



【摘要】:电弧螺柱焊焊接黑色金属时应采用直流正接,即工件接电源的正极,而焊接有色金属时应采用直流反接,即工件接电源的负极。5)电容放电螺柱焊时,螺柱焊接端应具有合适的形状和尺寸。
1.螺柱焊的质量控制
焊前应对所选的焊接工艺进行评定,按评定合格的焊接工艺进行施焊,具体操作可以通过下列方法加以控制:
1)要采用正确的电源极性。电弧螺柱焊焊接黑色金属时应采用直流正接,即工件接电源的正极,而焊接有色金属时应采用直流反接,即工件接电源的负极。用电容放电螺柱焊焊接黑色金属和镀锌或带有涂层的工件时应采用直流反接,而焊接有色金属时应采用直流正接。
2)螺柱焊接端表面及焊接处工件表面必须清理干净,如采用电容放电螺柱焊时工件表面的镀层或涂层不用清除。
3)正确选择焊接参数,如焊接电流、焊接时间、提离高度、瓷圈位置,以及螺柱伸出长度等。
4)螺柱轴线应与工件表面始终保持正确的角度,如把螺柱焊到平面上时螺柱轴线应垂直于平面,如把螺柱焊到曲面上时螺柱应垂直于该处的切线面。
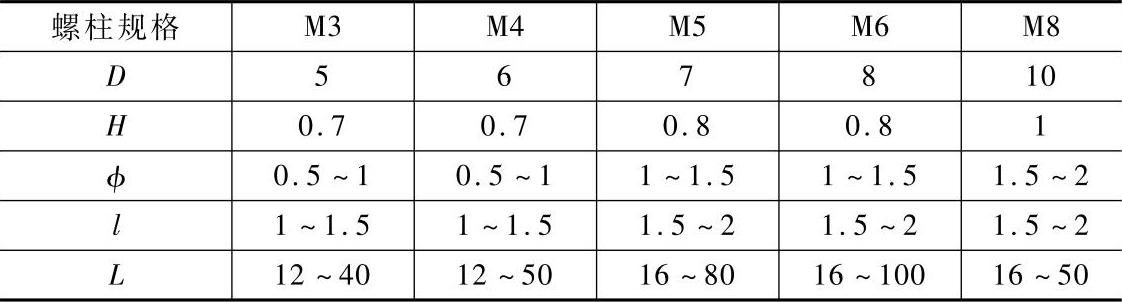
5)电容放电螺柱焊时,螺柱焊接端应具有合适的形状和尺寸。电容放电螺柱焊的螺柱尺寸见表5-208,形状如图5-161所示(以焊接端的凸端为圆柱形为例)。
表5-208 电容放电螺柱焊的螺柱尺寸 单位:mm
 (https://www.xing528.com)
(https://www.xing528.com)
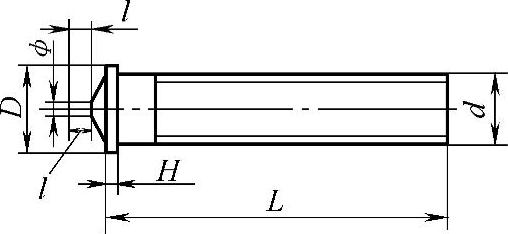
图5-161 电容放电螺柱焊螺柱形状
2.焊接缺陷及防止方法
(1)螺柱悬空、未插入熔池 调整和检查螺柱夹头与套圈夹头的同心度,并保证在焊接过程中能够自如移动。
(2)螺柱焊接端与工件间未熔合 增加电流或增大焊接时间给定值以及适当调整电弧长度,并检查所有焊接回路,保持良好接触。
(3)螺柱熔化量过多 热量过高,需降低焊接电流和缩短焊接时间。
(4)局部熔合 矫正焊枪工作位置,使其垂直于工件表面。电弧偏吹时应改变地线的接法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。