



BEIJING-FANUC 0i—D/0i Mate—D系统和0i—C/0i Mate—C系统相同,由于I/O点、手轮脉冲信号都连在I/O Link总线上,在PMC梯形图编辑之前都要进行I/O模块的设置(地址分配),同时也要考虑到手轮的连接位置。0i—D可选择的I/O模块有很多种,但是分配原则都是一样的。下面就几种典型的I/O模块(如0i用I/O单元A)和机床面板的分配进行说明。0i用I/O单元A是一个具有96个输入点、64个输出点的I/O模块,其上带有手轮接口。此手轮接口是否使用涉及到分配模块的大小问题,在下面具体分配时说明。
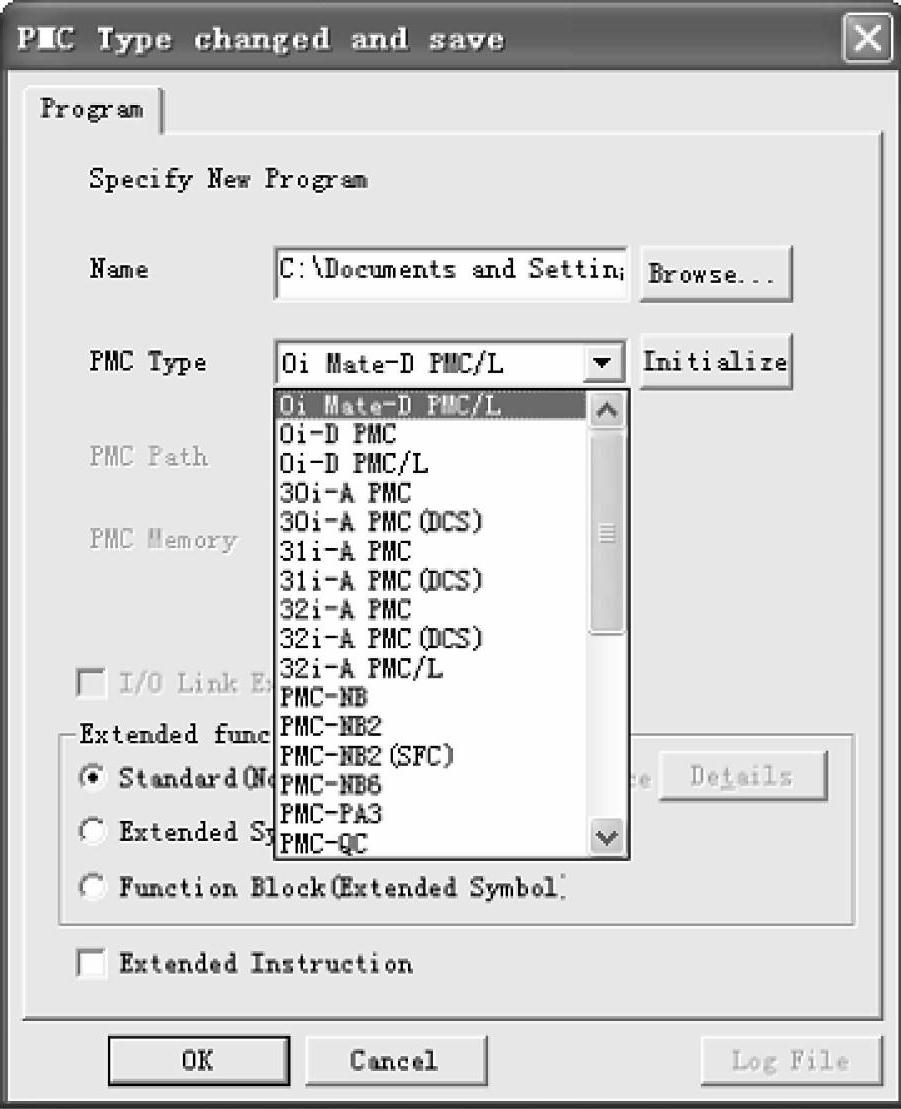
图1-34 PMC类型转换界面
1.0i—C系统的I/O配置
如图1-35所示,由于0i—C本身带有专用I/O单元,该I/O单元表面上看起来与0i—B系统的内置I/O卡相似,都是具有96个输入点和64个输出点,但具体的地址排列有一些区别,必须进行I/O模块的地址分配。可设置如下:
X从X0开始0.0.1.OC02I;Y从Y0开始0.0.1./8
2.使用标准面板的I/O配置
一般来说,机床侧还有0i用I/O单元A或其他I/O板以及手轮。手轮可接在I/O Link总线上任一I/O模块的JA3上,但是在模块分配上要注意连接手轮的模块分配字节的大小。(https://www.xing528.com)
若使电柜中I/O单元I/O点的X地址从X0开始,由于其连接使用了第二个JD1A(见图1-36),属于第一组I/O,故键入:1.0.1.OC01I。Y从Y0开始,键入:1.0.1./8。
机床操作面板I/O点的X地址从X20开始,由于其连接使用了第一个JD1A(见图1-36),属于第0组I/O,故键入:0.0.1.OC02I(OC02I对应手轮)。Y点从Y24开始,键入:0.0.1./8。

图1-35 FANUC 0i—C连接模块连接图
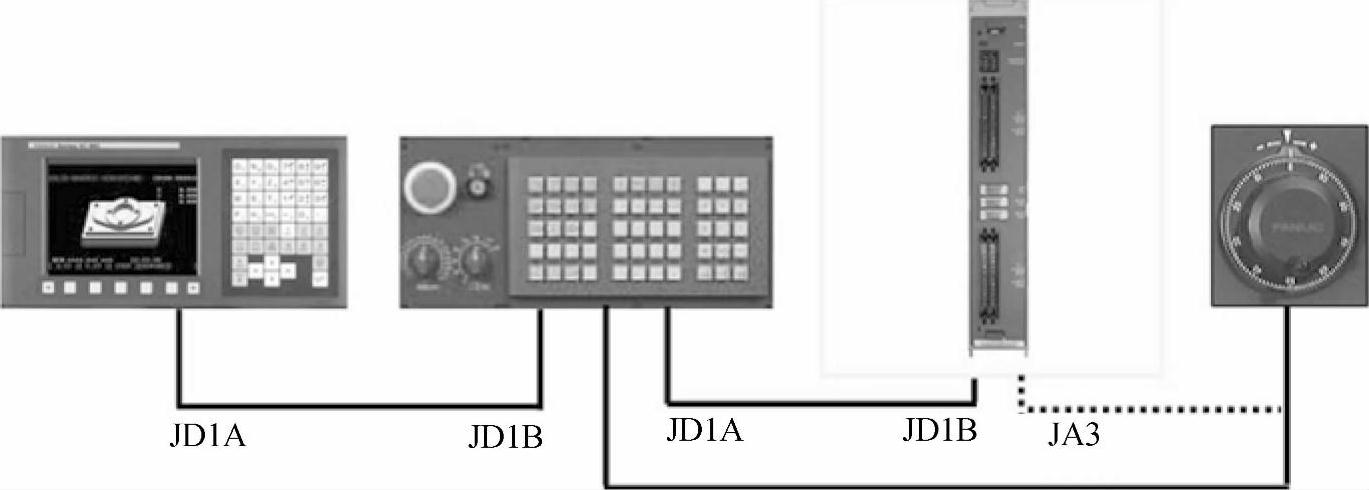
图1-36 使用标准面板的I/O配置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。