



熔化极脉冲氩弧焊(简称CP-MIG焊)的焊接电流为脉冲电流。它与一般熔化极氩弧焊的主要区别是利用脉冲弧焊电源代替了一般弧焊电源。
1.CP-MIG焊特点
1)熔化极脉冲氩弧焊具有较宽的电流调节范围。熔化极脉冲氩弧焊的工作电流范围包括了从短路过渡到射流过渡所有的电流区域,既能焊接厚板,又能焊接薄板。特别是可以用粗丝焊薄板。脉冲氩弧焊焊接不同材料时出现射流过渡的最小电流值见表5-129。由表可以看出熔化极脉冲氩弧焊可在喷射过渡临界电流以下的较小平均电流时,得到相当稳定的焊接过程。
表5-129 脉冲氩弧焊射流过渡的最小电流值 (单位:A)
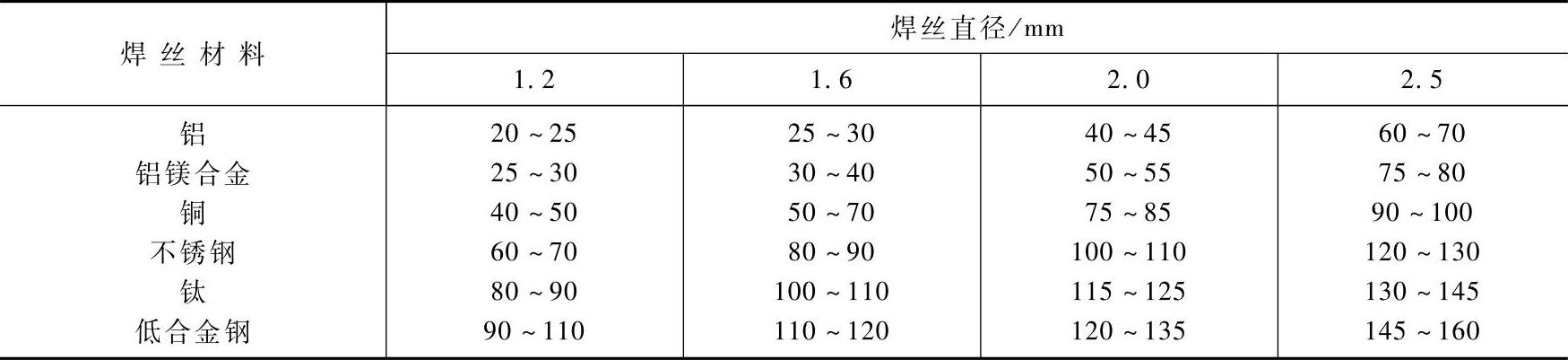
注:表中电流数值为总电流平均值。
2)采用脉冲电流可实现对电弧、熔滴过渡和熔池的控制,巨飞溅小,成形良好。
3)采用脉冲电流有利于实现全位置焊接。
4)采用脉冲电流可以有效控制热输入,改善接头性能,有助于消除焊接缺陷,提高焊缝质量。
2.熔化极脉冲氩弧焊的应用范围
焊接薄板工件可以获得满意的质量,可以实现单面焊双面成形和厚板的根部焊道,可以焊接热敏感性较强的材料,可以进行空间位置焊缝的焊接,可以成功地进行厚板窄间隙的焊接等。
3.熔化极脉冲氩弧焊设备
熔化极脉冲氩弧焊采用的脉冲电源主要有单相整流式脉冲弧焊电源、磁放大器式脉冲弧焊电源、晶闸式脉冲弧焊电源及IGBT逆变式脉冲弧焊电源等。利用IGBT电源时,基值电流及脉冲电流由一个电源提供,而利用前几种电源时,基值电流及脉冲电流分别由不同的电源提供,提供基值电流的电源被称为维弧电源,而提供脉冲电流的电源被称为脉冲电源。
根据操作方式不同,熔化极脉冲氩弧焊设备可分为半自动熔化极脉冲氩弧焊设备及自动化熔化极脉冲氩弧焊设备两类。
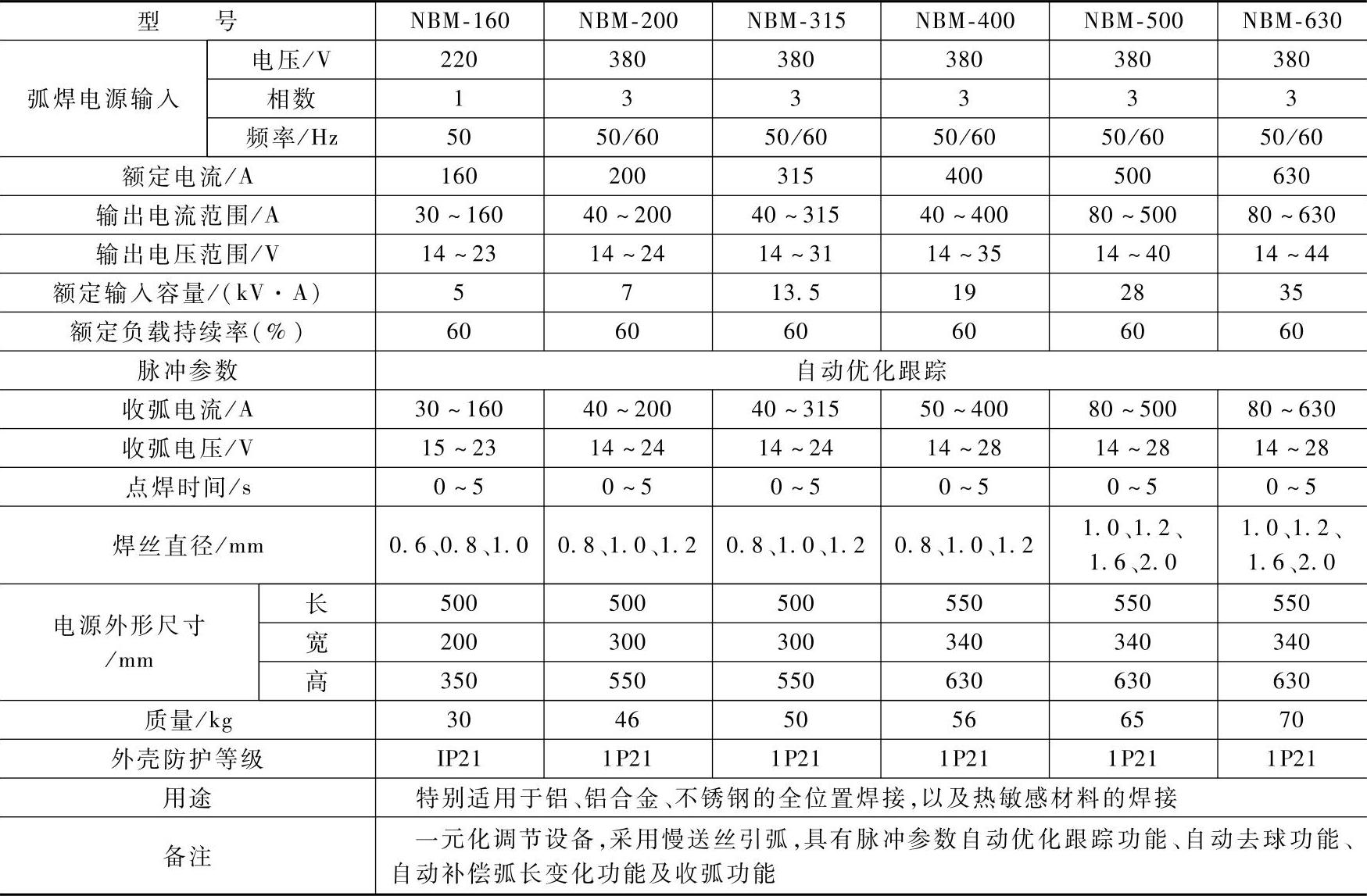
①国产半自动ICBT逆变熔化极脉冲氩弧焊设备的技术参数见表5-130。
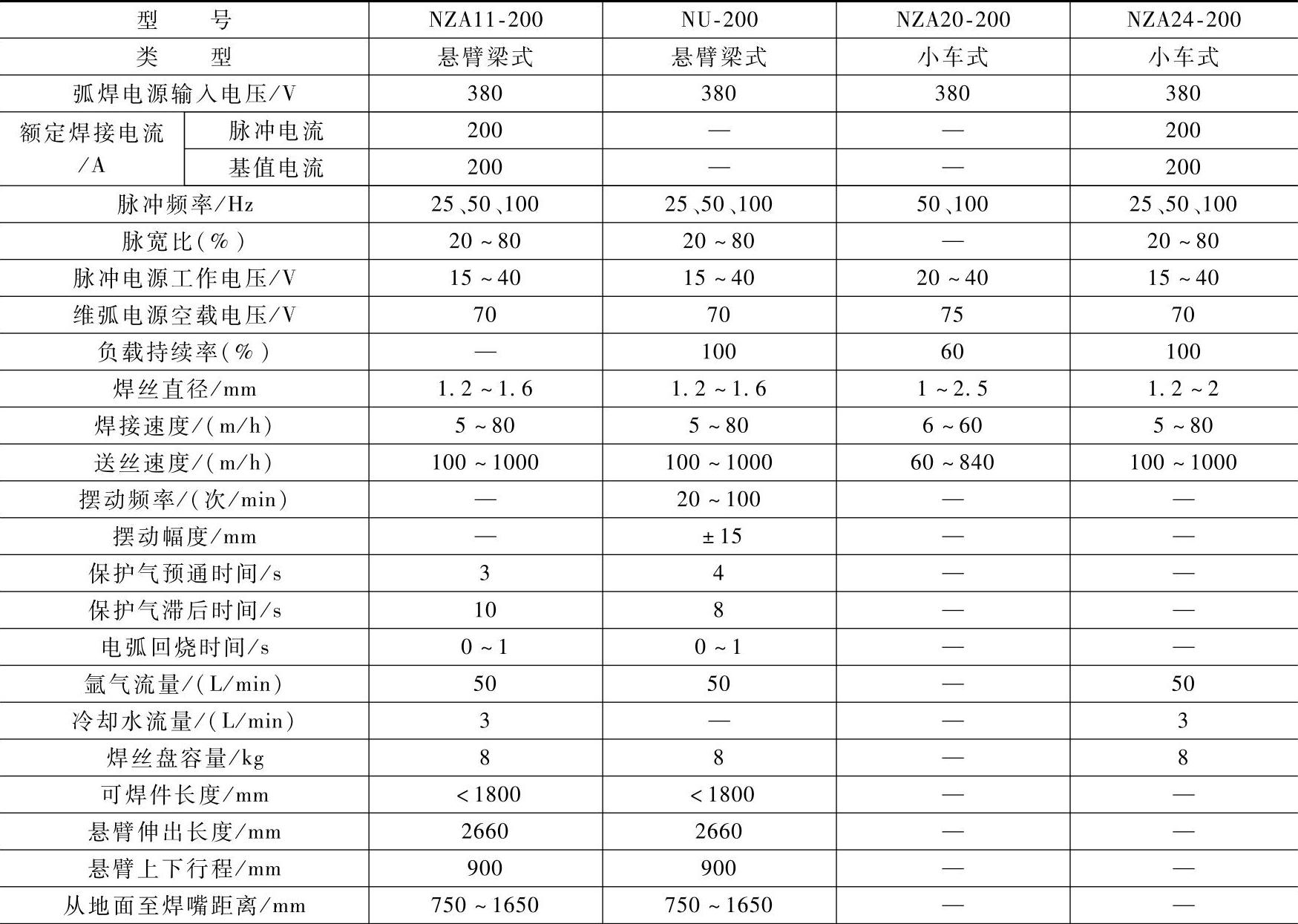
②自动熔化极脉冲氩弧焊设备的技术参术参数见表5-131。
表5-130 国产半自动IGBT逆变熔化极脉冲氩弧焊设备的技术参数
 (https://www.xing528.com)
(https://www.xing528.com)
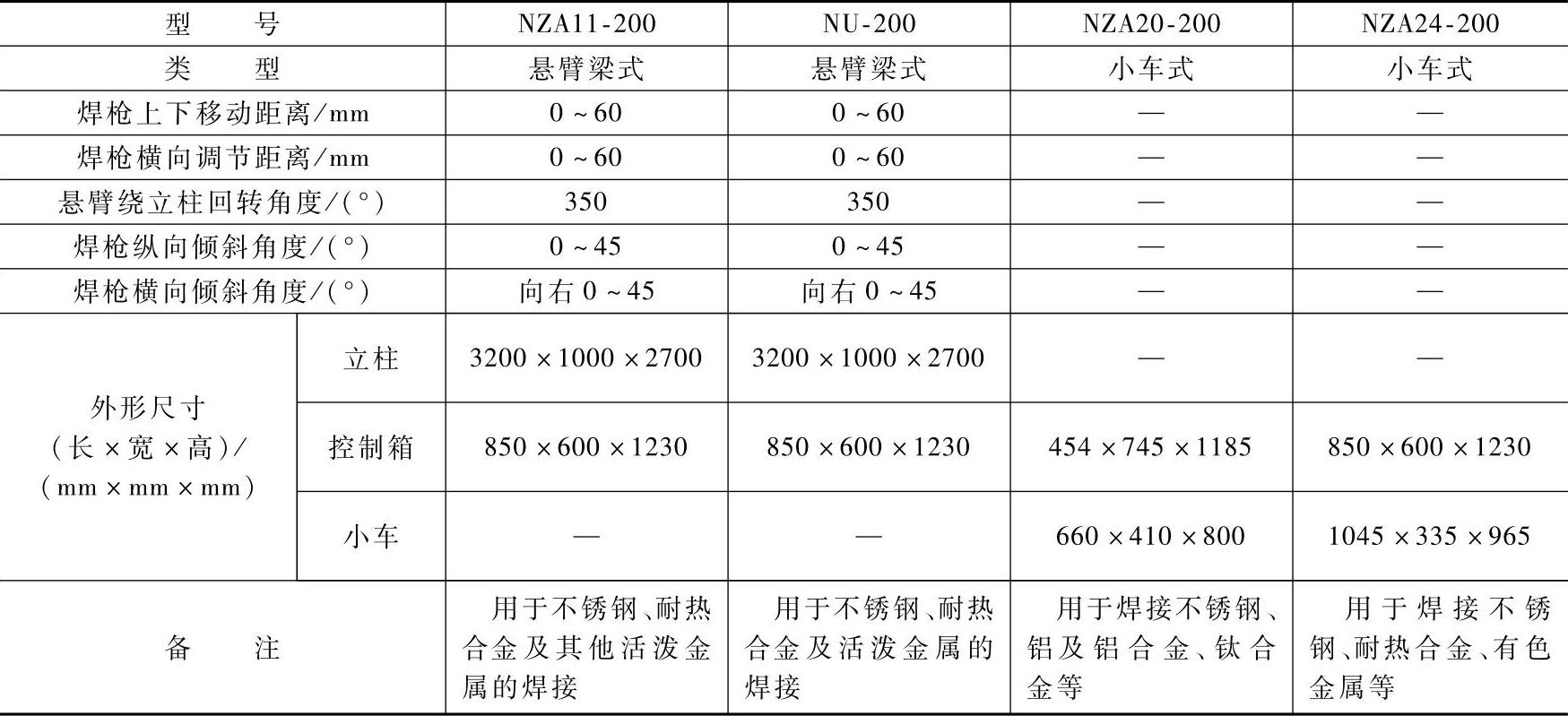
表5-131 自动熔化极脉冲氩弧焊设备的技术参数
(续)
4.熔化极脉冲氩弧焊焊接工艺
(1)熔化极脉冲氩弧焊的熔滴过渡 熔化极脉冲氩弧焊有三种过渡形式:一个脉冲过渡一滴(一脉一滴)、一个脉冲过渡多滴(一脉多滴)及多个脉冲过渡一滴(多脉一滴)。熔滴过渡方式主要决定于脉冲电流及脉冲持续时间,如图5-78所示。三种过渡方式中,一脉一滴的工艺性能最好,多脉一滴的工艺性能最差。然而,一脉一滴的工艺范围很窄,焊接过程中难以保证。因此,目前主要采用的是一脉多滴及一脉一滴的混合方式。
(2)焊接参数的选择 脉冲熔化极氩弧焊的主要焊接参数有基值电流Ib、脉冲电流IP、脉冲持续时间tP、脉冲间歇时间tb、脉冲周期T(T=tP+tb)、脉冲频率f(f=1/T)、脉冲幅比RA(RA=IP/Ib)、脉冲宽比率RW=[tP/(tb+tP)]100%及焊接速度ν。
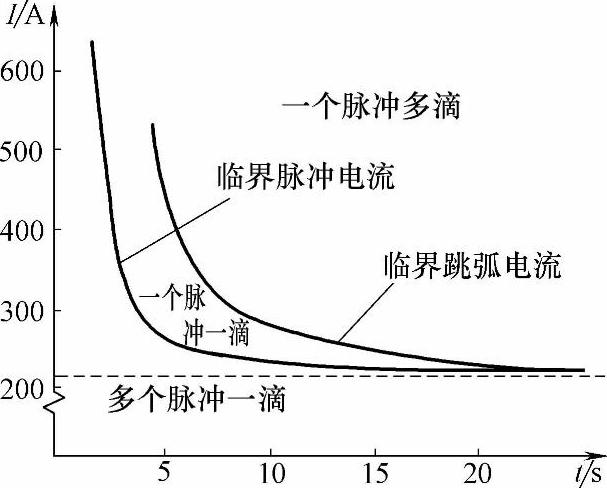
图5-78 熔滴过渡方式与脉冲电流及脉冲持续时间的关系
1)脉冲电流及脉冲持续时间。脉冲电流与脉冲持续时间决定了熔滴过渡方式,这两个参数要适当配合,使(IP,tb)点位于图5-78中的一脉一滴临界曲线之上。
脉冲电流还影响熔深,在平均电流一定的条件下,脉冲电流越大,熔深越大。选择脉冲熔化极氩弧焊参数时,应综合考虑母材类型、板厚、焊接位置及熔滴过渡要求,首先选择平均电流、脉冲电流及脉冲持续时间。
2)基值电流。基值电流的主要作用是维持电弧的稳定燃烧,同时预热焊丝及工件。在保证电弧稳定的条件下,尽量选择较低的基值电流,以突出脉冲熔化极氩弧焊的特点。
3)脉冲频率和脉冲宽比。脉冲频率主要根据焊接电源来确定,电流较大时,频率应较高,电流较小时,频率应低一些。送丝速度一定时,焊接厚板应选择较大的频率;焊接薄板时应选择较小的频率。频率过高会失去脉冲焊特点,频率过低则焊接过程不稳定。脉冲宽比(即通电持续时间与脉冲周期的百分比值)一般取25%~50%。全位置焊接、薄板及热敏感材料的焊接均应要求脉宽比小一些。
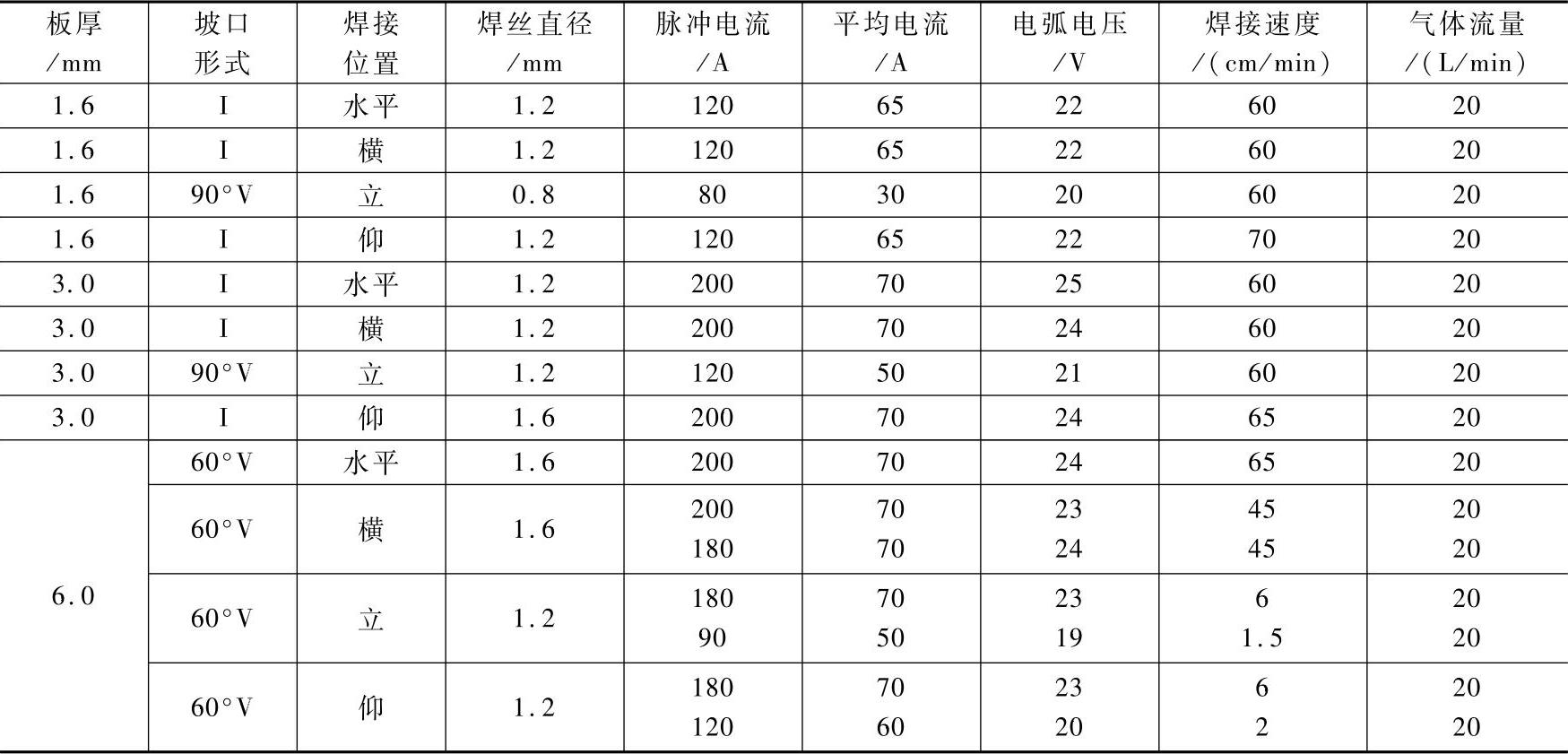
常用不锈钢熔化极脉冲氩弧焊焊接参数见表5-132。
表5-132 不锈钢熔化极脉冲氩弧焊焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。