



1.切屑形成的基本过程
车削时,随着工件旋转(主运动)和工件进给(辅助运动)的协调动作,把金属切离下来形成切屑,如图1-1所示。
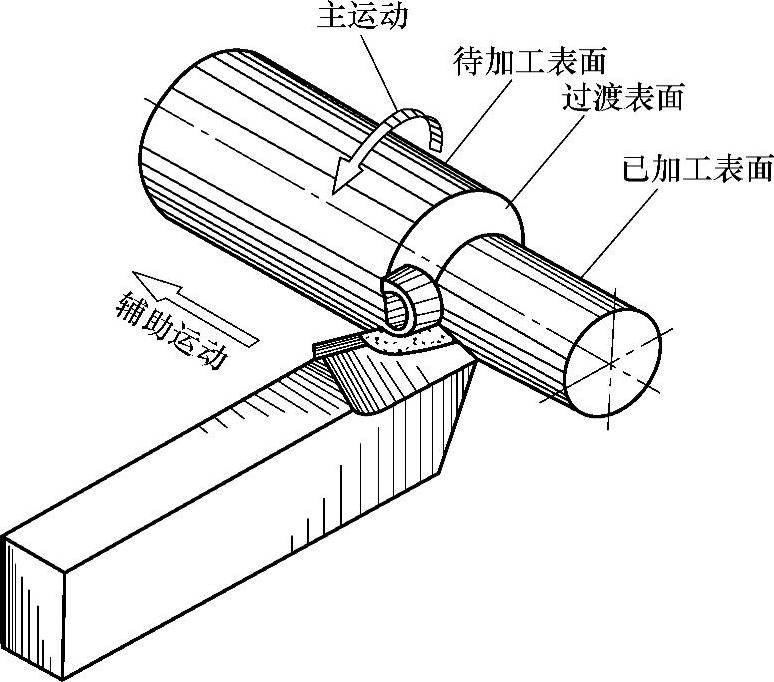
图1-1 车削加工
切屑之所以会被切下来,是金属被挤压后产生变形的结果。向下压一个圆柱状橡胶件时,它的高度会缩短,而直径会增大;压力撤去后,圆柱状橡胶件又恢复原有高度和直径,这种现象称为弹性变形。如果在这个橡胶件上施加很大的压力,当这个压力超过橡胶的弹性极限时,此时材料内部会发生变化,这时,虽然把压力去掉,橡胶件也不能恢复到原来的形状,不能恢复的部分就是内部变形的结果,这种现象称为塑性变形。金属材料同样具有这样的性质,在车削过程中,同样有压缩的过程发生,也会产生弹性变形和塑性变形。
当金属被切削时,其表面首先受到车刀的挤压力,这个挤压力若限制在弹性极限内,则吃刀时工件被压而凹下去一块,如图1-2a所示,退出车刀时,工件又恢复到原来的形状和尺寸,此过程为金属的弹性变形,如图1-2b所示。
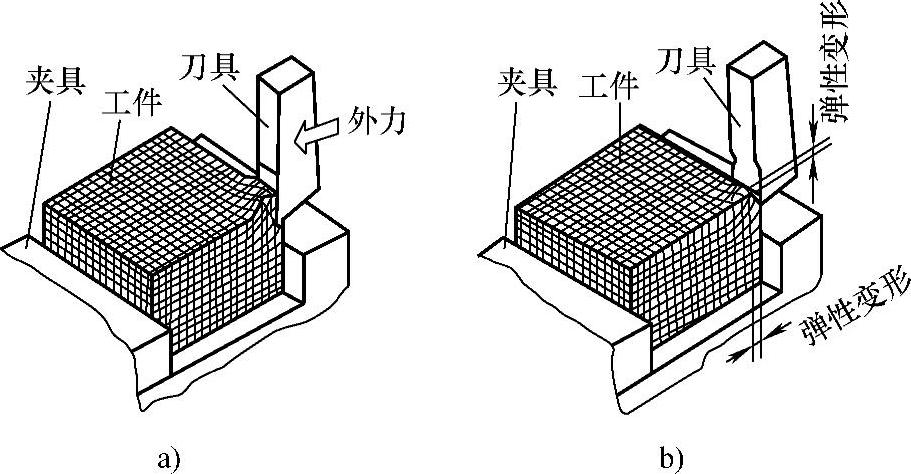
图1-2 金属材料的弹性变形
a)吃刀时的情况 b)退刀时的情况
如果继续吃刀,当所增加的压力超过材料的弹性极限时,工件凹下去的更多了,即使退出车刀后,工件也不能恢复原来的形状和尺寸了,但比吃刀时凹下去的浅了一些。由深变浅是弹性变形,剩余凹下去无法恢复的部分,就是塑性变形,如图1-3所示。这时,被切除部分就会滑移(材料内部组织发生变化)、脱落而成为切屑。
实际上,金属不是被“切”下来的,而是被“挤压”下来的。图1-4所示是车刀切入金属,金属受挤压后的变形情况。
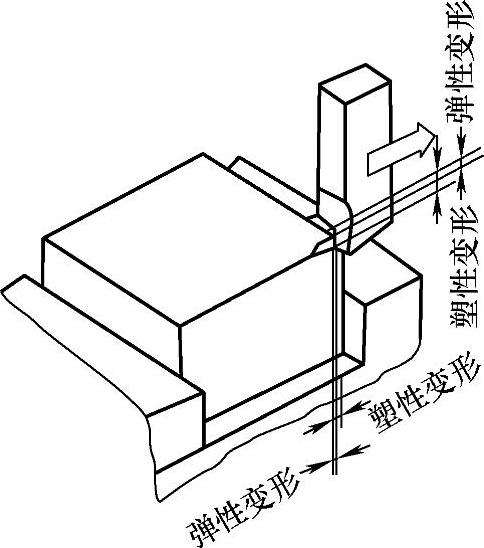
图1-3 金属材料的变形过程
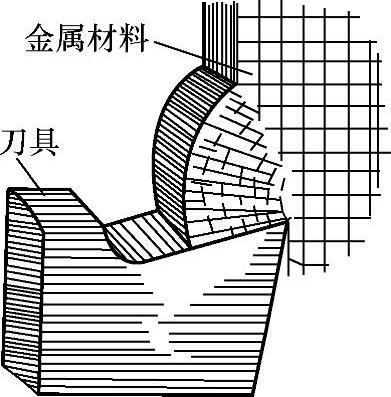
图1-4 金属材料受挤压后的变形情况
切削塑性材料,如碳钢、合金钢工件时,若切屑在滑移后尚未达到破裂的程度(即塑性变形不充分),由于车刀在工件上继续发生挤压,切屑靠近车刀前刀面的那一面发生拉伸现象,反面则受到挤压,如图1-5所示,因而形成的切屑一面光滑而另一面呈“松松”的裂开状。所以有些操作者为了使切削轻快,在增大切削用量的同时,往往又增大了车刀前角,这是由于前角增大,切屑的变形可以相应减少。(https://www.xing528.com)
2.影响切屑变形的因素
影响切屑变形的主要因素有车刀角度、切削用量和工件材料等。
(1)车刀角度 切削时,切屑变形很大,在切屑排出后,其厚度比工件切削层的厚度大,而长度却比切削层的长度短,如图1-6所示;并且变形越大,两者间的差距就越大。这种变形量的大小可以用断面收缩率来衡量。断面收缩率的大小和切削速度、进给量、背吃刀量、车刀的角度等因素有关,尤其是前角的大小与切屑断面收缩率的关系很密切。车刀的前角越大,切屑变形越小,切屑断面收缩率就越小,如图1-7所示。
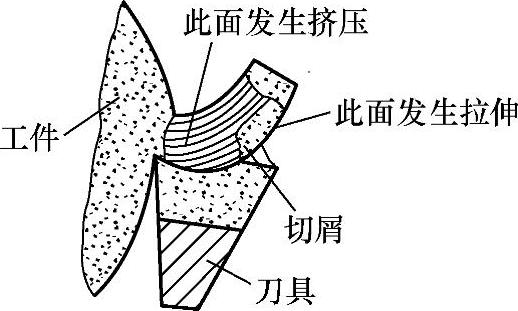
图1-5 切屑正、反面形状的变化
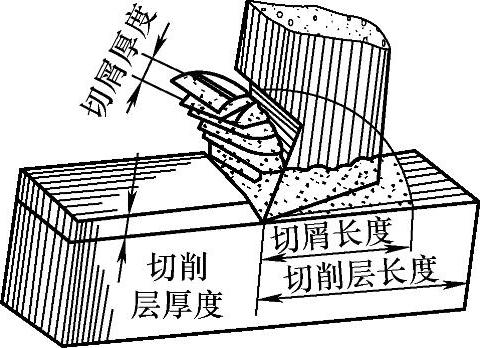
图1-6 切屑形成规律
(2)切削用量 高速切削时,切屑变形较小。提高切削速度能得到变形小、切削力小和表面粗糙度值小的效果,这是高速切削的优点。高速切削时,切屑底层与车刀前刀面摩擦时的温度很高,底层上薄薄的一层金属变软,形成润滑膜,降低了摩擦因数,所以切屑变形小。
高速切削硬材料时,如果采用负前角车刀,则切屑变形和切削力增加不大(实验表明,不同前角的车刀在高速切削时对切屑变形的影响不大);低速切削硬材料时,如用负前角车刀,则很难切下金属,这时切屑变形和切削力都很大,容易引起振动。显然,车削过程中切屑的变形对加工来说是一种不利因素。
当进给量增大、背吃刀量增加时,切屑变形会减小。这是因为在切削层中,应力和变形的分布是不均匀的,越靠近车刀前刀面的金属层,其应力和变形就越大,因此,薄切屑的平均变形程度比厚切屑要大些。
(3)工件材料 工件材料对切屑变形的影响也很大。塑性大的金属,切屑变形程度就大;强度越低、塑性越大的材料越易发生滑移变形,所以软钢的变形比硬钢大。因此,切削塑性大的金属(如软钢等)时,前角宜大些;切削脆性材料(如铸钢、青铜等)或断续表面时,前角应小些。
除了上述主要因素外,车刀主偏角、刀尖圆弧半径、切削刃圆弧半径及切削液等也对切屑变形有一定影响。

图1-7 车刀前角与切屑收缩率的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。