



感应加热的主要工艺参数有加热功率(kW)与加热时间(s)。如果工作时功率波动或时间波动超过一定范围,就使工件加热温度波动,对淬火工件的质量产生影响。早期的感应加热设备,对加热温度采用控制加热功率与加热时间的方法;对于电源电压波动,则采用稳压等措施。
1.能量监控器的使用
随着控制仪器的研制开发,用能量kW·s值直接控制加热工艺的能量监控器被用于生产。此能量监控器可以设定上、下限值,如果生产过程中能量超限会自动停机,面板较大,便于观察,其下面有上、下限设定值右边为过值、合格及欠值三档此监控器还有计数功能,需要时还可选装打印机作为记录档案。
2.TOCCO感应加热线圈监控器
图5-10 TOCCO感应加热线圈监控器
TOCCO感应加热线圈监控器如图5-10所示。它的特点是直接从感应线圈上测量能量,使淬硬层图形与深度的控制更加精确另外,此监控器还提供线圈电压、电流、功率、功率因数、加热时间、线圈阻抗与频率的实时监控。
此仪器具有柔性,通过转换开关,能用于中频或高频。中频模式:适用频率3~25kHz、功率范围为1kW至几千千瓦,能使用于任何类型的中频电源;高频模式:适用频率为25~450kHz、功率范围为1~1000kW,能用于固态或电子管式电源。
此仪器能独立工作,或接入程控器,用于故障检测,并备有两个故障继电器,每个继电器均有kW·s值或加热时间限值,以便单个监控器在淬火与回火在同一周期发生的情况下应用。
3.质量监控系统
20世纪80年代以来,能量监控器成为感应加热电源的重要附件,因为用kW·s值控制输出能量比用时间继电器控制波动的输出功率,精确得多。随着技术的进步,一种更科学的质量监控系统(QMS)研发出来了。
1)该系统以数据库形式,对运行过程中发生的事件,包括操作、参数、故障、报警、产品批次、操作人员编号数据等,均予以有效记录;并根据之前每天的工作记录快速查找历史数据和曲线,分析造成质量问题的原因,快速找到改进方法。
2)运行状态实时监控/远程控制。DSP处理器对电源的运行状态 及参数实时监控(如电压、电流、功率、频率、温度等),这些状态可以通过电源内部的RS485接口直接连入中控网络,将需要的参数传输给其他控制器(如工控机数控系统、笔记本电脑等)。图5-11所示为QMS实时电参数曲线,图中横坐标单位是ms。(https://www.xing528.com)
3)故障自诊断功能/在线显示及处理。当操作者误操作或特殊工况出现报警时,触摸屏会显示出故障内容,点击对应故障的帮助可以查询到对应故障的解决方法,可使90%以上常见故障由操作者迅速处理,大大提高了生产率,降低了对设备厂商和操作者技术水平的依赖。此故障自诊断功能精确定位到对单块IGBT进行故障监控。
4)工艺制订及工艺参数控制。它将变频电源参数集成到用户的生产制造系统和质量管控系统中。用户或主机制造商可根据加工的技术要求,修改编程或编制加工工艺。电源主板上预留RS485接口,可以随时打印或下载记录于系统中的任何一次加工过程的工艺参数修改及对比。
该系统还提供了淬火件工艺参数监控记录卡,它除记录实时电参数外,还有淬火冷却介质含量、温度、流量和冷却水温度、流量等记录,对淬火件的质量管理是一个重要的数据源。
5)无触点负载切换器。感应热处理设备使用过程中,有时存在上下料、喷水、更换感应器的等待时间,此时,变频电源处在空载阶段,为提高变频电源的设备利用率和生产率,我国大量使用经典配置的1台感应加热电源、1台双工位机床、2套负载回路,配1台机械式的气动切换器或交流接触器,实现一拖二交叉运行。实际应用中,机械式的切换器频繁切换故障率较高,大电流触点经常发生接触不良、切换不到位出现触点打火现象,导致电力电子器件损坏事故,从而影响正常生产。随着电力电子器件的发展,出现一种新型的无触点负载切换器(见图5-12),其原理和机械式切换器基本相同,最大的区别是机械触点被大功率半导体模块替代。由于是电子开关,无机械动作,切换过程无振动噪声,不存在切换不到位、接触不良问题,使用次数不受限制,可靠性比传统切换器高。目前,该切换器规格有100kW、200kW、300kW、500kW、800kW,频率适用范围为0.1~150kHz。
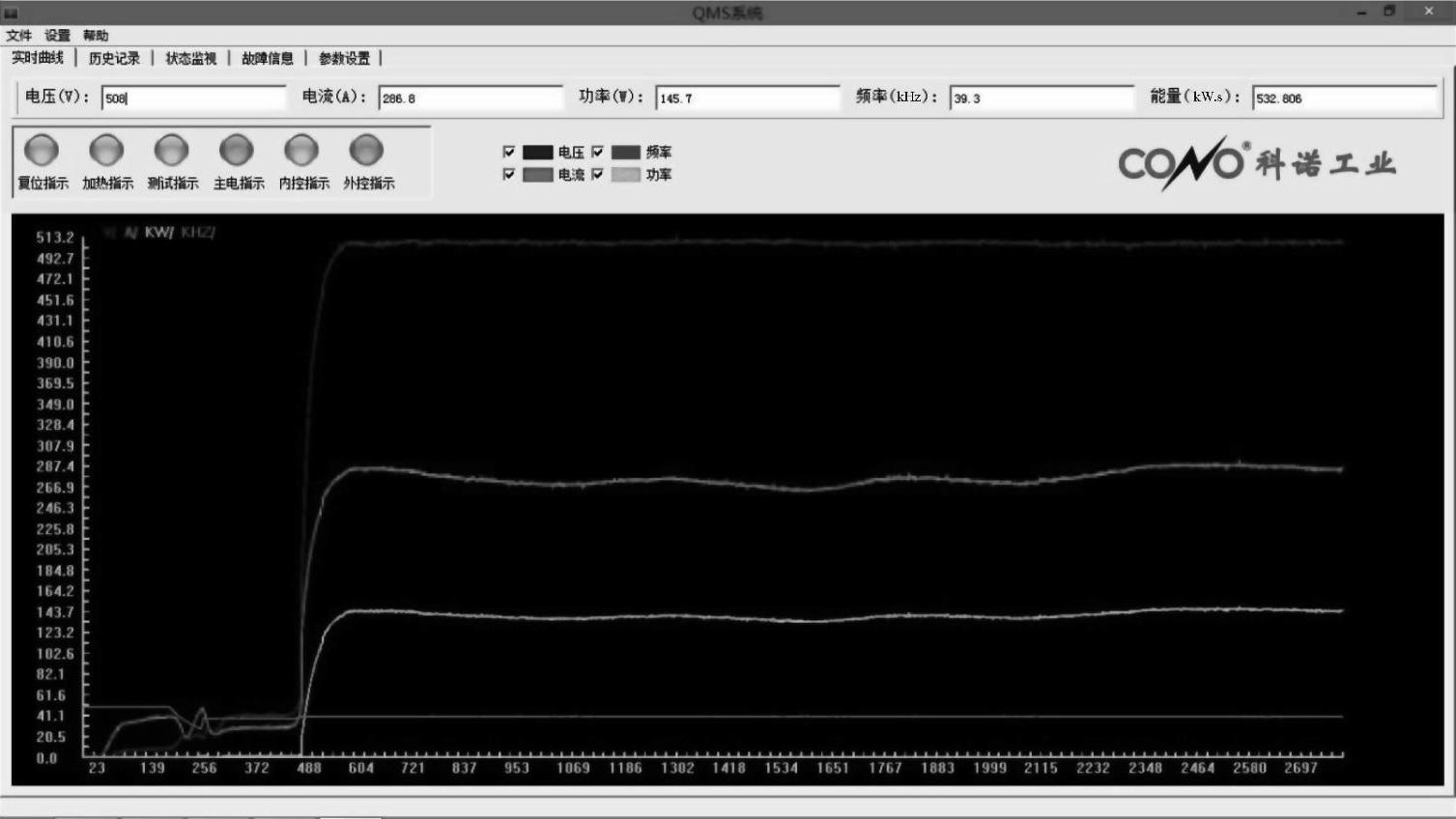
图5-11 QMS实时电参数曲线

图5-12 无触点负载切换器
无触点感应器自动定位控制是德国SMS-Elotherm公司的又一专利技术,如图5-13所示。从图5-13可看到,中央及右侧有两根传感器的进线,它们各控制齿槽及齿右侧的间隙,特点是无触点控制。它在淬火加热过程中实时传感并校正感应器的定位误差,与此同时,工件净功率监控器提供在线的连续的质量监控。两项专利技术的结合得到一致的和良好重现性的淬硬层,使大滚柱、滚珠轴承具有更高的承载能力和较长的服役寿命。
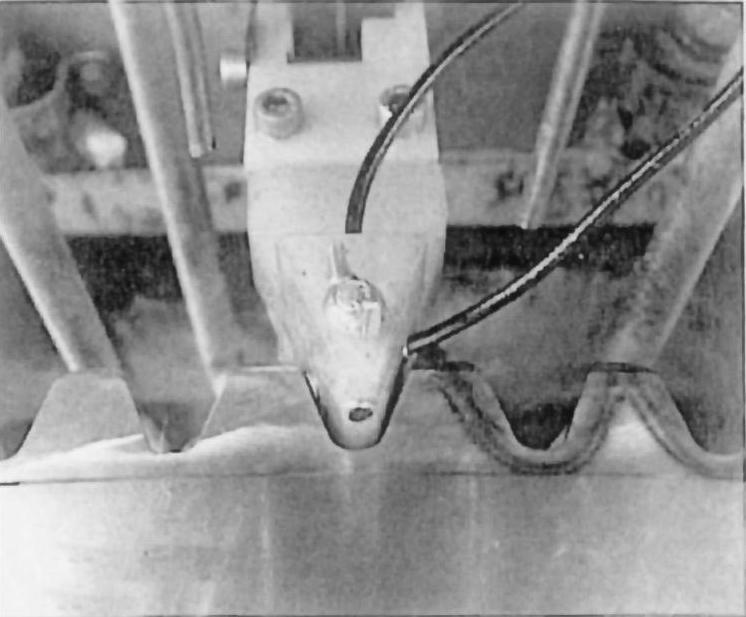
图5-13 无触点感应器自动定位控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。