



1.切削层及其形成
在车床上加工工件,当工件转一转,车刀沿进给方向移动一个进给距离,即图1-8中从位置Ⅰ移到Ⅱ时,主切削刃正在切削着的Ⅰ和Ⅱ之间的这层材料就是切削层(切削层的尺寸在车刀基面中测量)。切削层的大小和形状直接决定了车刀切削部分所切下切屑的形状和尺寸。图中的ABCD称为切削层横截面。当主、副切削刃为直线,且车刀刃倾角λ=0°、副偏角κr′=0°时,切削层横截面ABCD为平行四边形;若主偏角κr=90°,ABCD则为矩形。
图1-8中的背吃刀量ap是在基面上垂直于进给方向测量的工件切削层尺寸,它等于已加工表面与待加工表面之间的垂直距离,即

式中 D──工件待加工表面直径(mm);
d──工件已加工表面直径(mm)。
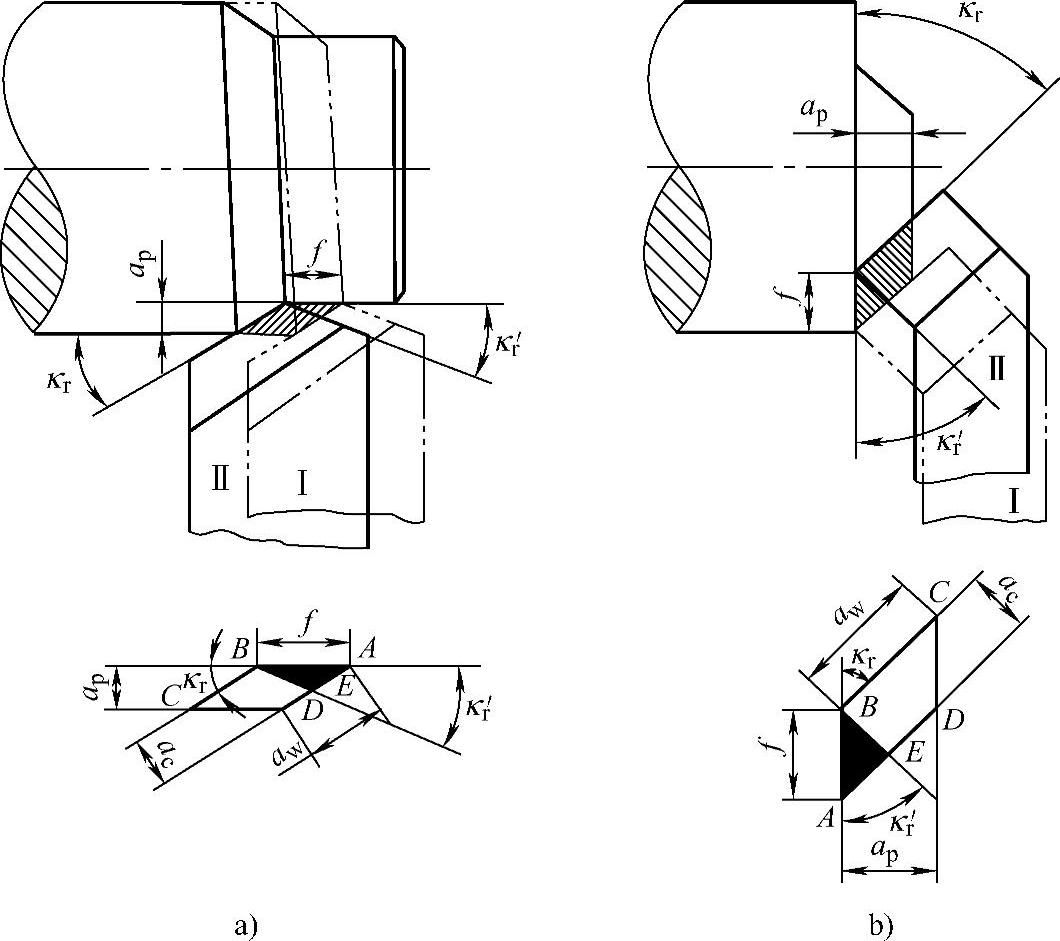
图1-8 切削层和横截面
a)车削外圆 b)车削端面
图1-8中的切削层厚度ac和切削层宽度aw是在主切削刃选定点的基面内,垂直于加工表面测量的切削层尺寸,也就是垂直于工件过渡表面测量出的切削层尺寸。当车刀刃倾角λ=0°,主切削刃为直线时,它们的计算关系为
ac=fsinκr (1-2)
式中 f──工件转一转时刀具的进给量(mm);
κr──车刀主偏角(°)。
切削层厚度对切削层的变形、断屑、切削力及车刀磨损有直接影响,它的大小也可以反映车刀主切削刃在单位长度上的工作量。
增加主切削刃参加切削的长度可以增加切削层宽度,而在其他条件不变的情况下,增加主切削刃长度能够提高加工效率。切削层厚度ac和切削层宽度aw都和车刀主偏角有关,它们随主偏角的变化而变化。
2.切削层中的表面残留面积(https://www.xing528.com)
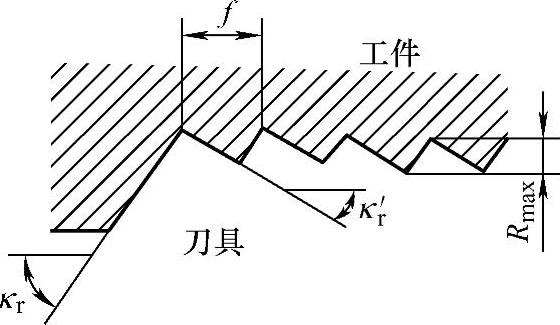
图1-9 车刀角度与工件表面残留面积
由于车刀几何形状与切削运动过程中走刀等方面的原因,车削时,在过渡表面总会留有少量的金属没能被切除,残留在已加工表面上,如图1-8中的ABE部分,致使已加工表面不平整而形成了表面粗糙度。这个残留面积主要受车刀主偏角、副偏角及进给量等因素的影响,其高度Rmax(图1-9)可由下式求出

式中 f──工件转一转时车刀的进给量(mm);
κr──车刀主偏角(°);
κ′r──车刀副偏角(°)。
加工时,若增加车刀刀尖的圆弧半径(图1-10a),则残留面积将有所改善。如图1-10b所示,采用刀尖带圆弧的车刀进行切削时,残留面积由圆弧构成,其高度Rmax明显减小。这时的Rmax用下式计算
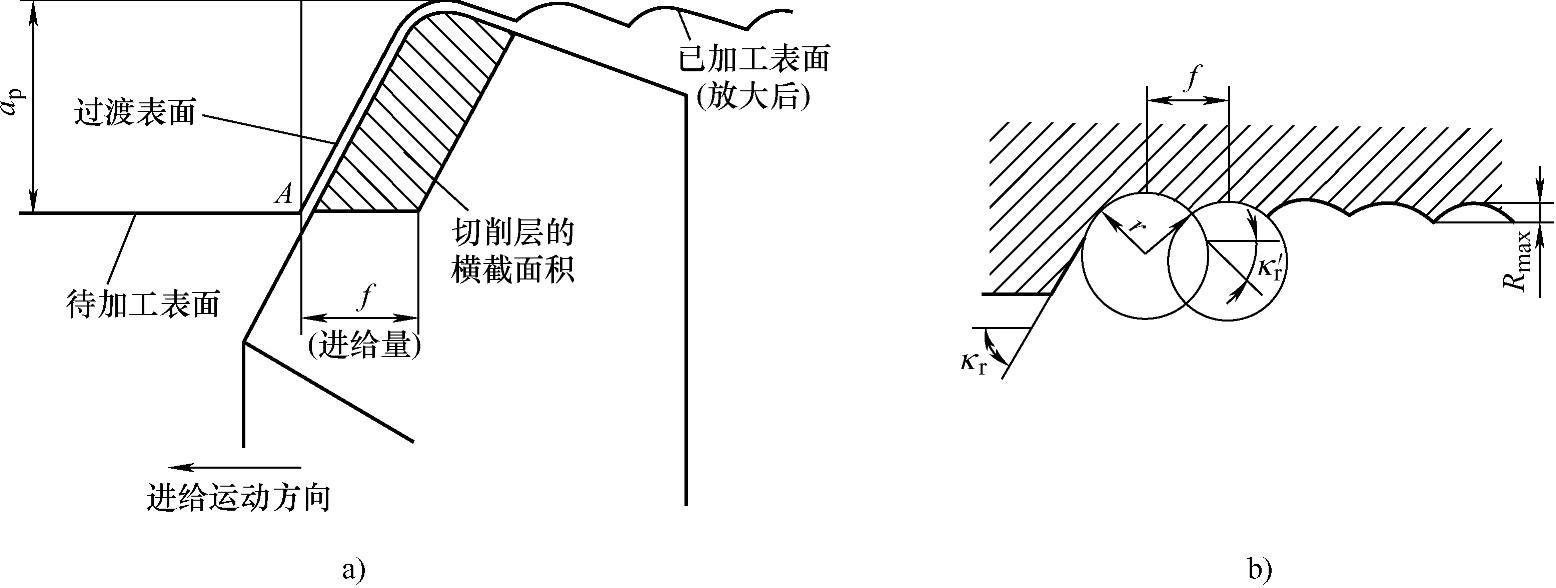
图1-10 刀尖带圆弧车刀的使用
a)圆弧车刀加工外圆 b)工件表面残留高度

式中 f──工件转一转时车刀的进给量(mm);
r──车刀圆弧半径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。