



1.铜芯导线的连接
当导线不够长或要分接支路时,就要进行导线与导线的连接。常用导线的线芯有单股、7股和11股等多种,连接方法随芯线的股数不同而异。
(1)单股铜芯线的直线连接 如图4-3所示。

图4-3 单股铜芯线的直线连接
1)绝缘剖削长度为芯线直径的70倍左右,去掉氧化层。
2)把两线头的芯线成X形相交,互相缠绕2~3圈。
3)扳直两线头。
4)将每个线头在芯线上紧贴并缠绕6圈,用钢丝钳切去余下的芯线,并钳平芯线末端。
(2)单股铜芯线的分支连接 如图4-4所示。

图4-4 单股铜芯线的分支连接
1)将分支芯线的线头与干线芯线十字相交,使支路芯线根部留出3~5mm,然后按顺时针方向缠绕支路芯线。缠绕6~8圈后,用钢丝钳切去余下的芯线,并钳平芯线末端。
2)较小截面积芯线可环绕成结状,然后再把支路芯线线头抽紧扳直,紧密缠绕6~8圈,剪去多余芯线,钳平切口毛刺。
(3)7股铜芯线的直线连接 如图4-5所示。
1)绝缘剖削长度应为导线直径的21倍左右。
2)先把剖去绝缘层的芯线散开并拉直,把靠近根部的1/3线段的芯线绞紧,然后把余下的2/3芯线头,分散成伞形,并把每根芯线拉直。
3)把两个伞形芯线线头隔根对叉,并拉平两端芯线。(https://www.xing528.com)
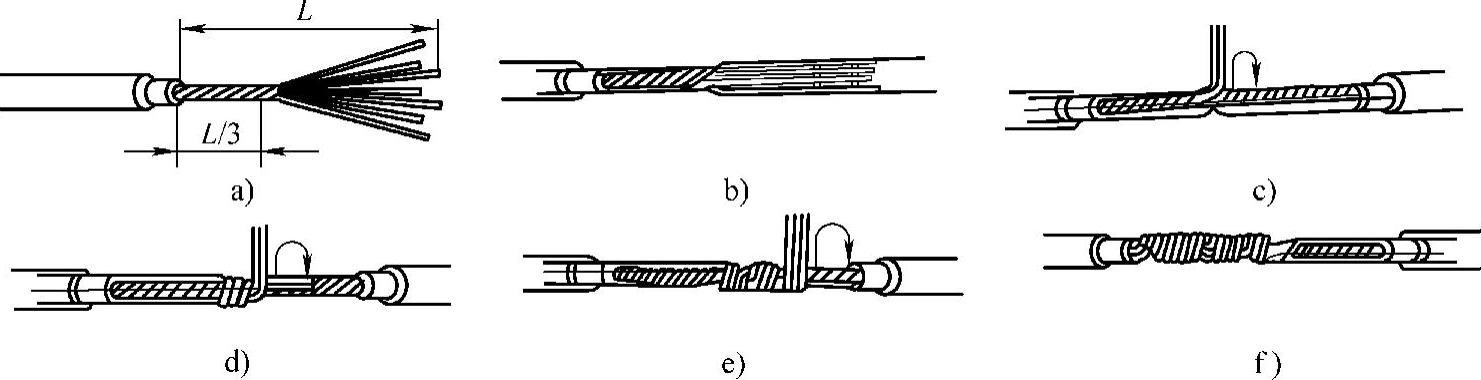
图4-5 7股铜芯线的直线连接
4)把一端7股芯线按2、2、3根分成三组,接着把第一组2根芯线扳起,垂直于芯线,并按顺时针方向缠绕。
5)缠绕2圈后,余下的芯线向右扳直,再把下边第二组的2根芯线向上扳直,也按顺时针方向紧紧压着前2根扳直的芯线缠绕。
6)缠绕2圈后,也将余下的芯线向右扳直,再把下边第三组的3根芯线向上扳直,按顺时针方向紧紧压着前4根扳直的芯线向右缠绕。
7)缠3圈后,切去每组多余的芯线,钳平线端。
8)用同样的方法再缠绕另一端芯线。
(4)7股铜芯线的分支连接 如图4-6所示。
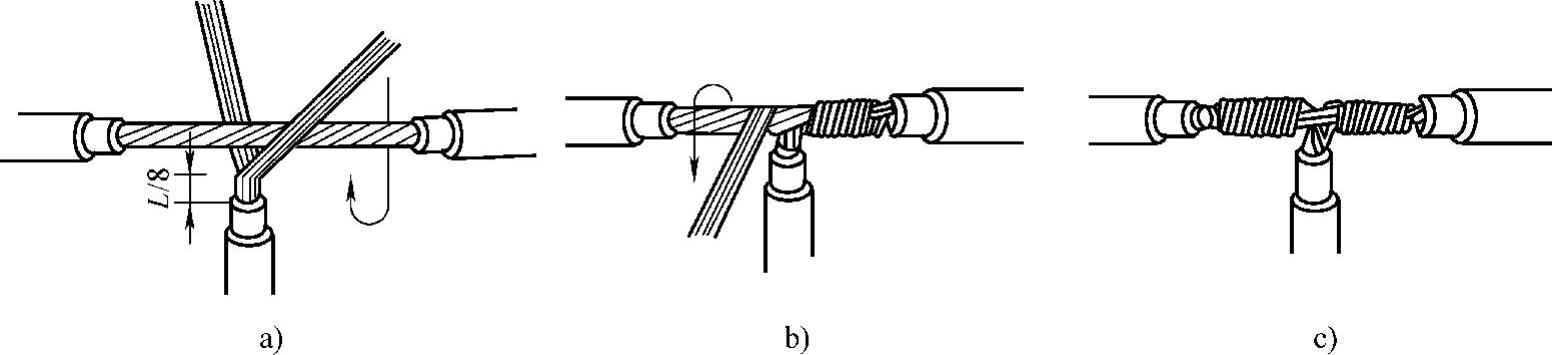
图4-6 7股铜芯线的分支连接
1)把分支芯线散开钳直,线端剖开长度为l,接着把近绝缘层l/8的芯线绞紧,把分支线头的7l/8的芯线分成两组,一组4根;另一组3根,并排齐。然后用螺钉旋具把干线芯线撬分成两组,再把支线中4根芯线的一组插入缝隙间。
2)把两组芯线分别按顺时针方向和逆时针方向缠绕3~4圈后,钳平线端。
2.铜芯导线接头处的锡焊
(1)电烙铁锡焊 10mm2及其以下的铜芯导线接头,可用150W电烙铁进行锡焊。锡焊前,接头上均需涂一层无酸焊锡膏,待电烙铁烧热后,即可锡焊。
(2)浇焊 16mm2及其以上铜芯导线接头,应用浇焊法。浇焊时,首先将焊锡放在化锡锅内,用喷灯或电炉熔化,使表面呈磷黄色,焊锡即达到高热。然后将导线接头放在锡锅上面,用勺盛上熔化的锡,从接头上面浇下。刚开始时,因为接头较冷,锡在接头上不会有很好的流动性,应继续浇下去,使接头处温度提高,直到全部焊牢为止。最后用抹布轻轻擦去焊渣,使接头表面光滑,如图4-7所示。

图4-7 浇焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。