



1.刷涂
刷涂与其他涂敷方法比较,是一种最简便、灵活的操作方法,在单件或小批量生产中广泛采用。自硬树脂砂型(芯)大多采用刷涂。根据使用的刷子不同,刷涂还可分为硬刷和软刷两种方式。硬刷使用的刷子和油漆施涂所用的相同,这种方法不适用于稠度较大的涂料。稠涂料涂敷时,有较深刷痕,涂层不易光滑,较多的场合是使用掸笔类软刷,该法特别适用于稠厚涂料,且可在铸型(芯)烘干前进行刷涂。
刷涂法的优点是,不论砂型或型芯形状多么复杂,都可利用刷子运动的快慢即剪切力的大小,保证型(芯)表面需要的涂层厚度。所以刷涂对涂料的性能要求不像其他方法那样严格。
刷涂法的主要缺点是,手工操作劳动强度大,生产率低,涂层质量也不易稳定,与施涂工的技术水平关系很大,因此,很难保证涂层表面质量稳定性。
图4-1所示为醇基涂料刷涂点燃干燥后的呋喃树脂砂型。
2.浸涂
浸涂是将芯或型全部或局部浸没在盛有涂料的槽中,经过很短时间后,从槽内取出,并使多余的涂料重新流回槽内的施涂方法。浸涂法主要有两种:①型芯运动,涂料槽固定(图4-2a);②型芯固定,涂料槽运动。这种方法适用于大型芯且每次涂料用量少,适合于大量生产。

图4-1 刷涂后的自硬树脂砂型
无论采用何种浸涂方式,都具有相同的特点,即生产效率高,材料消耗量低,涂层质量好,而且对操作者无过高技术要求。因此浸涂在汽车、柴油机行业得到了广泛应用。图4-2b所示为机械手浸涂树脂型芯的照片。
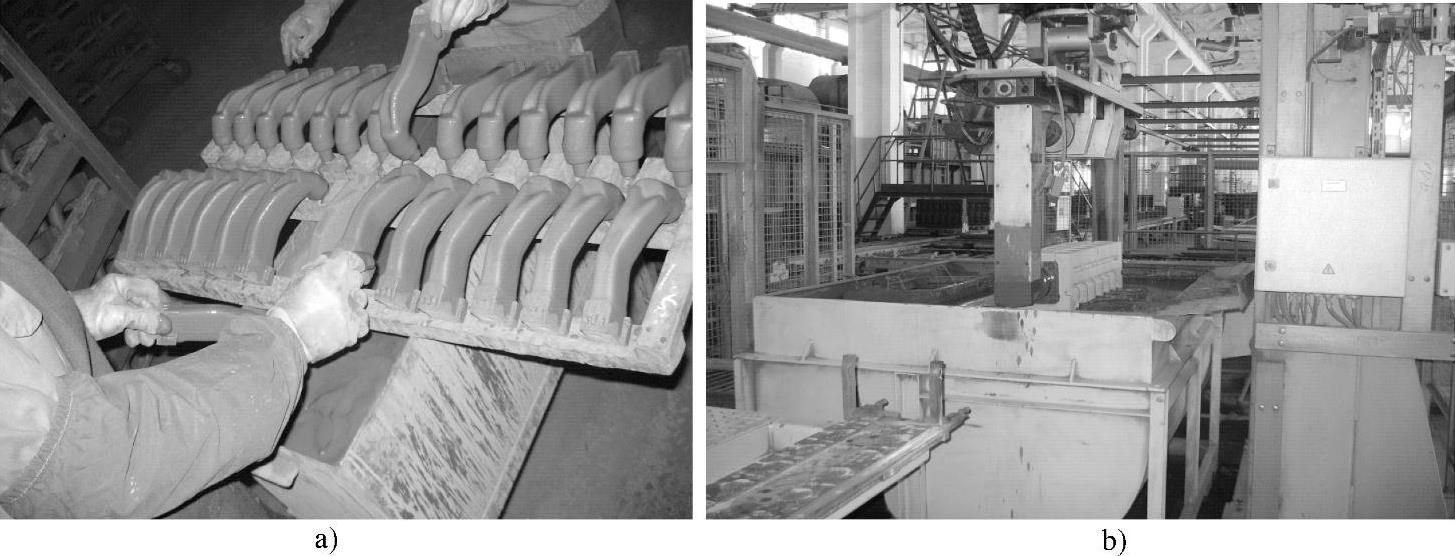
图4-2 树脂型芯浸涂
a)涂料槽固定的手工浸涂法 b)机械手浸涂
3.喷涂
利用压缩空气及喷枪使涂料雾化的施涂方法,通称为喷涂法。它的特点是喷涂后的涂层质量均匀,可以克服刷涂时存在的刷痕现象。喷涂法生产效率高(比刷涂快5~6倍),尤其是喷涂面积大的砂型或型芯,快速而有效,适应机械流水生产需要。
(1)有气(空气)喷涂法 有气喷涂装置示意图如图4-3所示,可分为:
1)常用式:首先将控制阀中小球挪开,使压缩空气从水平管子喷出,在倾斜的垂直管子内上端形成负压,罐内涂料在大气压力作用下,从垂直管子上升,被压缩空气的高速气流冲散,射向型(芯)表面,形成薄而均匀的涂层。
2)流吸式:是依靠涂料本身的重力流向高速气流中去的。(https://www.xing528.com)
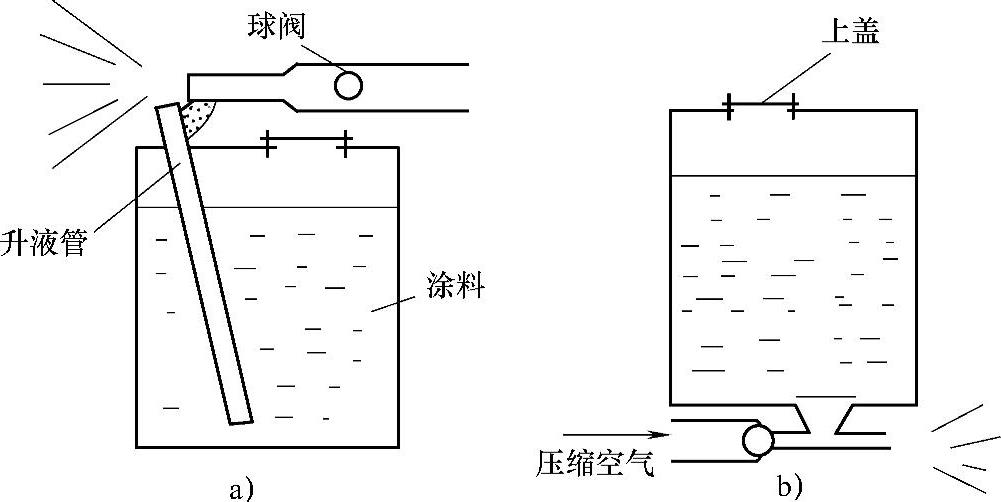
图4-3 有气喷涂装置示意图
a)常用式 b)流吸式
这两种吸力型喷枪的特点是涂料罐和喷枪紧连。而另一种有气喷涂是涂料罐与喷枪分离,两者用软管相连,涂料罐中通压缩空气,它迫使涂料沿着软管到达喷枪,当扳动喷枪开关时,涂料即经过喷枪嘴而喷出(图4-4)。
(2)热喷涂法 涂料粘度过大时,可提高温度,粘度会显著降低。对雾化前的涂料先预热,然后进行喷涂的工艺称为热喷涂法。热喷涂是目前正在发展中的涂料涂敷新技术,其特点为空气经过预热、降压后进入喷枪,喷枪嘴的尺寸较大,以防止堵塞。一般涂料预热至50~65℃范围内,喷涂压力可降低到0.17~0.2MPa。涂料中粉粒粒子与型(芯)撞击能减少,回弹现象减少。粉料含量可增大,喷涂次数也可相应减少,提高生产率。
(3)高压无气喷涂法 高压无气喷涂设备,是利用小型空气压缩机或空气压缩站提供的压缩空气,驱动往复式高压泵,使柱塞泵吸入的涂料增压,将高压泵输出的涂料流通过橡胶软管注入喷枪。施涂时打开喷枪,涂料立即形成高压扇形涂料流,即可进行喷涂,其装置如图4-5所示。

图4-4 压力型喷枪喷涂砂型的情景
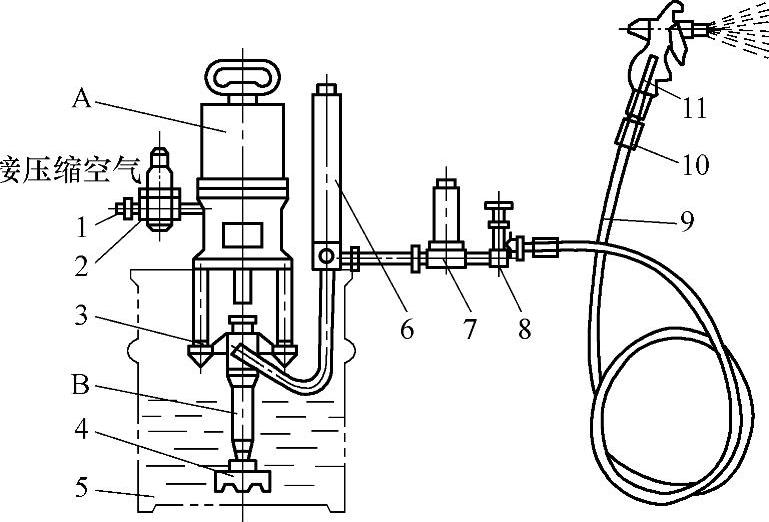
图4-5 高压无气喷涂设备
1—进气管 2—调压阀 3—高压泵(A为气缸,B为柱塞泵) 4—涂料吸入器 5—涂料储桶 6—蓄能器 7—过滤器8—截止阀 9—高压软管 10—旋转接头 11—喷枪
高压无气喷涂的涂料流的雾化质量主要取决于喷枪的喷嘴结构。扇形涂料流的断面大小由喷嘴口的角度而定,一般为30°~40°,喷嘴结构如图4-6a所示。
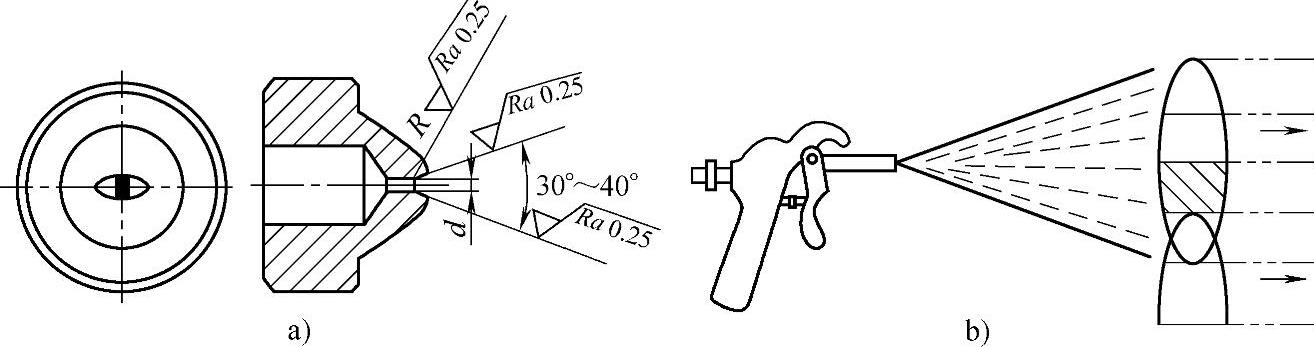
图4-6 喷嘴结构及涂料流喷出形状
a)喷嘴结构 b)扇形涂料流喷出
高压扇形涂料流的断面一般为橄榄形,当射向砂型(芯)时,中心部分涂料粒密度较大,上下边缘较小,这主要是考虑到大型砂型(芯)一般需要重叠喷涂,做成橄榄形可使重叠喷涂部分的涂层和中心部分的涂层厚度相近,从而防止重叠部分的涂层过厚。喷涂时涂料流移动如图4-6b所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。