



多工位车刀主要是指一刀多能式车刀,意在提高生产率,减轻劳动强度。下面列举几个例子。
1.多刃车刀
图1-49a所示是将三个硬质合金刀片集中在一把车刀上,形成四个切削刃。在车削如图1-49b所示的工件时,该车刀经过一次安装,即可进行外圆、端面、凹台和内孔的加工,省掉了每个工步转动刀架的操作,减轻了劳动强度,提高了生产率。
为保证车削工作顺利进行,制作该车刀时要把握车刀刀头各部尺寸。例如,车孔时,要使内孔切削刃至外圆切削刃的垂直距离小于工件内孔直径d等,要注意保证四个切削刃均在一个平面上,其安装高度应与主轴中心一致。
2.装有组合切削刀片的车刀
如图1-50所示的车刀由刀柄1和回转切削刀盘2装配而成,四块硬质合金刀片3焊在刀体4上。拧紧螺母,就保证了切削刀片牢固地固定在刀体上。
加工轴类工件时,组合切削刀具可以制成外圆车刀的形式。由于该车刀可采用机械方法集中刃磨,所以刃磨时间短。加工过程中,如果一个硬质合金刀片磨损或破坏,不需要更换刀片,所以车刀使用更加可靠方便,减少了换刀时间。
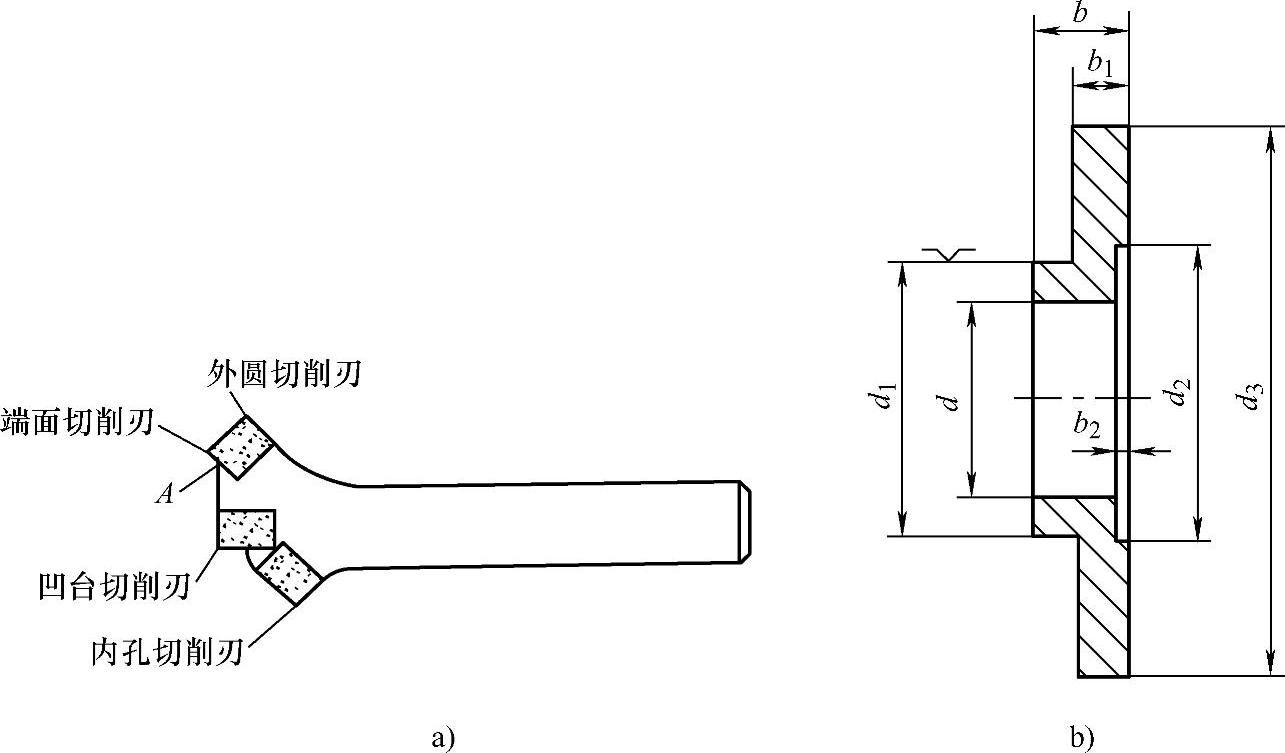
图1-49 多刃车刀及其加工工件
a)多刃车刀 b)加工工件
如图1-51所示的组合切削刀具作了进一步改进,回转切削刀盘7上的三个刀槽互成120°,刀片焊接在刀槽内。回转切削刀盘7与刀座3采用正三角定位,用压板螺钉8和四方螺母4夹紧。压板螺钉8的内侧、刀座3的外侧与刀盘的两侧接触良好,刀盘的正三角与刀座3的正三角配合适当。加工过程中,当一个刀头磨损后,能快速转换另一个刀头,可自定刀头中心,定位准确可靠。刀盘可根据车削需要焊上车外圆、车螺纹、切断等的刀片,制成多功能刀具,进行各种加工。该车刀集中体现了焊接刀具和机械夹固刀具的优点。
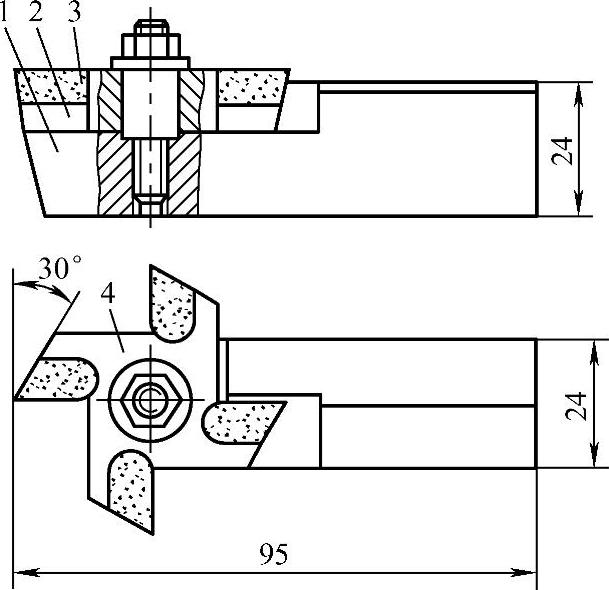
图1-50 装有组合切削刀片的车刀(一)(https://www.xing528.com)
1—刀柄 2—回转切削刀盘 3—刀片 4—刀体
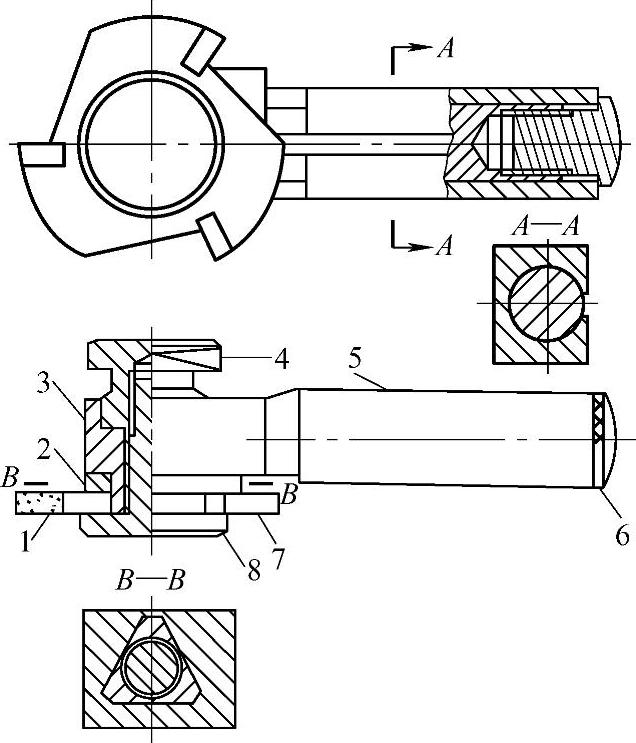
图1-51 装有组合切削刀片的车刀(二)
1—刀片 2—刀盘垫片 3—刀座 4—四方螺母 5—刀柄 6—联接螺钉 7—回转切削刀盘 8—压板螺钉
3.三用车刀
某厂在车削M76×2、M90×2、M95×2三种锁紧圆螺母时,最后一道工序为精车内螺纹,采用45°焊接车刀和内螺纹车刀加工。其加工工步是:装夹找正后,先用45°车刀精车内孔,完成内、外孔口粗倒角和精车端面;然后转动刀架,换上内螺纹车刀半精车内螺纹,留最后一刀余量;再转动刀架,换上45°车刀精倒内、外孔口C2角;清毛刺后,转动刀架,换内螺纹车刀,精车螺纹至要求。
这样,每个螺母工件在车削过程中需往返调换刀架四次,不仅增加了调刀工时和劳动强度,甚至会因刀架重复精度误差过大而达不到技术要求。
为此,该厂设计并制造了如图1-52所示的机夹式内螺纹、内孔、端面三用车刀,解决了车削过程中频繁转换刀架的问题,提高了产品质量。其加工工步是:用车刀4反刀车内孔及内、外孔口粗倒角;用车刀2精车端面;用车刀1半精车内螺纹;用车刀4完成内、外螺口精倒角;用车刀1精车内螺纹。
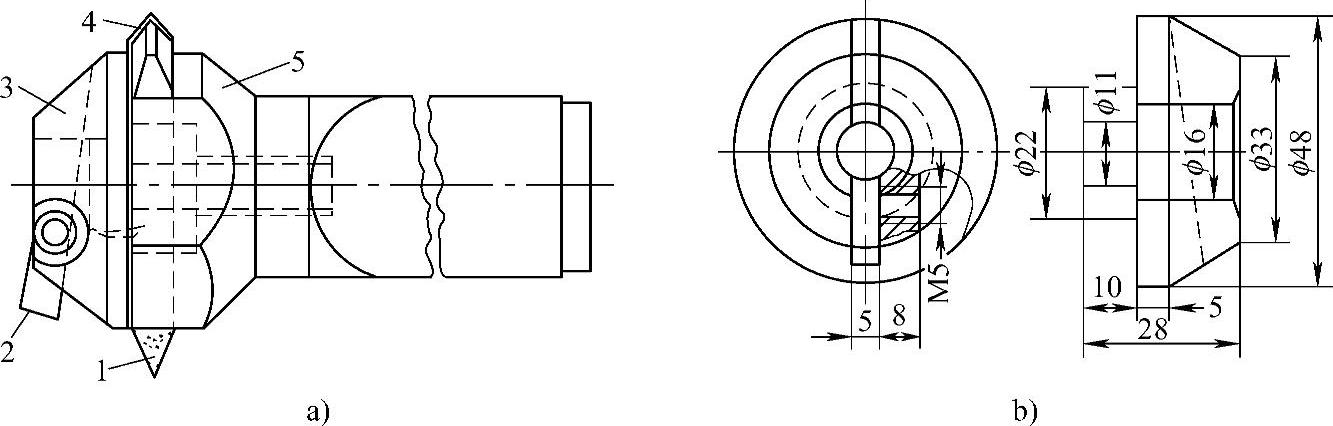
图1-52 三用车刀
a)组装图 b)刀夹零件图
1、2、4—车刀 3—刀夹 5—刀体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。