



【摘要】:驱动轴有两个淬火部位,即左侧法兰杆部及右侧花键部分,如图4-84所示由于产量大,驱动轴中频感应淬火机床安在生产线上。主要结构为两台中频变压器、两个半环形感应器、主轴箱、尾座、步进链及托起机构,中频电源是100kW、10kHz。图4-85 驱动轴淬火机床主要结构两台中频变压器是交替工作的,左位置加热驱动轴的法兰及杆部,右位置加热花键部位。
驱动轴有两个淬火部位,即左侧法兰杆部及右侧花键部分,如图4-84所示由于产量大,驱动轴中频感应淬火机床安在生产线上。
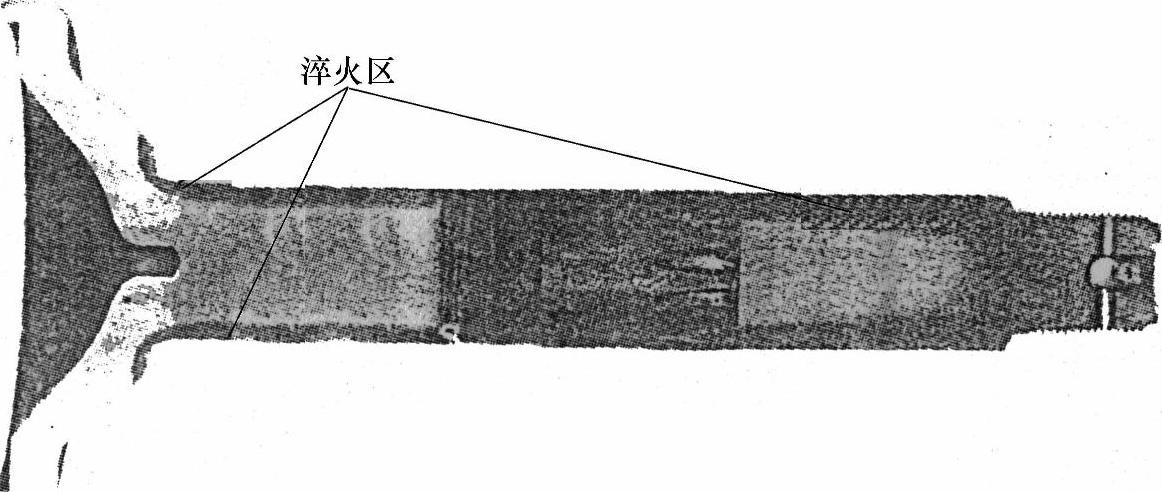
图4-84 驱动轴淬火部分
淬火机床为卧式双工位,采用半环形感应器,便于工件进、出料。图4-85为驱动轴淬火机床结构示意图。主要结构为两台中频变压器、两个半环形感应器、主轴箱、尾座、步进链及托起机构,中频电源是100kW、10kHz。
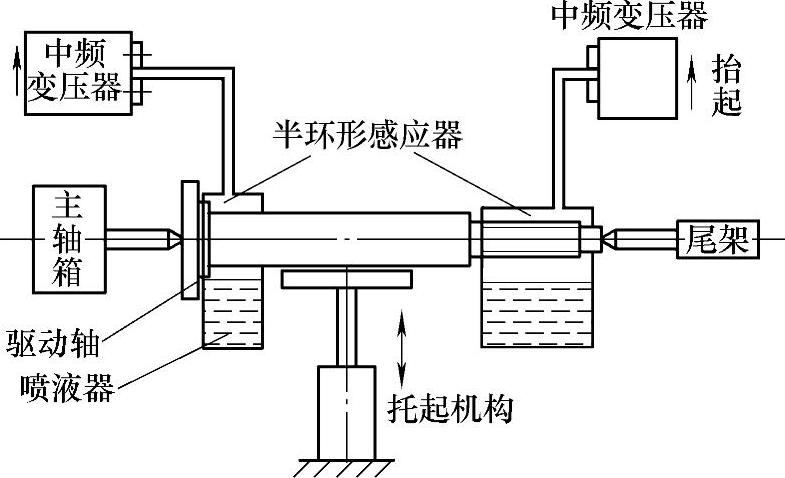
图4-85 驱动轴淬火机床主要结构(https://www.xing528.com)
两台中频变压器是交替工作的,左位置加热驱动轴的法兰及杆部,右位置加热花键部位。两个半环感应器能毫无阻碍地使托起机构上的驱动轴进入感应器淬火变压器连同感应器能够转角度升降,其下降位置感应器正好包住工件,进行加热;上升位置则是喷液器针对着加热工件进行淬火。
驱动轴中频感应淬火过程如下:托起机构V形槽将步进链上的驱动轴上托到位;尾座顶尖动作,将工件顶紧,主轴带动工件回转,左变压器先接通电源工件法兰及杆部加热,到规定温度后断电;左变压器升起,感应器上的喷液器开始喷液;与此同时,右变压器开始接通电源,加热花键部分,到规定温度后断电;右变压器升起,花键部分开始淬火;随后,托起机构的V形槽上升,尾座顶尖松开,驱动轴随V形槽下落到步进链上;步进链动作,前进一步,下一个驱动轴进入V形槽上面位置,驱动轴再升起,如此循环。
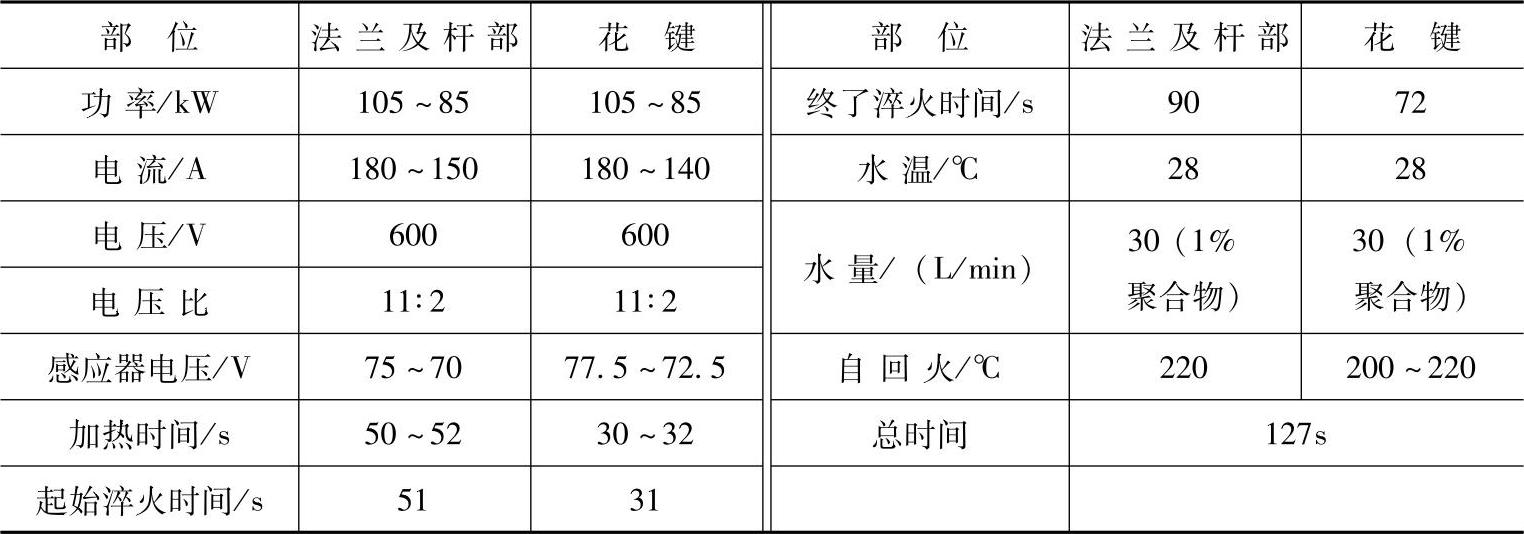
在生产线上的驱动轴用控制喷液时间的方法进行自回火。由于下一工序还需机加工磨削,在步进链动作四次后,驱动轴经过第二次冷却到室温。实际自回火时间约4×127s=508s。驱动轴感应淬火工艺规范见表4-7。
表4-7 驱动轴感应淬火工艺规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。