



当构件承受局部载荷或经受不均匀加热时,都会在局部区域产生塑性应变,当局部载荷撤去以后或热源离去,构件温度恢复到原始的均匀状态时,由于在构件内部发生了不能恢复的塑性变形,因而产生了相应的内应力,该应力称为残余应力。构件中残留下来的变形称为残余变形。
1.焊接残余应力的分布
在厚度不大(δ<20mm)的焊接结构中,焊接残余应力基本是纵、横双向的,厚度方向的残余应力很小,可以忽略。只有在大厚度的焊接结构中,厚度方向的残余应力才有较高的数值。因此,这里将重点讨论焊接纵向残余应力和横向残余应力的分布情况。
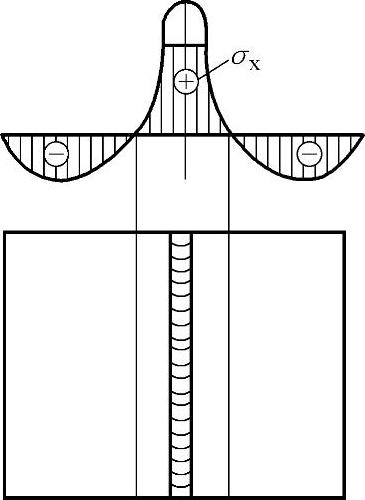
图9-2 对接接头纵向残余应力σx在焊件 横截面上的分布
(1)纵向残余应力σx的分布 作用方向平行于焊缝轴线的残余应力称为纵向残余应力。
在焊接结构中,焊缝及其附近区域的纵向残余应力为拉应力,一般可达到材料的屈服强度;稍离开焊缝区,拉应力急剧下降并转为压应力。宽度相等的两板对接时,其纵向残余应力在焊件横截面上的分布情况如图9-2所示。
图9-3所示为板边堆焊时,其纵向残余应力σx在焊缝横截面上的分布。两块不等宽度的板对接时,宽度相差越大,宽板中的应力分布越接近于板边堆焊时的情况。若两板宽度相差较小时,其应力分布近似于等宽板对接时的情况。
纵向残余应力在焊件纵截面上的分布规律如图9-4所示。在焊件纵截面端头,纵向应力为零,焊缝端部存在一个残余应力过渡区,焊缝中段是残余应力稳定区。当焊缝较短时,不存在稳定区,焊缝越短,σx越小。
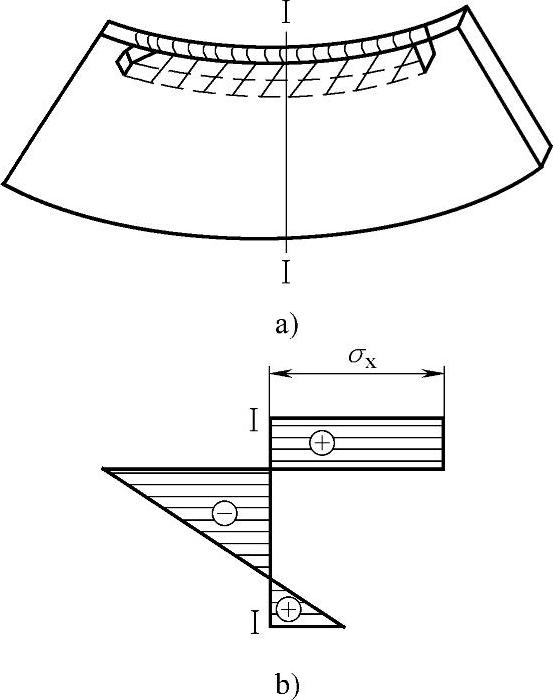
图9-3 板边堆焊时的残余应力与变形
T形接头纵向残余应力在焊缝横截面上的分布如图9-5所示,其应力分布主要与立板和水平板的尺寸有关。水平板厚度δ与立板高度h之比越小,立板中的纵向残余应力分布越相似于板边堆焊,如图9-5a所示;水平板厚度δ与立板高度h之比越大,T形接头中纵向残余应力分布越近似于等宽板对接焊时的情况,如图9-5b所示。
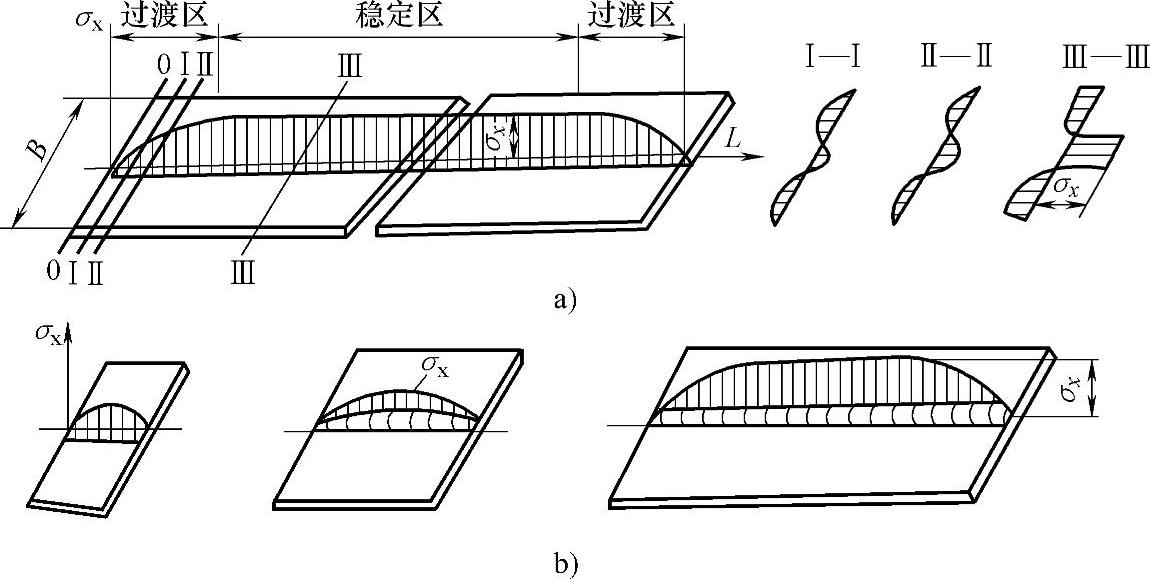
图9-4 焊缝中σx的分布
a)焊缝各截面中σx的分布 b)不同长度焊缝中σx的分布
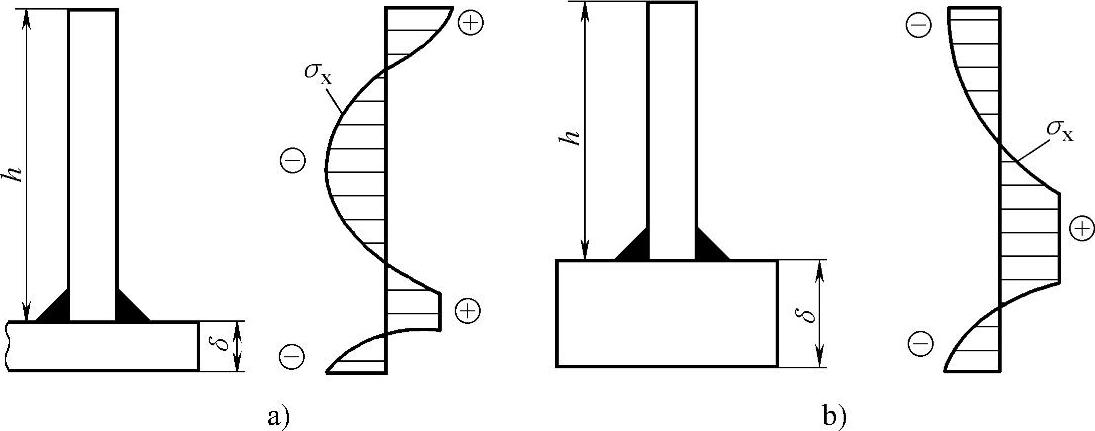
图9-5 T形接头σx在横截面上的分布
a)δ/h较小时 b)δ/h较大时
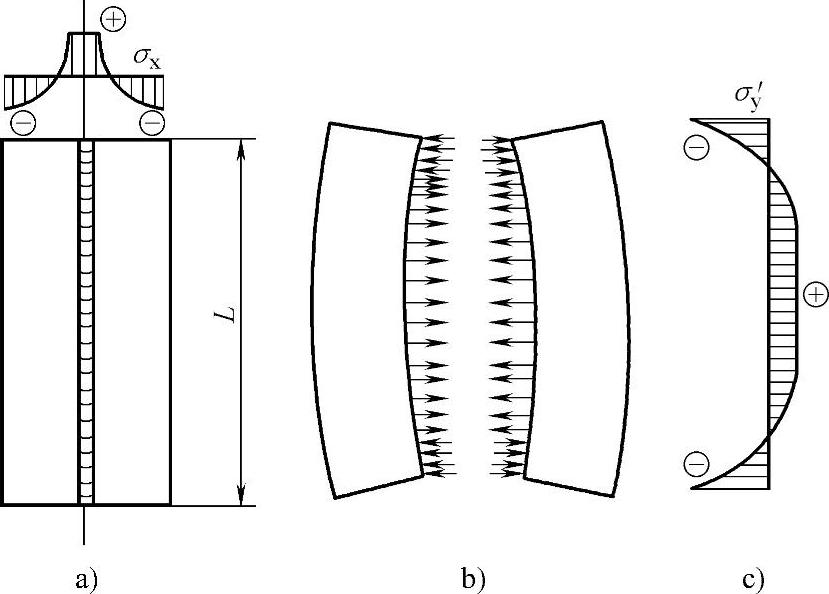
图9-6 纵向收缩引起的横向应力σy′的分布
(2)横向残余应力σy的分布 垂直于焊缝轴线的残余应力称为横向残余σ力。
横向残余应力σy的产生原因比较复杂,我们将其分成两个部分加以讨论:一部分是由焊缝及其附近塑性变形区的纵向收缩引起的横向应力,用σy′表示;另一部分是由焊缝及其塑性变形区的横向收缩的不均匀和不同时所引起的横向应力,用σy″表示。
1)纵向收缩引起的横向应力σy′。图9-6a所示是由两块平板σ对接而成的构件,如果假想沿焊缝中心将构件一分为二,即两块板条都相当于板边堆焊,将出现如图9-6b所示的弯曲变形,要使两板σ恢复到原来位置,必须在焊缝中部加上横向拉应力,在焊缝两端加上横向压应力。由此可以推断,焊缝及其附近塑性变形区的纵向收缩引起的横向应力如图9-6c所示,其两端为压应力,中间为拉应力。各种长度的平板条对接焊,其σy′的分布规律基本相同,但焊缝越长,中间部分的拉应力将有所降低,如图9-7所示。
2)横向收缩所引起的横向应残余力σy″。一条焊缝总有先焊和后焊之分,先焊的部分先冷却,后焊的部分后冷却。先冷却的部分又限制后冷却部分的横向收缩,这就引起了应力σy″。σy″的分布与焊接方向、分段方法及焊接顺序等有关。图9-8为焊接方向不同时σy″的分布。如果将一条焊缝分两段焊接,当从中间向两端焊时,中间部分先焊先收缩,两端部分后焊后收缩,则两端部分的横向收缩受到中间部分的限制,因此σy″的分布是中间部分为压应力,两端部分为拉应力,如图9-8a所示;相反,如果从两端向中间部分焊接时,中间部分为拉应力,两端部分为压应力,如图9-8b所示。
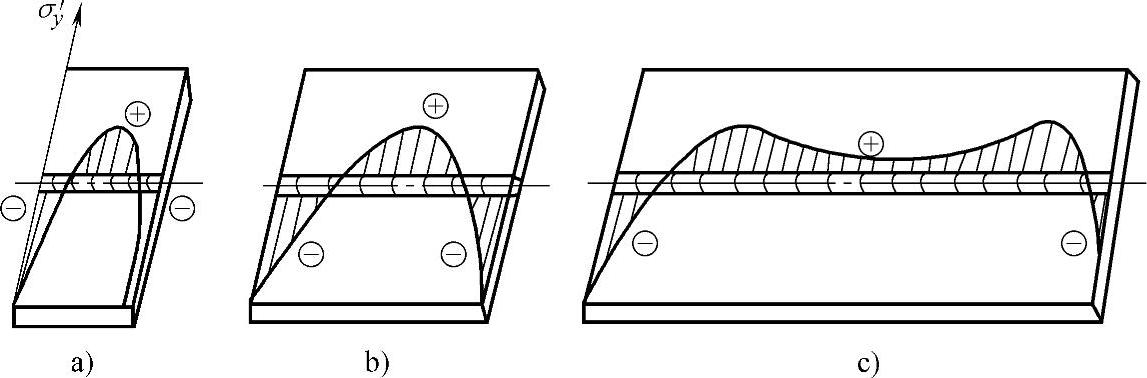
图9-7 不同长度平板对接焊时σy′的分布
a)短焊缝 b)中长焊缝 c)长焊缝
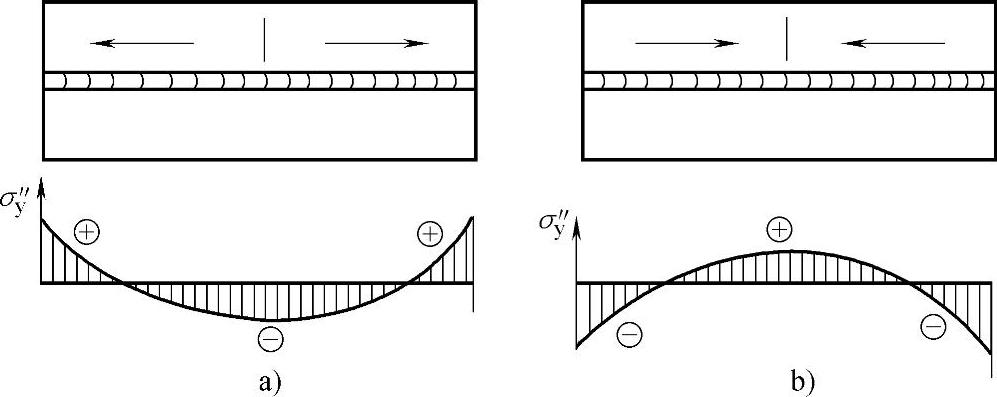
图9-8 不同方向焊接时σ″y的分布
总之,横向残余应力的两个组成部分σy′、σy″同时存在,焊件中的横向应力σy是由σy′、σy″合成的,但它的大小要受σs的限制。
(3)特殊情况下的残余应力分布
1)厚板中的残余应力。厚板结构中除了存在纵向残余应力和横向残余应力之外,还存在着较大的厚度方向残余应力σz。研究表明,这三个方向的残余应力在焊件厚度方向的分布极不均匀。其分布规律,对于不同的焊接工艺方法有较大的差异。
一般来说,板厚增加时残余应力峰值也增加,但板厚达到数十毫米后,板厚对残余应力峰值的影响就不明显了。
低碳钢多层焊接时,沿焊件厚度方向上,σx和σy的分布通常是在焊件表面出现数值较高的拉应力,而在焊件中心拉应力数值较低。σz的分布无规律性,可能为拉应力,也可能为压应力。如图9-9所示为厚板V形坡口对接接头多层多道焊时,焊接残余应力的分布情况。
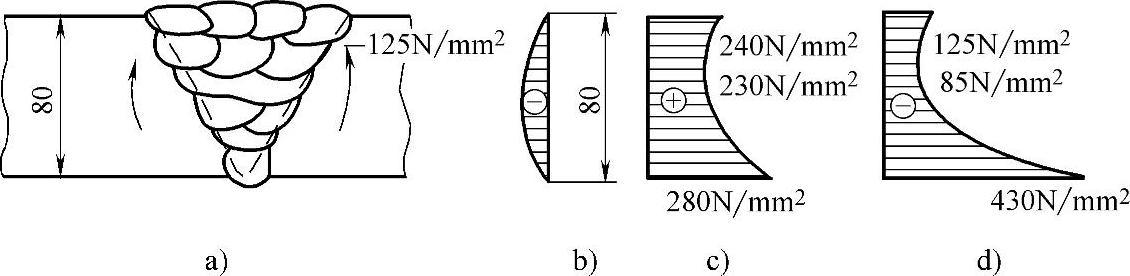
图9-9 厚板多层焊缝中的残余应力分布
a)接头 b)σz在厚度上的分布 c)σx在厚度上的分布 d)σy在厚度上的分布
2)焊接梁柱中的残余应力。图9-10所示是T形梁、工宇梁和箱形梁纵向残余应力的分布情况。对于此类结构可以将其腹板和翼板分别看作板边堆焊或中心堆焊加以分析,一般情况下焊缝及其附近区域中总是存在有较高的纵向拉应力,而在腹板的中部则会产生纵向压应力。
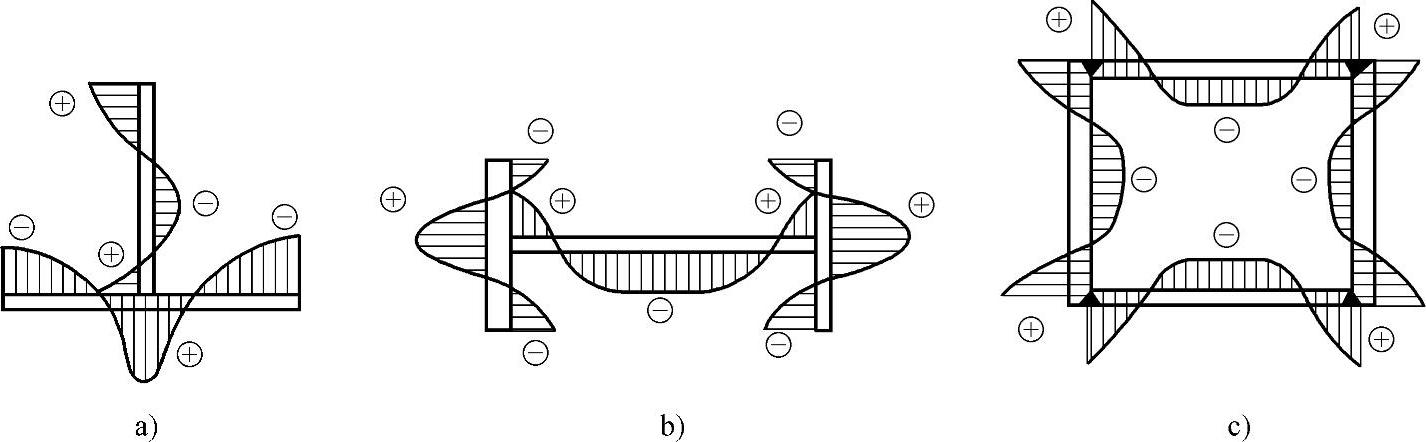
图9-10 焊接梁柱的纵向残余应力分布
a)焊接T形梁的残余应力 b)焊接工宇梁的残余应力 c)焊接箱形梁的残余应力
3)环形焊缝中的残余应力。管道对接时,焊接残余应力的分布比较复杂,当管径和壁厚之比较大时,环形焊缝中的应力分布与平板对接相类似,如图9-11所示,但焊接残余应力的峰值比平板对接焊要小。(https://www.xing528.com)
4)拘束状态下焊接的残余应力。实际构件多数情况下都是在受拘束的状态下进行焊接的,这与在自由状态下进行焊接有很大不同。构件内应力的分布与拘束条件有密切关系。这里举一个简单的例子加以说明。图9-12为一金属框架,如果在中心构件上焊一条对接焊缝(见图9-12a),则焊缝的横向收缩受到框架的限制,在框架的中心部分引起拉应力σt。这部分应力并不在中间杆件内平衡,而是在整个框架上平衡,该应力称为反作用内应力。此外,这条焊缝还会引起与自由状态下焊接相似的横向内应力σy反作用内应力σf与σy相叠加形成一个以拉应力为主的横向应力场。如果在中间构件上焊接一条纵向焊缝(见图9-12b),则由于焊缝的纵向收缩受到限制,将产生纵向反作用内应力σf。与此同时,焊缝还引起纵向内应力σx,最终的纵向内应力将是两者的叠加。当然叠加后的最大值应该小于材料的屈服强度,否则,应力场将自行调整。
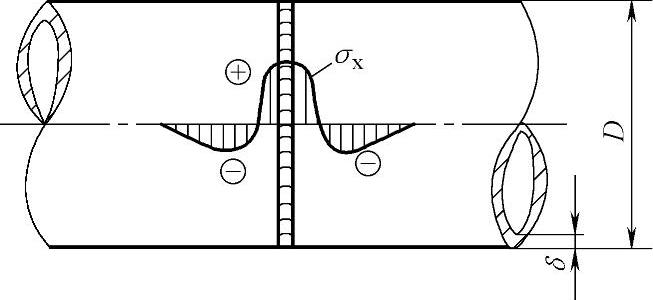
图9-11 圆筒环缝残余应力分布
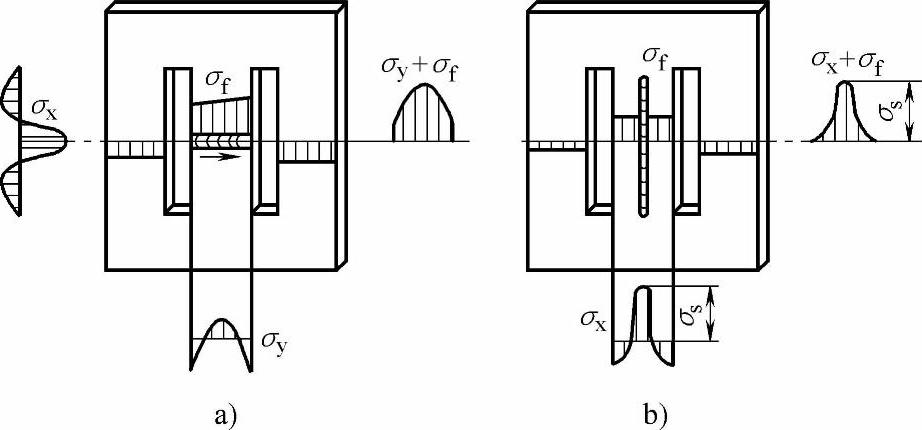
图9-12 拘束条件下焊接的内应力
a)对接焊缝中的横向应力 b)纵向焊缝中的纵向应力
5)封闭焊缝的残余应力。封闭焊缝是指焊道构成封闭回路的焊缝。在容器、船舶等板壳结构中经常会遇到这类焊缝,如接管、法兰、入孔、镶块等焊缝。图9-13给出了几种典型的容器接管焊缝示意图。
封闭焊缝是在较大拘束下焊接的,内应力都较大。其大小与焊件和镶入体本身的刚度有关,刚度越大,内应力也越大。图9-14为圆盘中焊入镶块后的残余应力分布,纵向应力(对环焊缝为切向应力)σt在焊缝附近为拉应力,最高可达屈服强度,由焊缝向外侧逐渐下降为压应力。焊缝向中心拉应力逐渐下降并趋为均匀值;横向应力(即径向应力)σr为拉应力。在镶块中部有一个均匀双轴拉应力场,巨切向应力和径向应力相等。镶块直径d相对于圆盘外径D越小,拘束度越大,镶块中的内应力也越大。
塞焊、电铆焊和点焊的残余内应力的分布与镶块直径很小时(见图9-14b)相似。接管因本身的刚度较小,其内应力一般比镶块的小。
6)相变应力。当金属发生相变时,其比容将发生突变,这是由于不同的组织具有不同的密度和不同的晶格类型,因而具有不同的比容。例如对于碳钢,当奥氏体转变为铁素体或马氏体时,其比容将由0.123~0.125增加到0.127~0.131。发生反方向相变时,比容将减小相应的数值。如果相变温度高于金属的塑性温度TP(材料屈服强度为零时温度),则由于材料处于完全塑性状态,比容的变化完全转化为材料的塑性变形,因此,不会影响焊后的残余应力分布。
对于低碳钢,在受热升温过程中会发生铁素体向奥氏体的转变,相变的初始温度为Ac1,终了温度为Ac3。冷却时反向转变的温度稍低,分别为Ar1和Ar3(见图9-15a)。在一般的焊接冷却速度下,其正反向相变温度均高于600℃(低碳钢的塑性温度TP),因而其相变对低碳钢的焊接残余应力没有影响。
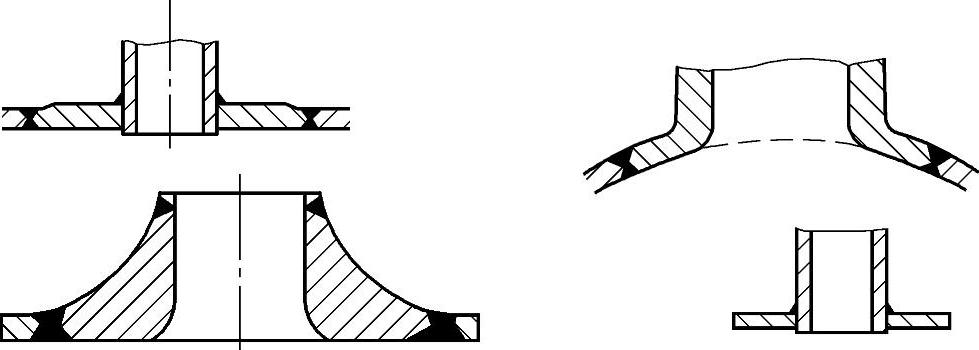
图9-13 容器接管焊缝
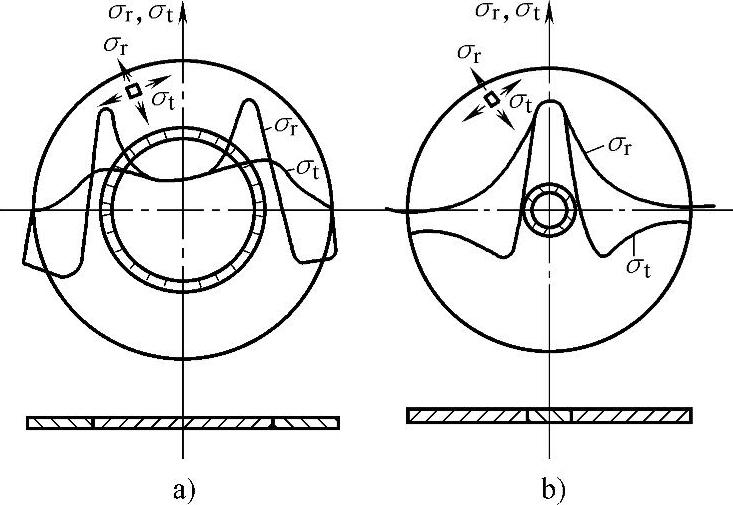
图9-14 圆盘镶块封闭焊缝引起的内应力
a)大镶块 b)小镶块
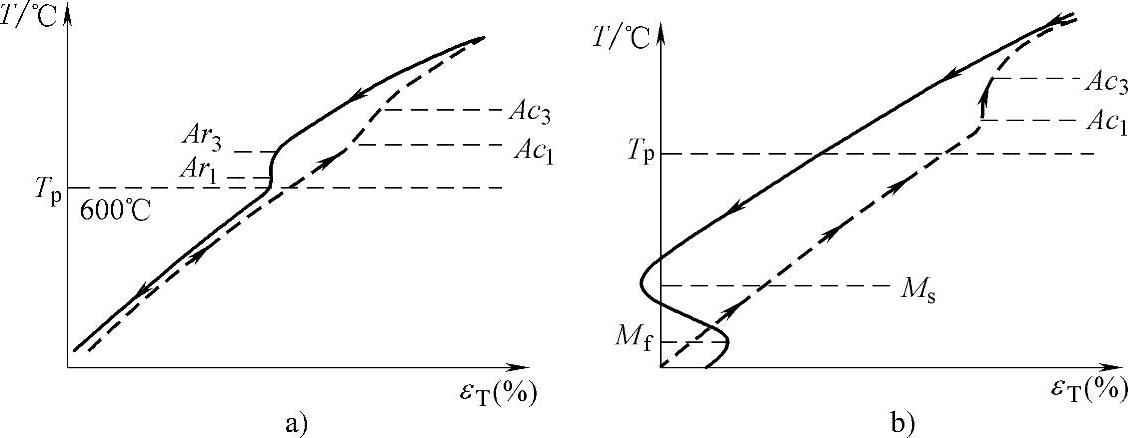
图9-15 钢材加热和冷却时的膨胀和收缩曲线
a)相变温度高于塑性温度 b)相变温度低于塑性温度
对于一些碳含量或合金元素含量较高的高强钢,加热时,其相变温度Ac1和Ac3仍高于TP;但冷却时其奥氏体转变温度降低,并可能转变为马氏体,而马氏体转变温度Ms远低于TP(见图9-16b)。在这种情况下,由于奥氏体向马氏体转变使比容增大,不但可以抵消部分焊接时的压缩塑性变形,减小残余拉应力,而巨可能出现较大的焊接残余压应力。
当焊接奥氏体转变温度低于TP的板材时,在塑性变形区(bs)内的金属产生压缩塑性变形,造成焊缝中心受拉伸、板边受压缩的纵向残余应力σx。如果焊缝金属为不产生相变奥氏体钢,则热循环最高温度高于Ac3的近缝区(bm)内的金属在冷却时,体积鼓胀,在该区域内产生压应力。而焊缝金属为奥氏体,以及板材两侧温度低于Ac1的部分均未发生相变,因而承受拉应力。这种由于相变而产生的应力称为相变应力。纵向相变应力σmx的分布如图9-16a所示。而焊缝最终的纵向残余应力分布应为σx与σmx之和(见图9-16a)。如果焊接材料为与母材同材质的材料,冷却时焊缝金属和近缝区bm一样发生相变,则其纵向相变应力σmx和最终的纵向残余应力σx+σmx如图9-16b所示。
在bm区内,相变所产生的局部纵向膨胀,不但会引起纵向相变应力σmx,而巨也可以引起横向相变应力σmy,如果沿相变区bm的中心线将板截开,则相变区的纵向膨胀将使截下部分向内弯曲,为了保持平直,两个端部将出现拉应力,中部将出现压应力,见图9-17a。同样相变区bm在厚度方向的膨胀也将产生厚度方向的相变应力σmz。σmz也将引起横向相变应力σmy,其在平板表面为拉应力,在板厚中间为压应力,如图9-17b所示。
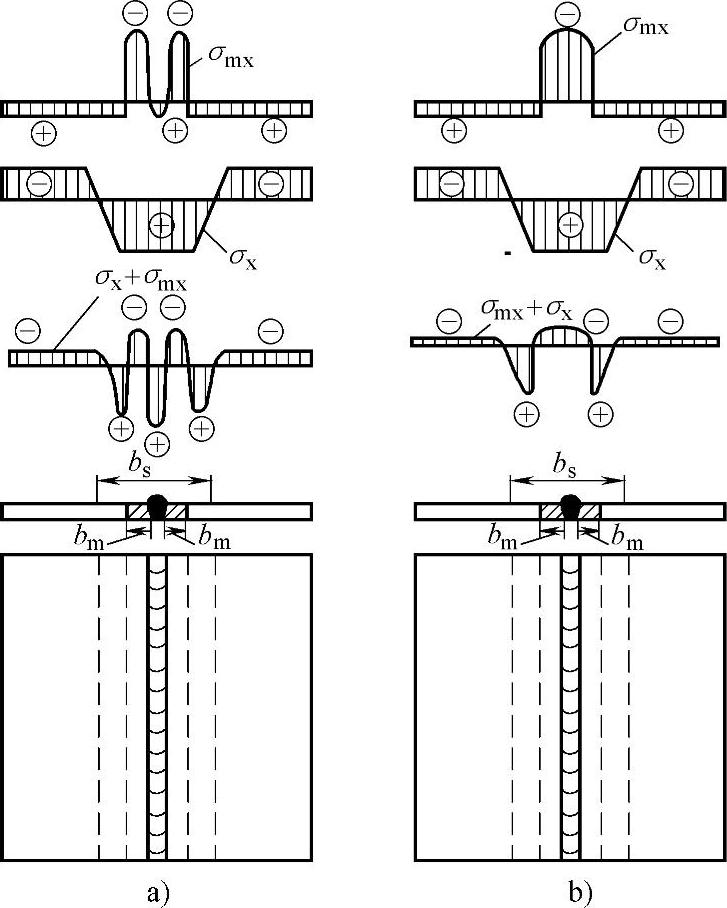
图9-16 高强钢焊接相变应力对纵向残余应力分布的影响
a)焊缝金属为奥氏体钢 b)焊缝成分与母材相近
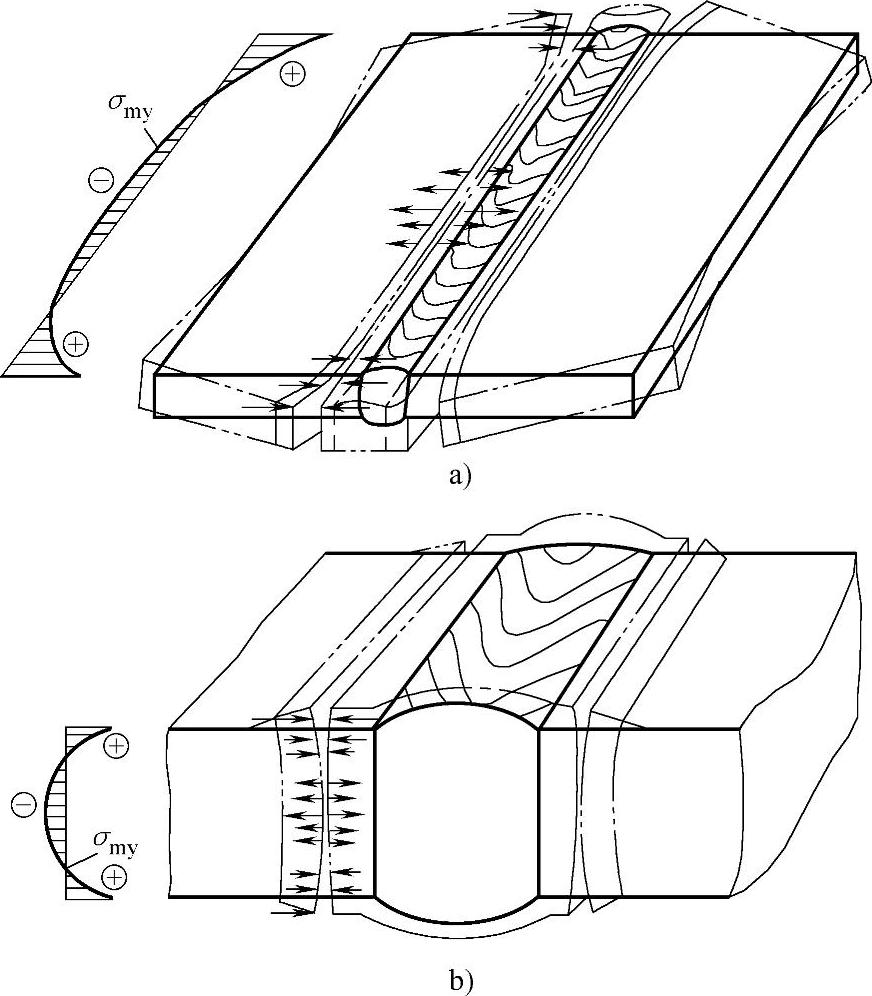
图9-17 横向相变应力σmx的分布
a)由σmx引起的σmy沿纵向的分布 b)由σmz引起的σmy在厚度上的分布
从上述分析可以看出,相变不但在bm区产生拉应力σmx和σmz,而巨可以引起拉应力σmy。相变应力的数值可以相当大,这种拉伸应力是产生冷裂纹的原因之一。
2.焊接残余应力的影响
(1)对静载强度的影响 当材质的塑性和韧性较差,处于脆性状态,则拉伸应力与外载叠加可能使局部应力首先达到断裂强度,导致结构早期破坏。
(2)对结构刚度的影响 当外载产生的应力σ与结构中某局部的内应力之和达到屈服强度时,就使这一区域丧失了进一步承受外载的能力,造成结构的有效截面积减小,结构刚度也随之降低,使结构的稳定性受到破坏。
(3)对疲劳强度的影响 光滑试样受“无数次”应力循环而不发生破坏时的最大应力值,称为材料的疲劳强度。构件上拉残余应力对疲劳强度有不利影响,它会降低构件的疲劳强度。构件上拉残余应力对疲劳强度有不利影响,它会降低杆件的疲劳强度,而压残余应力则对疲劳强度起有利的影响,它能提高疲劳强度。
焊接残余应力在构件内是拉应力与压应力同时并存,如果用热处理消除应力,则在消除了拉应力的不利影响的同时,也消除了压应力的有利影响。因此,最好的做法是对焊接残余应力场进行调整和控制,使构件表面或危险部件(如应力集中点)处在压残余应力状态,这样就能提高构件的疲劳强度。
(4)对受压杆件稳定性的影响 当外载引起的压应力与内应力中的压应力叠加之和达到屈服强度σs,则这部分截面就丧失了进一步承受外载的能力,于是削弱了杆件的有效截面,使压杆的失稳临界应力σer下降,对压杆稳定性有不利的影响。
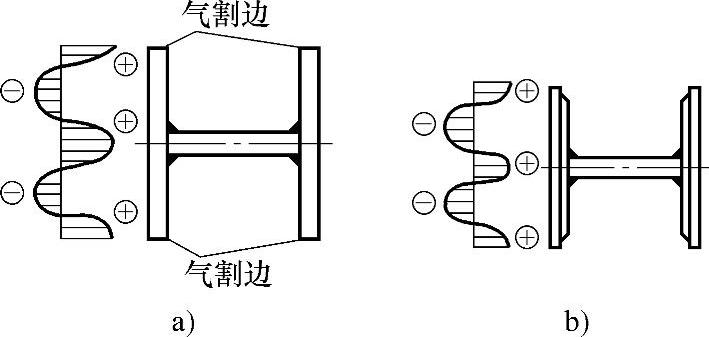
图9-18 带气割边及带盖板的焊接杆件的内应力
压杆内应力对稳定性影响的大小与压杆的截面形状和内应力分布有关,若能使有效截面远离压杆的中性轴,如图9-18所示的H形焊接柱,可以改善其稳定性。图9-18a是用气割翼板外边缘,图9-18b是翼板上加盖板在边缘进行焊接,均使边缘存在较大拉内应力。这样的结构其失稳临界的应力σer比一般的焊接H形焊接柱高。
(5)对加工精度和尺寸稳定的影响 构件中存在的残余应力,在机械加工和使用过程中,由于内应力发生了变化,而可能引起结构的几何形状或尺寸改变,从而影响加工精度和工件的工作效能。某些有时效作用的材料,其内应力随时间延续而发生变化,将使结构尺寸失去稳定性。
(6)对应力腐蚀开裂的影响 金属受到内外拉应力和特定腐蚀介质的共同作用后出现的脆性断裂,称为应力腐蚀开裂。在腐蚀介质中工作的结构,在拉伸应力区会加速腐蚀而引起应力腐蚀的低应力脆断。在高温工作的焊接结构(如高温容器),残余应力又会起加速蠕变的作用。应力腐蚀开裂所需的时间与应力大小有关。拉应力越大,应力腐蚀开裂的时间越短。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。