



1.碱性化学脱脂注意事项
1)碱液中氢氧化钠含量不能过高。对于钢铁零件,碱液含氢氧化钠应少于100g·L-1;对于铜及其合金件,碱液含氢氧化钠应少于20g·L-1;而对于锌、锡、铅、铝及其合金件,则不用浓碱脱脂,最好用碱性盐,如碳酸钠、磷酸三钠等。
2)清洗时不能直接用冷水洗涤,否则会使皂化产物粘在零件表面,不易完全除去。尤其是用硅酸钠作乳化剂时,它在金属表面形成的膜很难漂洗干净,对后续表面处理工序造成影响。一般采用两次水洗,有后续酸处理的工件,可采用两次热水洗,否则采用一次热水洗,一次冷水洗。
3)碱性化学脱脂温度不能太低,否则脱脂效率很低。无论采用哪一种脱脂剂,如在20℃以下使用,则脱脂时间必须大于10min。碱性化学脱脂在35~45℃进行效果最好。
4)不能采用高泡表面活性剂。采用高泡表面活性剂会在喷射过程中产生大量泡沫,不仅污染工作场地,而且造成清洗液的消耗。
5)不能采用高温度、高浓度的脱脂剂进行脱脂。为使油污尽量在预脱脂中除净,便于控制脱脂后水洗槽的污染度,原则上预脱脂剂的浓度应高于脱脂剂,但脱脂剂浓度过高会引起表面活性剂的盐析作用,失去脱脂能力。另外,温度提高时脱脂效果提高,但温度过高(≥80℃),会大大加快高活性剂的水解速度,造成脱脂剂的消耗,脱脂效果反而降低,工件表面泛黄。温度降低,脱脂时间适当延长(每降低10℃,完全脱净油脂所需的时间延长约1倍),脱脂效果变差。
6)被清洗物不能停留在清洗槽中时间过长。因为中间停留时,会产生早生膜。所谓早生膜是指工件脱脂、水洗前后产生的蓝膜或黄锈,这种早生膜会影响磷化膜的完整性和均匀性,所以在脱脂和水洗间隔区应设置微雾喷淋,防止工件表面干燥。短期停车时,清洗机仍应继续运转。
7)工件含油率高时,不能使用碱性脱脂剂。碱性溶液可以使植物性油脂和动物性油脂皂化,生成溶于水的肥皂,将其除去。碱性溶液也可以使矿物油柴油、润滑油等润湿、分散,在溶液的流动和振动下,将其除去。碱性脱脂剂的主要成分是水,成本低,不挥发有毒气体,对钢铁设备腐蚀性小,脱脂率高,可接近100%。碱性脱脂应用非常广泛,但工件含油率高时,应先用有机溶剂粗脱脂,以防止碱性脱脂剂过早老化失效。
8)矿物油脂不能单纯用强碱液脱脂。矿物油脂是高级烷烃的混合物,与碱不起皂化反应,因而不能单纯用碱液除去,而需在强碱中加入弱酸强碱盐,如硅酸钠、磷酸三钠、碳酸钠等物质,靠联合作用使油污脱离开工件表面,靠胶体均匀地分散在溶液中。
9)用于喷淋清洗的碱性脱脂剂,加入表面活性剂时要谨慎。碱性脱脂剂中,适当地加入一些表面活性剂,可以降低工件基体与水的界面张力,改善润湿性和乳化性,提高清洗效果,但表面活性剂易产生大量泡沫。一般浸渍清洗时,可以加入较多的阳离子型、非离子型表面活性剂而不致因泡沫而影响操作。但对于喷淋清洗,由于强力的喷射作用,即使含有少量的表面活性剂,也会产生大量泡沫溢出槽外,影响工件场地,使生产不能连续进行。改进的办法是,选用低泡沫表面活性剂,严格控制用量。加入消泡剂,如有机硅油、高级醇类、水溶性差的司苯类和挥发性的石油溶剂等。
10)铝合金碱性脱脂忌使用高浓度强碱或处理温度过高、时间过长。铝是两性金属,可以和酸反应产生氢气,也可以和碱反应产生氢气,并且在碱溶液中的反应速度更快。所以为了避免铝合金在脱脂过程中被过度腐蚀,碱的浓度不能过高。经常选用碱性较弱的碳酸钠、碳氢酸钠等,慎用碱性较强的氢氧化钠、氢氧化钾。处理温度不宜过高、时间不宜过长。必要时应添加缓蚀剂,如重铬酸盐。清洗时间取决于污染物的组成、污染的程度、操作时的温度以及是否有搅拌等因素。同时清洗剂的老化也使清洗时间延长,清洗时间为2~5min。
11)工件碱性脱脂后的漂洗非常关键,忌漂洗不彻底。漂洗是工件碱性脱脂后一道非常关键的工序,原则上应用流动的清水漂洗残留在工件表面的清洗剂。如果漂洗不彻底,残留的脱脂剂将影响后续涂层的附着力,清洗剂中的碱、盐吸潮后,会引起涂层早期起泡。
漂洗也可用浸渍法和喷淋法。工业上多采取二级水洗,有条件的在一级水洗中,采用中温浸渍水洗。如前所述,热水漂洗可有效地除去残留在工件表面的具有黏附性的表面活性剂及其他碱、盐类物质,但热水温度不宜过高,一般应控制在60~70℃。二级水洗采用浸渍或喷淋均可,经漂洗后,工件可转入下道工序。如工件不直接进入下道工序,则应立即进行烘干。用压缩空气吹除工件表面的水珠或沟槽内的积水,在100℃的干燥器内烘1~10min。如果在干燥过程中有冷黄现象,可在末级水洗槽内添加微量的缓蚀剂,如三乙醇胺等,调整水的pH值为8~9,这样能有效地防止钢铁黄锈的产生。
12)碱性脱脂槽忌长期不维护管理。碱性脱脂槽的维护、管理一般指控制槽液的总碱度和溶液的密度,每周至少一次,及时补充添加物。用标准浓度的酸(经常用0.1mol·L-1的盐酸或硫酸)滴定,以确定总碱度。槽液使用一段时间以后,含油量逐渐增加,清洗效果下降,槽液使用超过一定的时间,清洗就达不到要求,槽液必须更换,同时要彻底清洗槽体。
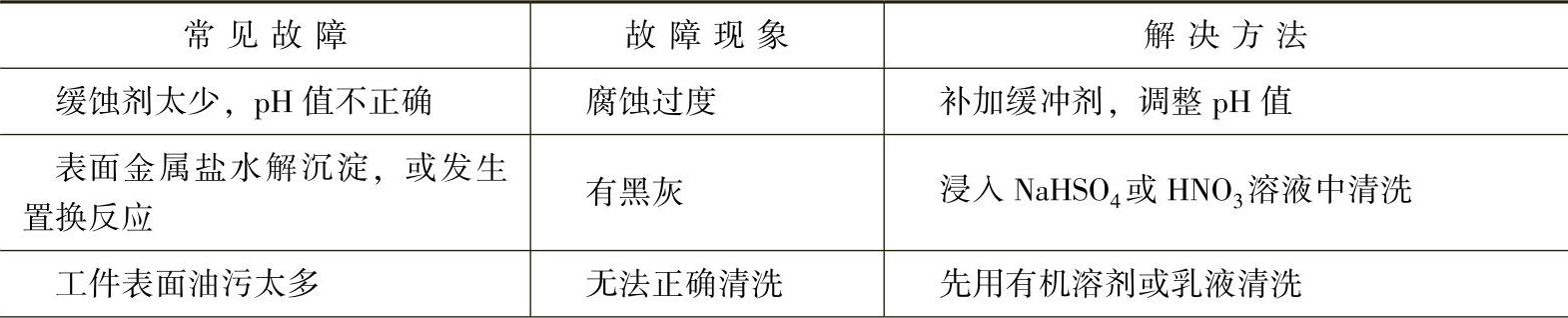
溶液中的碱、磷酸盐、硫酸盐、氯化物、碳酸盐、油脂、表面活性剂和其他有机物含量的分析都有标准方法,如果不是进行脱脂剂的研究和比较,一般不必经常分析这些项目。表4-12列举了碱性脱脂槽的常见故障和解决方法。
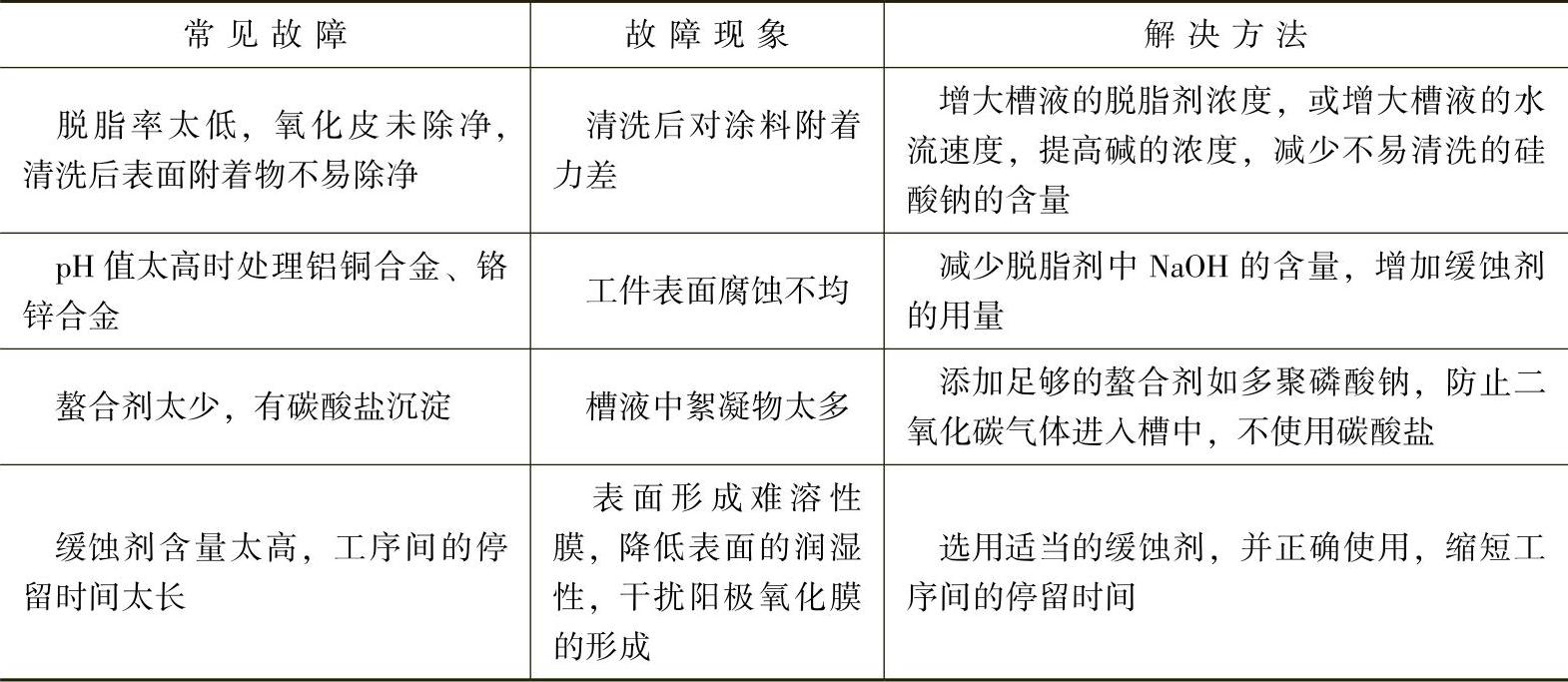
表4-12 碱性脱脂槽的常见故障和解决方法(https://www.xing528.com)
(续)
工件脱脂后,表面必须能够被水均匀润湿,否则要重新脱脂,经过化学脱脂的工件,表面稍暗属于正常现象。
2.酸性化学脱脂注意事项
一些企业脱脂工序不严格,例如硫酸脱脂常温下只浸渍十几秒就提出来了,根本没有达到脱脂的目的,而且水洗不净就放入碱蚀槽中。这样带来一系列隐患:
1)脱脂不净,则碱蚀不均匀,表面出现不同光泽,其后续表面处理也不均匀。
2)将硫酸等强酸带入碱蚀槽,中和了氢氧化钠,同时硫酸根与碱蚀槽中的铝离子、钠离子反应生成钠明矾[NaAl(SO4)2],在碱蚀槽中形成粒状沉淀,还会黏附在型材上造成后续工艺槽的交叉污染。
铝合金酸性脱脂注意事项如下:
1)铝合金酸性脱脂忌用盐酸。
2)硫酸溶液的使用温度不能过高。硫酸溶液与硝酸溶液相比,脱脂能力弱。多数工厂常利用阳极氧化的废硫酸(浓度为150~200g·L-1),再添加表面活性剂作为酸性脱脂剂。效果差时可将酸性脱脂剂加温至40℃以上以提高脱脂效果。但硫酸溶液的使用温度不宜太高,否则会产生酸雾,同时工件表面的亮度也会降低。通常室温处理3~6min,适于6063铝合金型材的脱脂。
3)有机酸溶液不宜用于低成本、大批量工件。用羧酸等有机酸与表面活性剂混合脱脂,温度为50~60℃。优点是对铝的腐蚀性小,无有毒酸雾;缺点是脱脂速度慢,不适宜用于大批量生产;另外工件光泽度比用硝酸处理差,槽液成本较高,所以不适宜用于成本低、要求低的工件。
4)铬酸溶液的废液不能直接排放。铬酸溶液脱脂对铝的腐蚀性非常小,可用于特殊工件的脱脂,但溶液寿命短,废液必须经过无害化处理才能排放,否则会污染环境。
5)用于不同工件的硝酸溶液浓度需调整。硝酸浓度可为10%~70%(质量分数),稀硝酸溶液多用于建筑铝材(6063)脱脂,温度40℃最佳,一般在室温下处理,处理时间为5~15min。浓硝酸溶液多用于铸铝和精加工小零件的脱脂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。