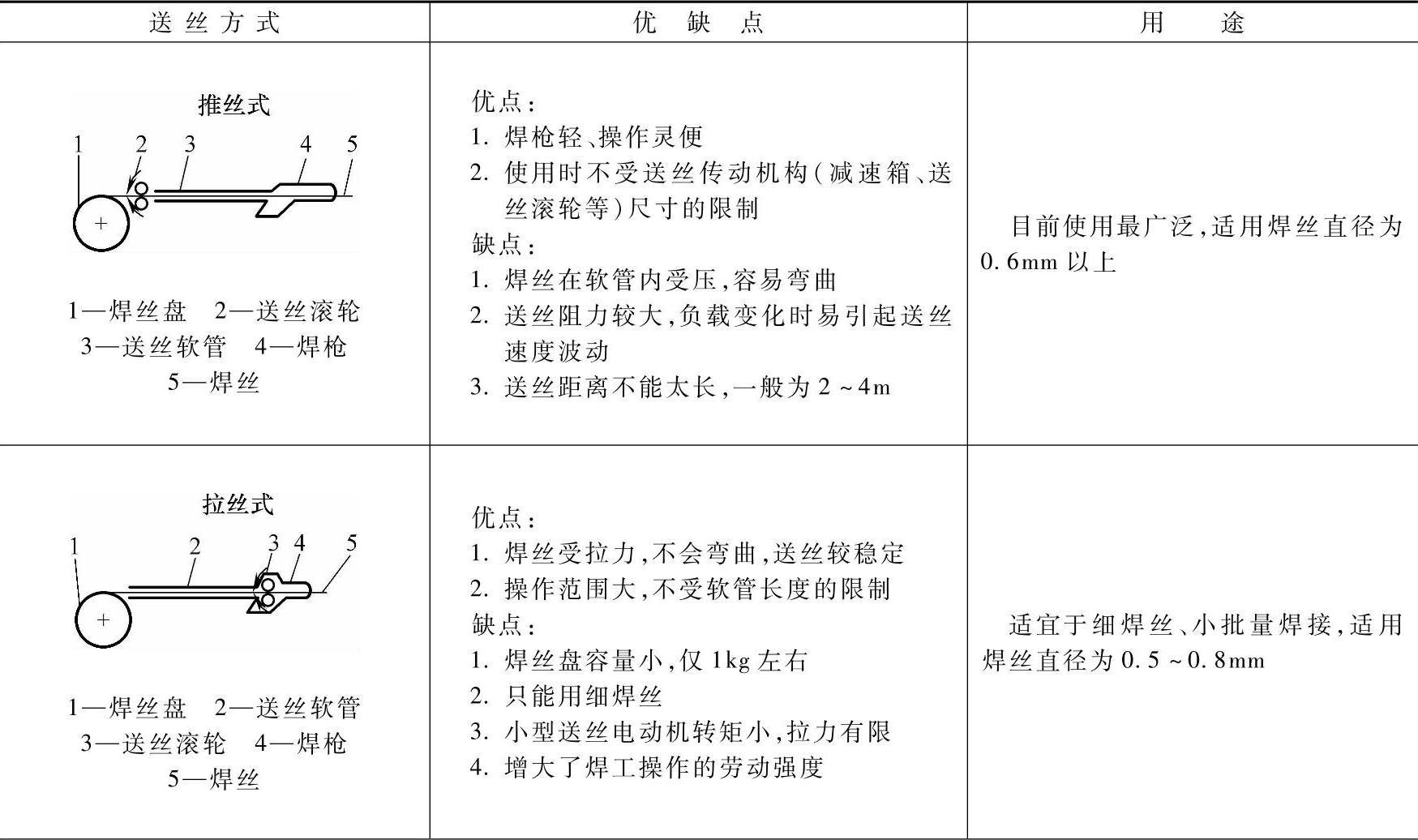
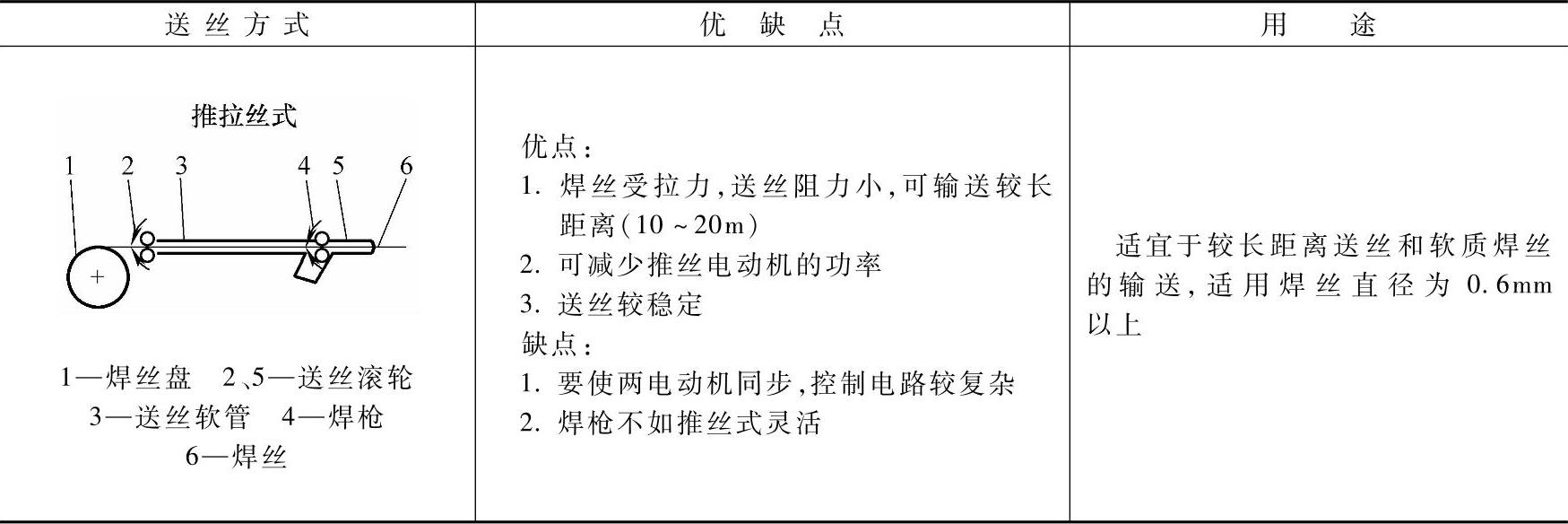
根据速度调节方式,可分为等速送丝和均匀(弧压反馈)送丝两种;根据送丝滚轮与送丝软管的相对位置,可分为推丝式、拉丝式及推拉丝式三种。
1)半自动气电焊机的送丝方式见表5-103。
表5-103 半自动气电焊机的送丝方式
(续)
2)半自动气电焊机的送丝机构见表5-104。
表5-104 半自动气电焊机的送丝机构

3)送丝软管。送丝软管一般用弹簧钢丝绕制,或用聚四氟乙烯或尼龙等制成。前者适用于不锈钢、碳钢、合金钢等的焊接,后者适用于铝及铝合金等的焊接。应合理选用送丝软管内径,以减少送丝阻力。不同直径焊丝应选配的送丝软管直径见表5-105。
表5-105 不同直径焊丝应选配的送丝软管直径 (单位:mm)

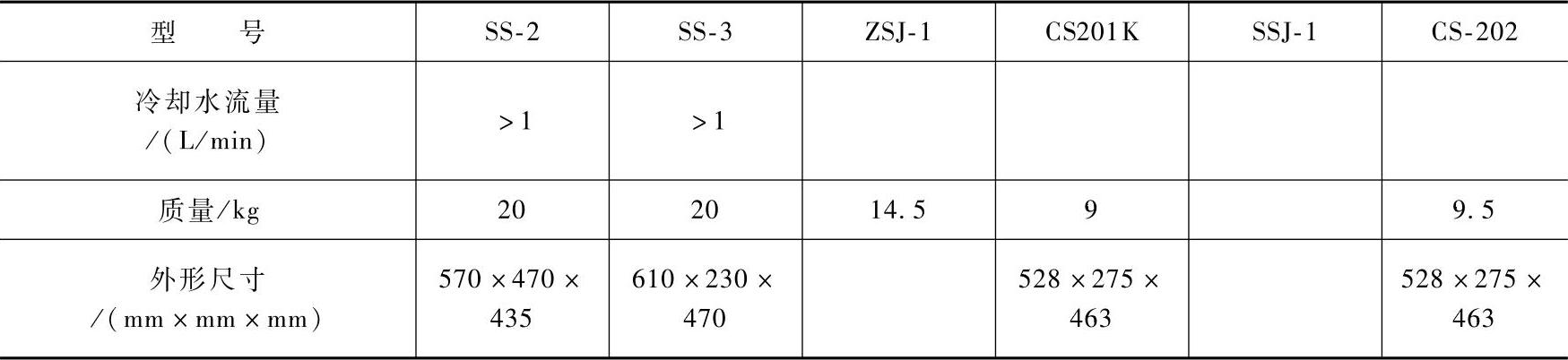
4)国产熔化极气体保护焊送丝机的技术参数见表5-106。
表5-106 国产熔化极气体保护焊送丝机的技术参数
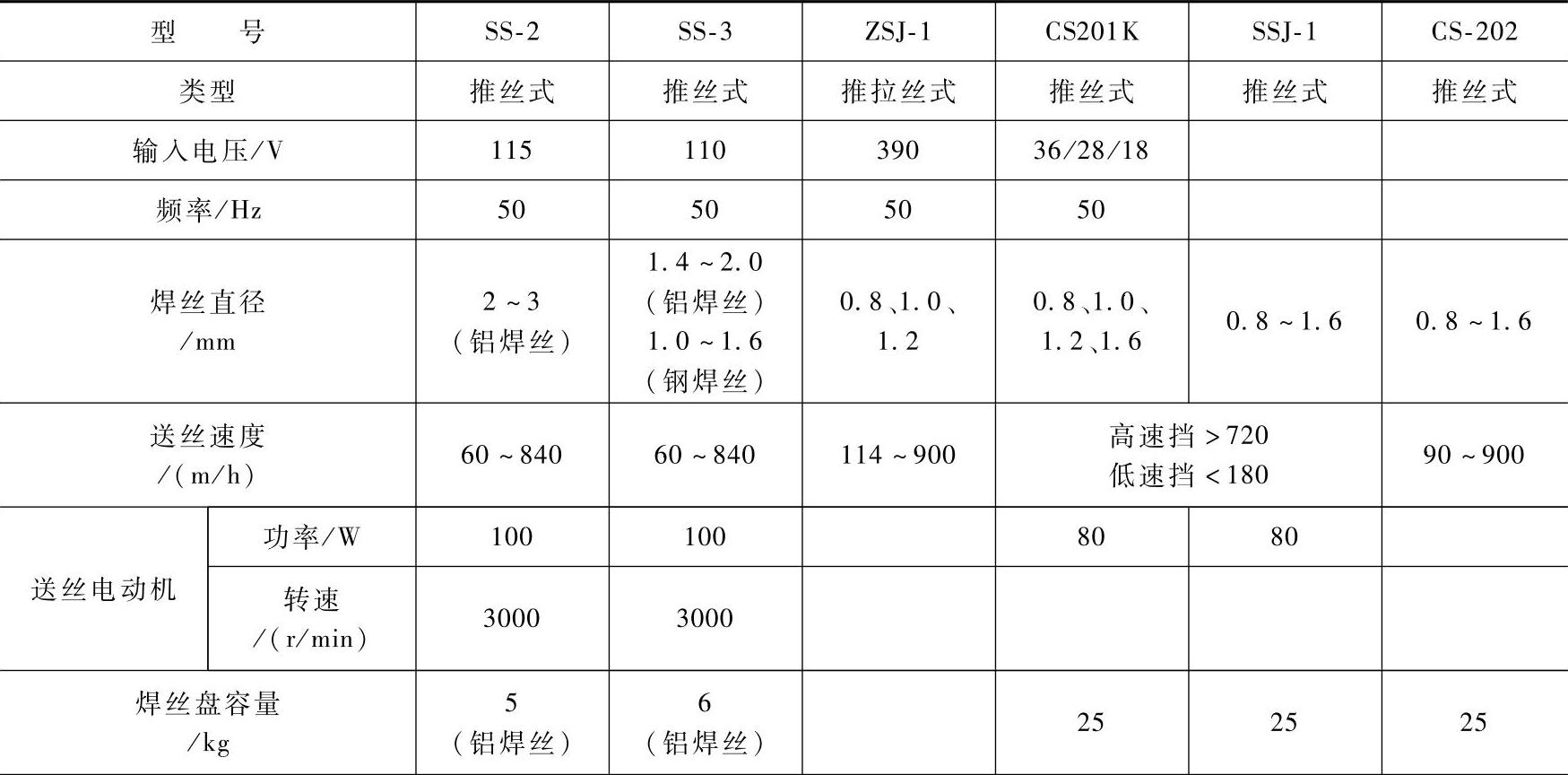
(续)
3.MIG焊焊机型号编制方法
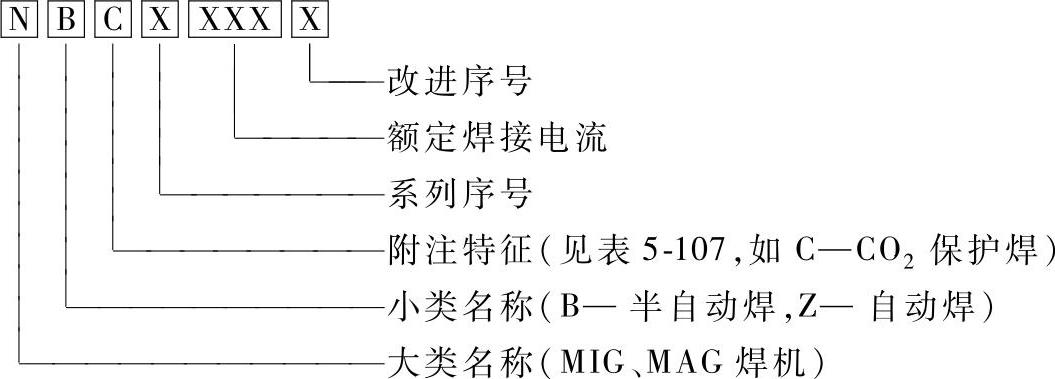
1)根据GB 10249—2010《电焊机型号编制方法》规定,熔化极气体保护焊机(包括CO2焊机与MIG/MAG焊机)型号表示方法如下:
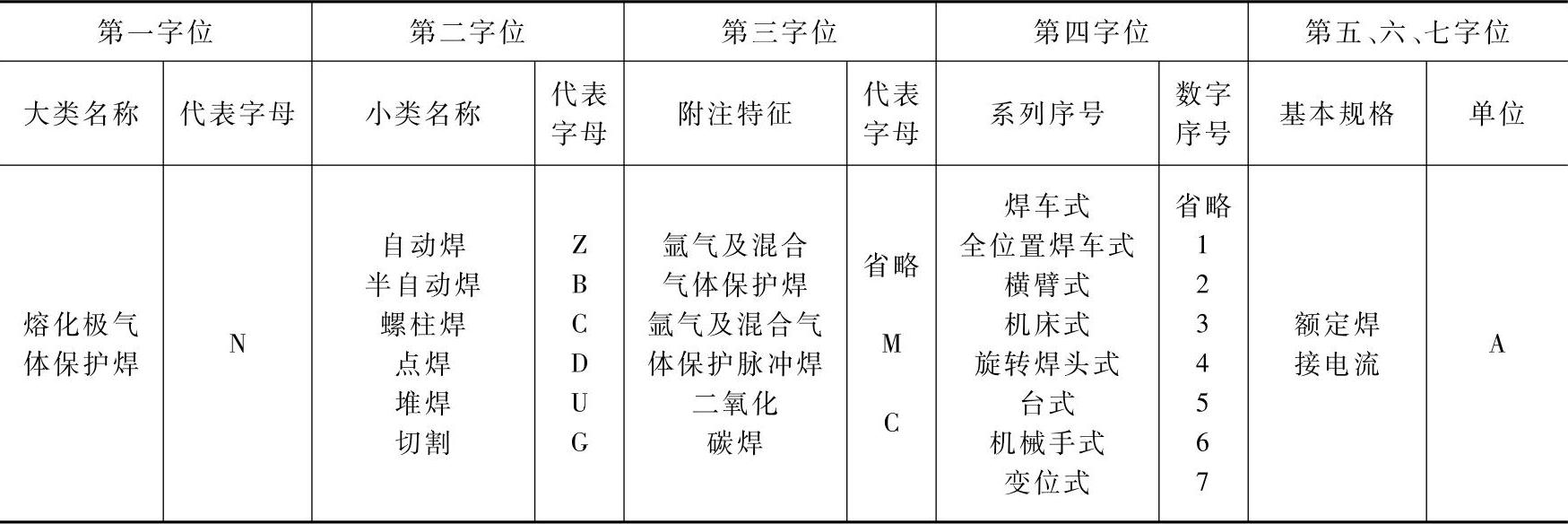
2)熔化极气体保护焊机型号代码见表5-107。
表5-107 熔化极气体保护焊机型号代码
4.熔化极氩弧焊常用焊机技术参数
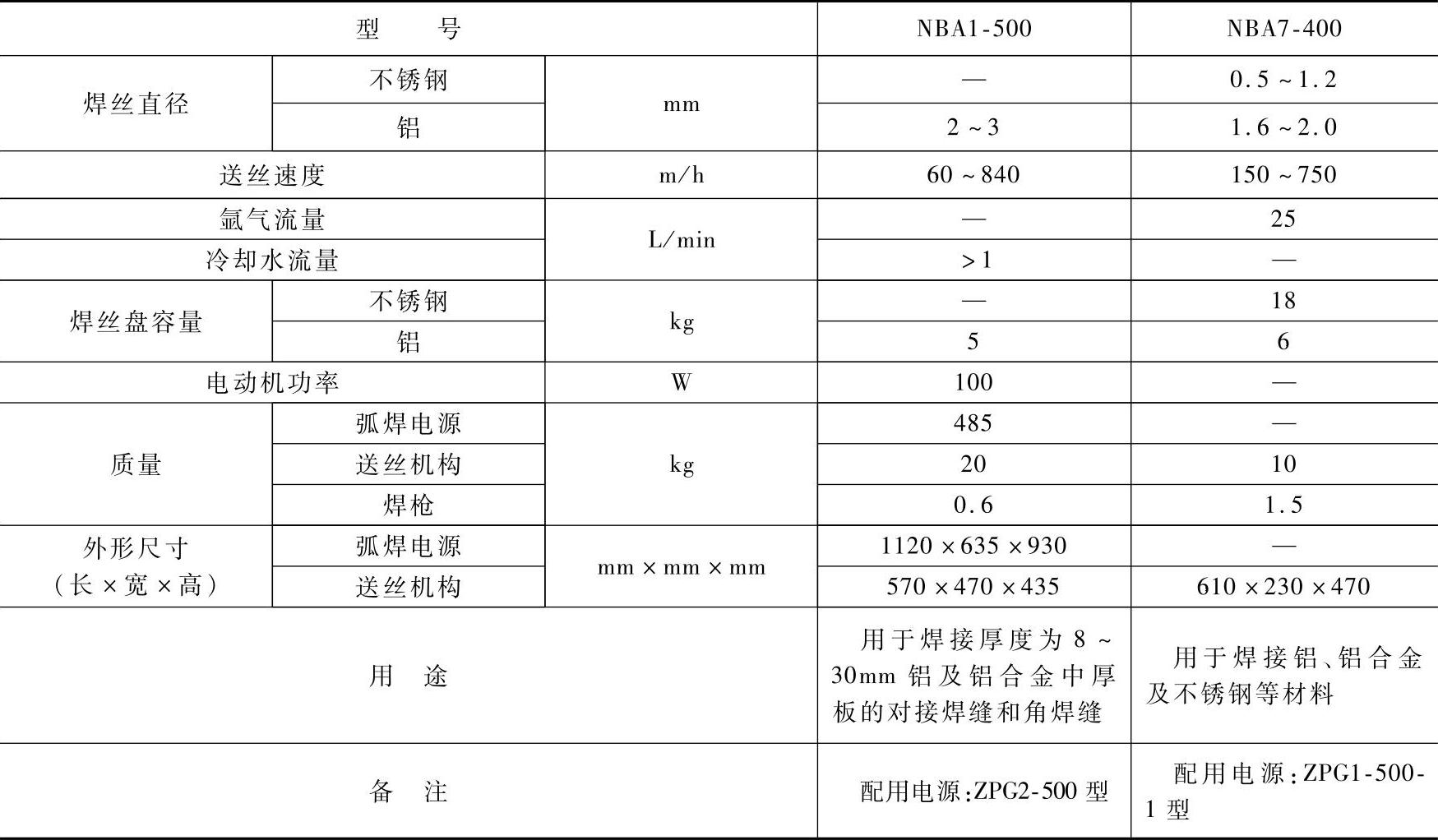
1)半自动熔化极氩弧焊焊机型号及技术参数见表5-108。
表5-108 半自动熔化极氩弧焊焊机型号及技术参数
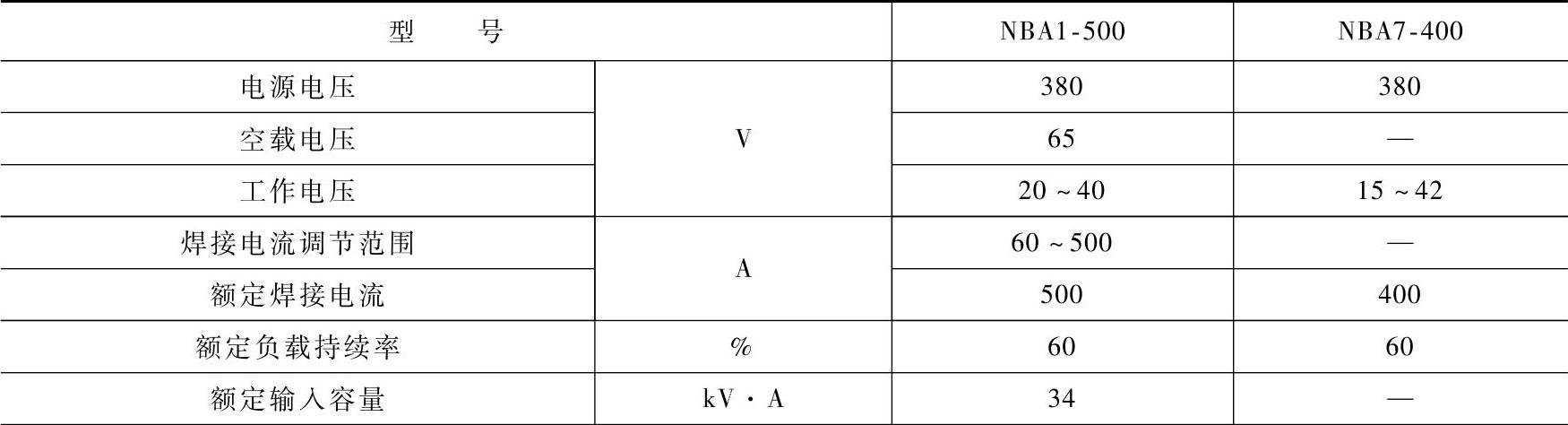
(续)
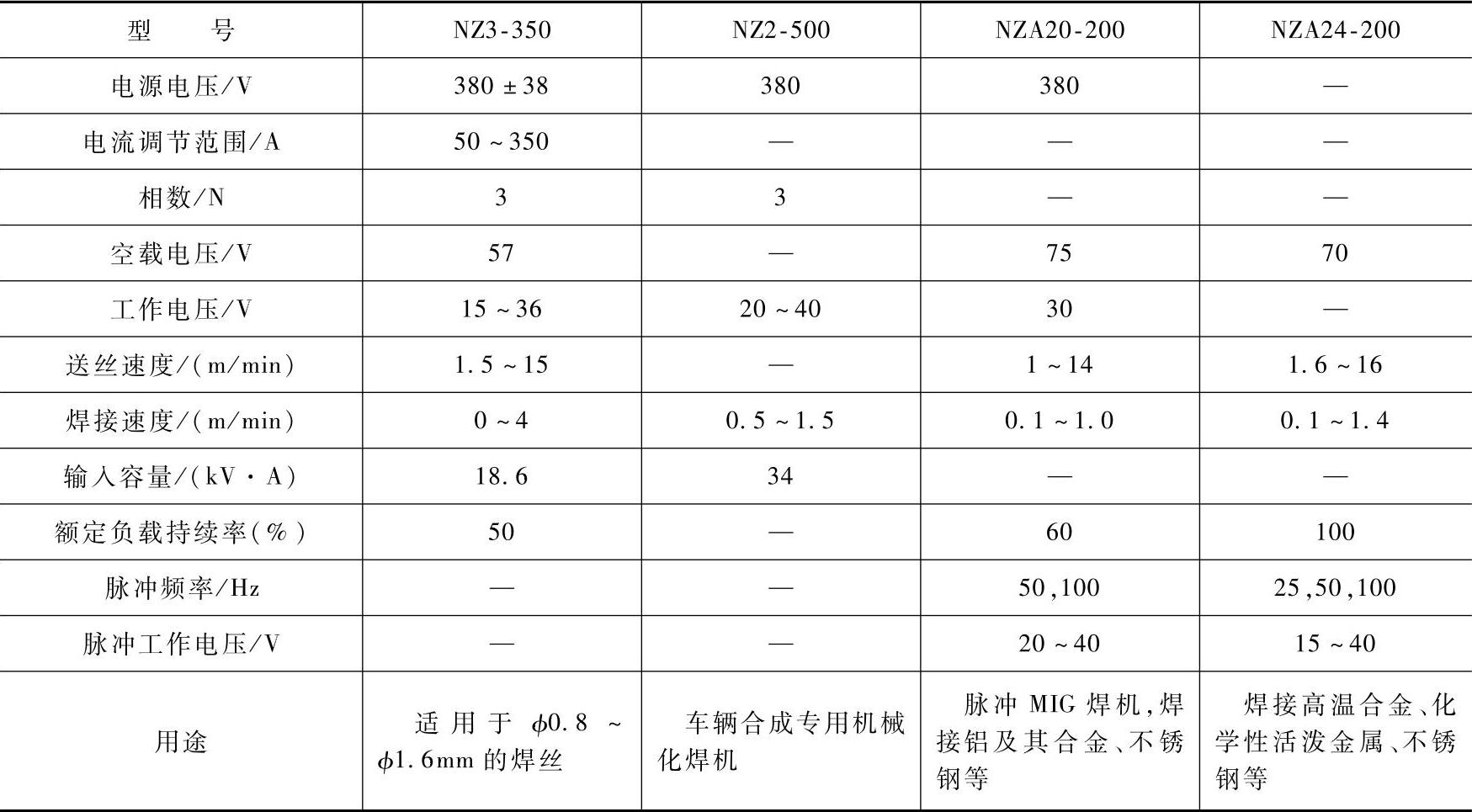
2)熔化极氩弧焊焊机型号及技术参数见表5-109。
表5-109 熔化极氩弧焊焊机型号及技术参数
3)NB-500型TIG/MIG半自动两用弧焊机的技术参数见表5-110。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。