



在石油、化工和能源工业中,大量应用各种直径管线和筒体,这些管线和筒体基本上都是由焊接管节拼焊而成。由于需要量大,同时也为了确保焊接质量,减轻工人劳动强度,提高生产率,焊接管(筒)体一般都进行机械化和自动化生产。
这里介绍一条少品种成批生产的筒(管)体焊接生产线,其生产的筒(管)直径为400~1200mm,壁厚δ为6~14mm,筒(管)体长L≤13m,材料为低碳钢和低合金钢。通常是先把钢板卷圆并焊接内外纵缝使之成为焊接筒(管)节,然后再进行节与节之间内外环缝拼焊,使之成为所需长度的筒(管)体。具体工艺流程如下。
进厂钢板质量检查→钢板矫平→数控切割下料→筒节卷圆并定位焊→筒节内纵缝自动焊→筒节移位→筒节外纵缝自动焊→筒节移位→筒节焊缝质量检验→(返修)→筒体装配与定位焊(L≤13m)→筒体内环缝自动焊→筒体外环缝自动焊→筒体环缝质量检验→(返修)→装配与定位加强肋板→肋板自动焊接→总装→产品质量检验。
图8-20为该焊接生产线的平面布置,从图中看出,该焊接生产线主要由各种备料设备、内外纵缝和环缝焊接中心、无损检测中心等组成。生产过程全部设备配套,下料、成形装配、焊接和焊缝质量检验等均实现了集约化和机械化生产;生产线上各专项技术配套,内外纵缝的焊接中心和内外环缝的焊接中心均配备有焊接滚轮架和操作机。图8-21为筒节内、外纵缝焊接中心的示意图,图中示出了主要设备的配置和两中心间的物料传输,两者构成生产线中的一个部分。(https://www.xing528.com)
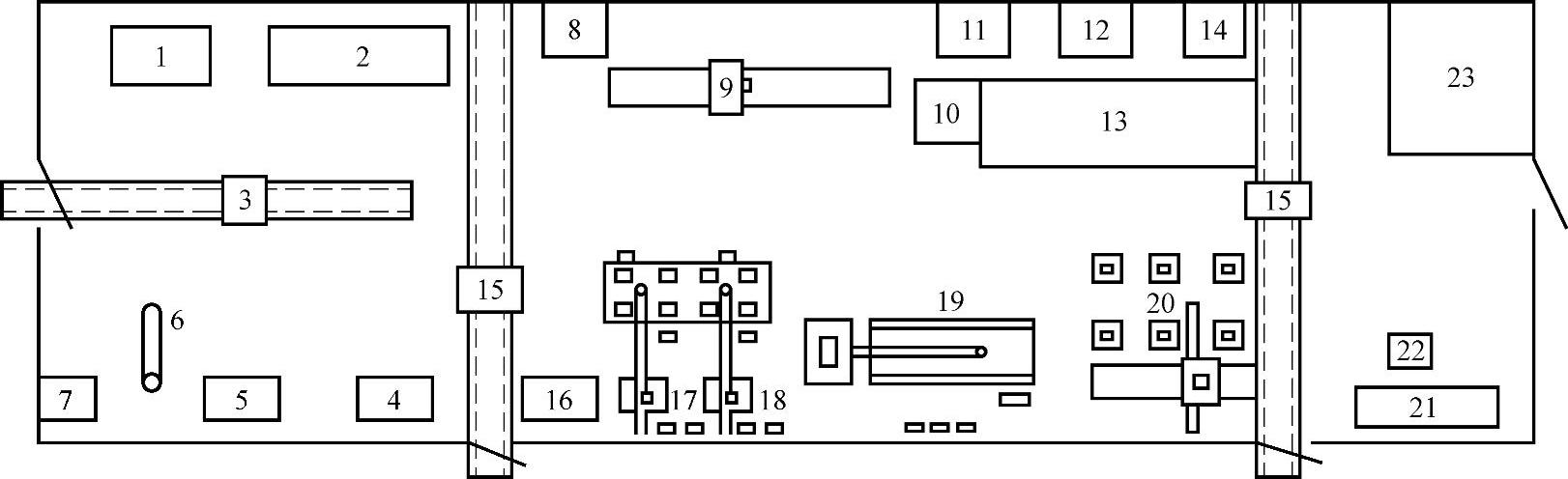
图8-20 中小直径筒(管)体焊接生产线平面布置
1—钢板矫平机 2—半自动切割下料区 3—进、出料车 4、5—剪板机 6—钻床 7—砂轮机 8—数控切割机控制间 9—数控切割机 10、16—卷板机 11—焊接电源 12—CO2焊接电源 13—装配工位 14—马鞍形切割机 15—进、出料车 17—内纵缝焊接中心 18—外纵缝焊接中心 19—筒体内环缝焊接中心 20—筒体外环缝焊接中心 21、22—筒(管)体加强肋装焊中心 23—筒(管)体工业电视无损检测中心
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。