



热法再生的设备一般采用回转窑或沸腾炉,去掉旧砂表面的残留有机物,把旧砂恢复到最初的状态。这是一种完全再生方法。
采用热法再生处理自硬呋喃树脂砂在我国应用很少,现介绍几例国外应用情况。
国外有关铸造厂家认为,采用干法再生处理自硬呋喃树脂砂,在混砂时呋喃再生砂只占70%~85%,其余要补充新砂。即使如此,再生砂的使用也受砂粒表面残留树脂和固化剂积累的限制,这些积累可以通过测定再生砂的灼烧减量、耗酸值、残留硫、残留氮及粉尘等特性来衡量。如果这些特性产生变化,将会引起铸件缺陷和环境污染问题。例如,经计算得出,用100%干法再生砂造型,其SO2排出量为用新砂造型的4倍。
1.燃气热法再生装置处理自硬树脂旧砂
英国Richard工程公司生产的PX2500G型燃气热再生装置的供砂机构可以容纳24h用砂量。再生装置的工作过程是:从供砂机构将散粒化的旧砂均匀地送入再生炉,再生炉内是一个多区域流化床,每一区域有一组燃烧器,以及其各自的温度控制系统;流化床能保证砂粒很好地混合,避免冷点和不完全再生部位;砂粒在流化床上要运行一段时间,以保证树脂被完全烧掉;离开再生炉的热砂进入一个间接换热器,由换热器将旧砂的热量传递给流化床,使流化床内的空气温度达到480℃,这样可以节约再生装置的能量消耗;然后旧砂进入冷却器和分级器,冷却器是水冷管式的换热器,在管上带有散热片;通过冷却器将旧砂冷却至室温,然后再进入分级器,用高速空气流吹走粉尘。再生装置是自行运行的,每周工作五天,每天24h连续工作。采用燃气热法再生装置处理的呋喃树脂自硬旧砂,可将100%再生砂用于造型和制芯,这样就可以节约新砂购置费用,并极大地减少废砂排放量。
Wilsons铸造厂生产碳钢、低合金钢和不锈钢铸件,如泵体、叶轮、阀及涡轮机零件等。采用Richerds工程公司的PX2500G型燃气热法再生装置,生产率为25t/h。
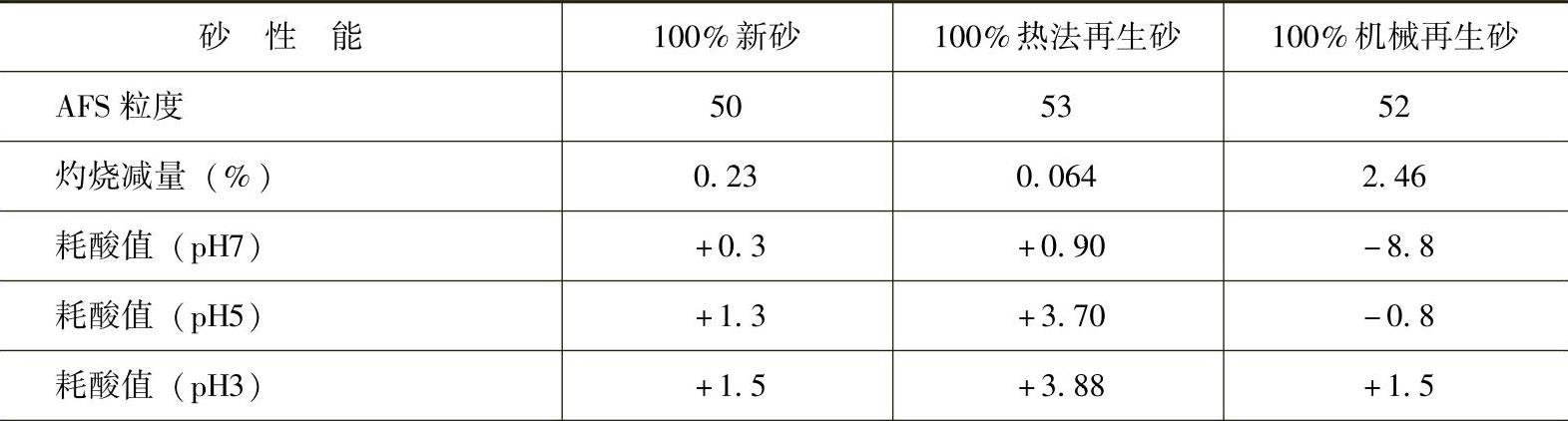
新砂、热法再生砂和机械再生砂的实验结果比较见表6-10。由表中数据可以看出,热法再生砂的性能良好,其固化时间略慢,可使用时间增长,而终强度较高,这样就可以进一步降低树脂加入量。同时热法再生砂可用于制芯。经过成功的实验后,Wilsons铸造厂已在生产中将热法再生砂用于酚醛脲烷树脂砂制芯。
表6-10 新砂、热法再生砂和机械再生砂的性能比较
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
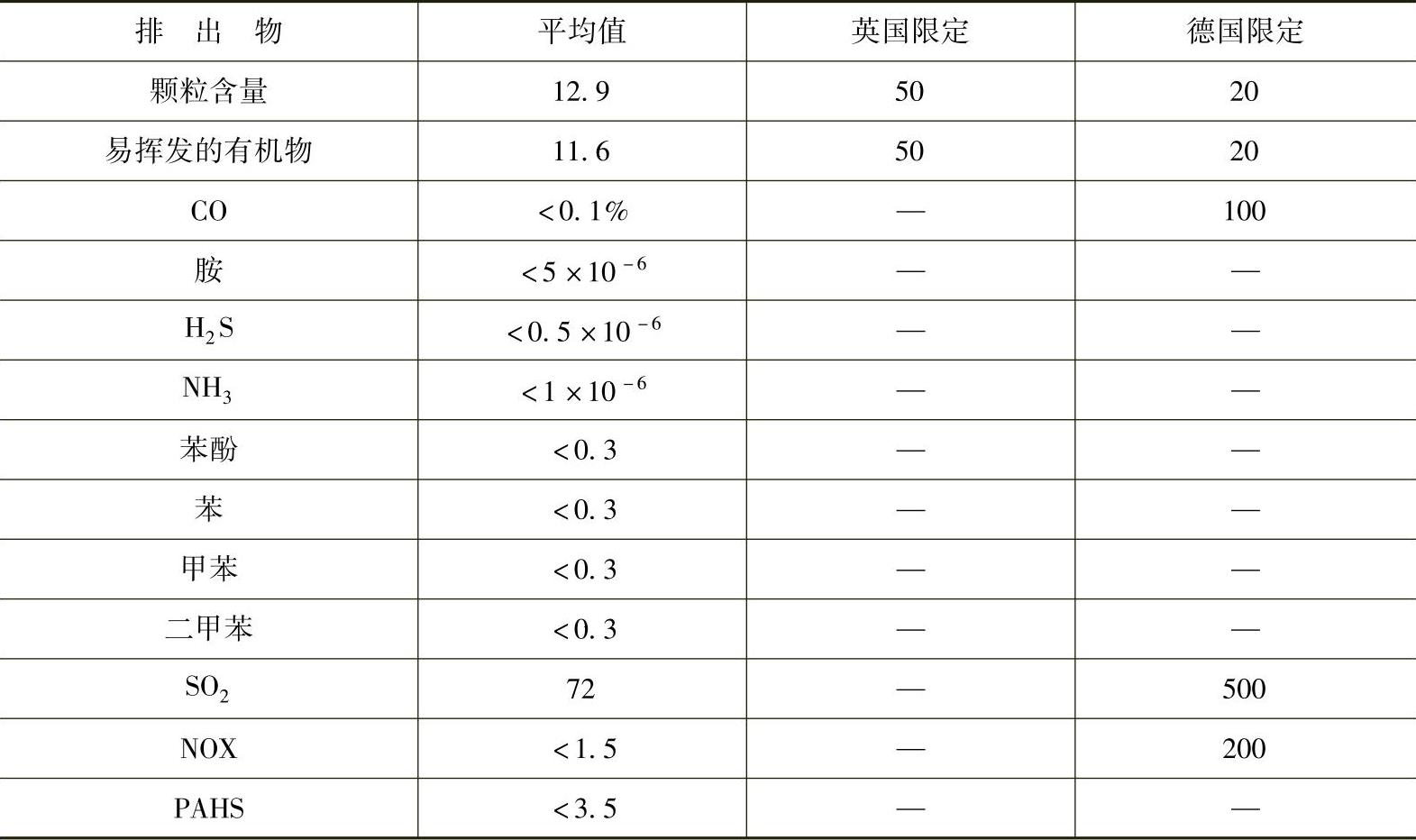
Rockwell PNIC公司生产灰铸铁、合金铸铁件以及碳钢、低合金钢、不锈钢和耐热钢铸件,最大铸件可达10t。造型和制芯均用呋喃树脂砂,用对甲苯磺酸固化剂。公司利用燃气热再生装置处理其所有铸造用砂,再生砂的强度特性等与Wil-sons铸造厂相同;用计算机设计的再生装置燃烧系统保证其排出气体含量低于英国和德国标准(表6-11)。
表6-11 热法再生砂的排放气体含量 (单位:mg/m3)
2.用电阻热法再生处理自硬树脂旧砂
美国铸造废砂每年达720万t,随着废砂排放场数量减少,处理费用从15美元/t上升到150美元/t,因此,美国目前的3100家铸造厂几乎都要进行旧砂再生处理以遵守1984年制定的危险废物法案。
美国的帝国铸钢厂是生产碳钢、低合金钢、不锈钢等铸件的专业厂,铸件质量从1lb到7000lb(1lb=0.453kg),主要用于泵、压缩机、涡轮机甚至核设施等。铸型主要用湿型砂和自硬呋喃、酚醛树脂砂,每年耗新砂6000t,并产生同样数量的废砂要处理。
该厂安装了美国第一个间接辐射电热砂再生装置。砂再生系统生产率为1t/h,旧砂再生完全自动化。该电阻热法砂再生系统与天然气热法再生相比不需空气,砂粒不受污染,可在更低的温度下再生处理化学粘结剂砂,热冲击小,砂粒破碎小,设备容易实现自动化,并能与总厂协调用电。
采用再生砂代替新砂造型,每年可节约能源310亿Btu(英国热单位),新砂用量和废砂量每年从6000t减至600t,灼烧减量由1.5%降至0%。生产实践表明,再生砂的抗压强度和划痕硬度与新砂相比无差异,且能生产出优质铸件,未发现与使用再生砂有关的缺陷。
典型的再生工艺回收率达98%,仅有2%的粉尘需要处理,旧砂几乎可全部回收。电阻热法再生装置耗能为85kW·h/t,整个再生系统耗能125kW·h/t。按每年再生处理旧砂5000t计算,可节约20万美元,综合新砂和废砂处理节约的费用,一年半就可收回设备投资。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。