



1.粗车刀
图2-9所示是车削碳素钢工件时使用的主偏角为90°的外圆粗车刀,车刀刀片材料P10,适合在CA6140型车床上进行加工。其采用的切削速度vc=180~250m/min,背吃刀量ap=3~6mm,进给量f=0.3~0.6mm/r。
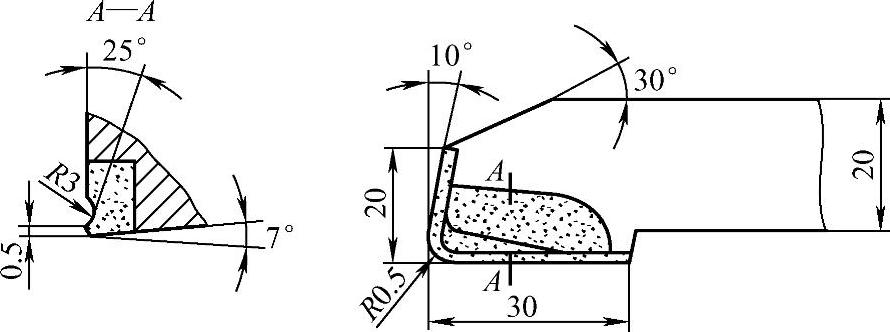
图2-9 90°外圆粗车刀
图2-10所示为75°强力粗车刀,P10硬质合金刀片立焊在刀柄的刀槽内。刀柄材料为45钢,热处理硬度为40~45HRC。采用75°主偏角对减小车削中的切削分力是有利的;采用-10°刃倾角可提高刀具的抗冲击性能;切削刃磨有-5°×0.7mm的负倒刃,可加强切削刃强度,最适合在粗加工和重力切削中使用。其车削用量的选择如下:切削速度vc=80~120m/min,背吃刀量ap=20mm左右,进给量f=0.8~2mm/r(进给量f>0.5mm/r时有利于断屑)。在刀架上安装此车刀时,刀尖应略高于工件中心0.5mm。
图2-11所示为另一结构的75°强力粗车刀,该车刀的前角γo=20°,后角αo=8°,倒刃倾角为-5°,倒刃宽度为0.5°f,刃倾角λs=-3°。由于前角较大,因此切削力较小;前刀面上磨有断屑台,断屑情况好;主偏角较大,背向力小,因此振动小。此车刀可在中型车床上进行强力车削,适合加工直径在50mm以上的碳素钢工件。其车削用量的选择如下:vc=150~180m/min,进给量f=0.8~1.2mm/r,背吃刀量ap=8~12mm。
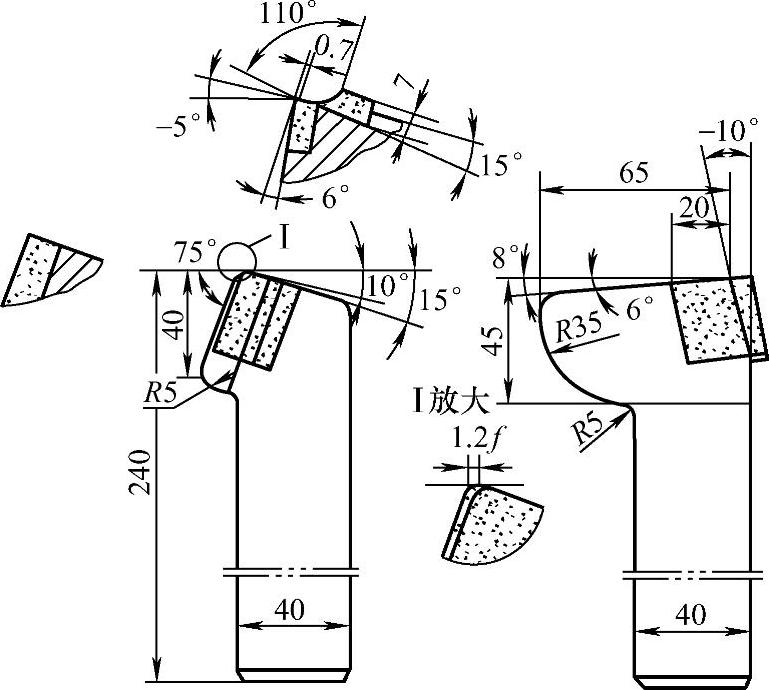
图2-10 75°强力粗车刀(一)
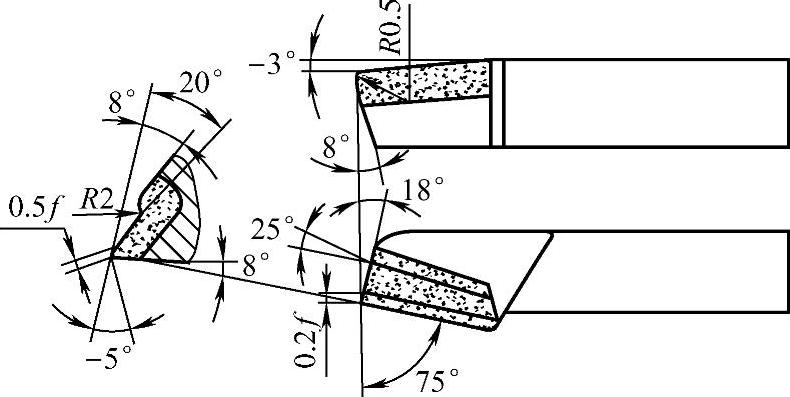
图2-11 75°强力粗车刀(二)
图2-12所示为45°外圆粗车刀,采用P10硬质合金刀片,适合车削碳素钢工件。
车削铸铁材料时,可使用如图2-13所示的大前角车刀。这种车刀的刃倾角λs=0°,主偏角κr=45°,前角γo=15°~18°。前角增大,可减小刀面上的切削压力,使切削顺利。该车刀在中型车床上加工较大直径的强铸铁工件的外圆时,主轴转速n=45~55r/min,背吃刀量ap=8~12mm,进给量f=1.2~1.5mm/r。在刀架上安装车刀时,刀尖要比工作中心高出D/100(D为工件直径)。
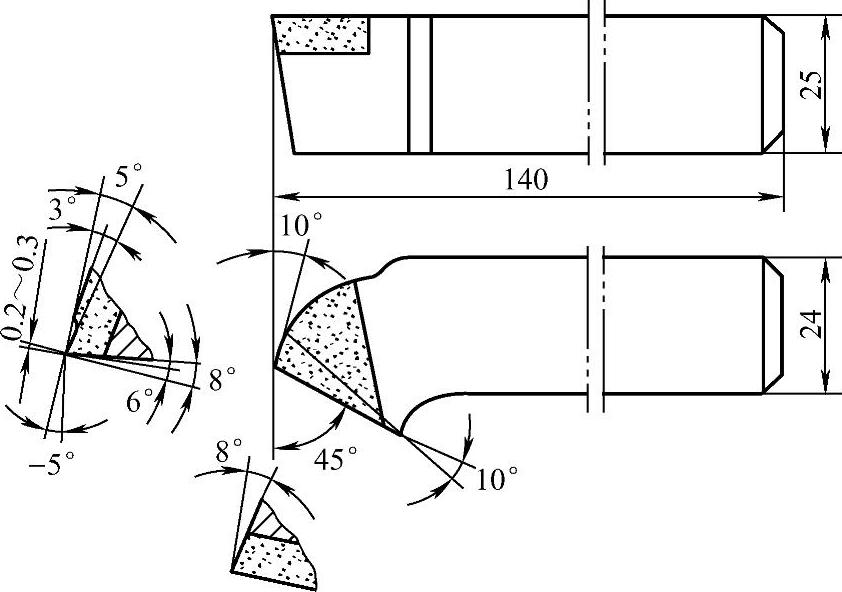
图2-12 45°外圆粗车刀
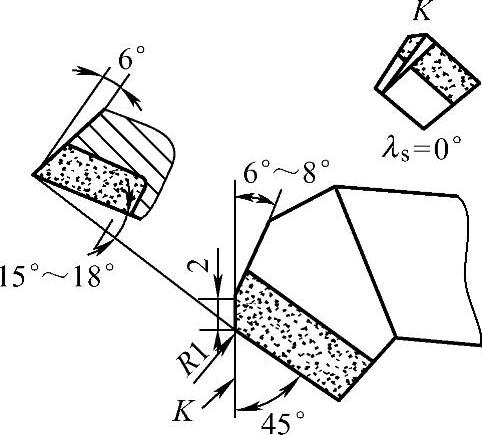
图2-13 大前角车刀
前面讲到,加大车刀前角有利于切削锋利,但前角太大时,车刀的强度减弱,散热条件差,车刀寿命缩短。图2-14所示是一种既可保持较大前角,又具有较高强度的双倒棱车刀,适合在粗加工和半精加工时使用。图中,γo为前刀面前角,并且取大度数正前角;γo1和γo2分别表示车刀棱面上的前角;b1和b2分别表示两条倒棱的宽度,b1=b2=0.1~0.2mm。粗加工时,车刀为双负倒棱型,即γo1=-5°,γo2=-15°;半精加工时,车刀为正负倒棱型,即γo1=0°~5°,γo2=-10°~5°。车刀刃口上磨出倒棱时,刃口会略为变钝,或者说,如果负倒棱太宽,就成了负前角车刀,所以倒棱宽度不宜太大。但若倒棱太窄,则刃口强度差,将起不到负倒棱的特殊作用。

图2-14 双倒棱车刀(https://www.xing528.com)
由于该双倒棱车刀由两条较窄的棱边组成,切削刃趋于圆弧,这就使切削刃强度和散热能力大大提高。由于该车刀切削刃的强度有了保证,所以确定其前角时可以取较大值,通常使前角γo=30°,这时,车刀强度仍很高。实践证明,双倒棱车刀对塑性材料和脆性材料的加工均有很好的效果,车刀的使用寿命可成倍提高。
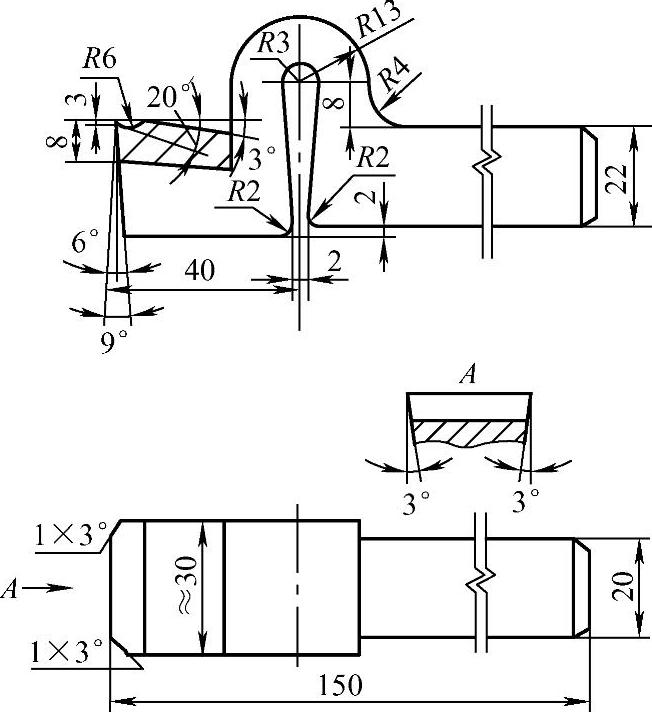
图2-15 弹性宽刃精车刀
2.精车刀
图2-15所示为弹性宽刃精车刀,其高速工具钢刀体成Ω形,具有一定的弹性作用,可以防止切削振动,并且具有良好的冲击韧性,有利于切削平稳。此车刀的前角为20°(车削韧性大的材料时,可增大到23°),前刀面上开有R6mm断屑槽,可使切屑沿该槽自然地排出并折断。
此车刀刀柄材料为45钢,刀尖刃部开刃后,要用细磨石和研磨膏研磨至表面粗糙度值不高于Ra0.8μm;切削刃刃口修磨成圆角。安装该车刀时,切削刃必须与工件轴线平行,并稍低于工件中心线0.1~0.15mm;安装工件时,应采用一夹一顶的方法,由于是用于精车,所以后顶尖使用固定式顶尖。使用该车刀在CA6140型卧式车床上进行半精车时,采用的背吃刀量ap=0.4~0.45mm,主轴转速n=400~450r/min;精车时,背吃刀量ap=0.1~0.15mm,主轴转速为n=20~25r/min。
如图2-16所示的鹅颈式宽刃精车刀用高速工具钢材料制成,该车刀刀体弹性好,切削时无振动,不扎刀,不崩刃。使用前,要用细磨石和研磨膏仔细地进行研磨,将切削刃刃口修磨出圆角。用此车刀在CA6140型卧式车床上精车优质碳素钢和40Cr合金钢一类工件时,切削速度vc=2~8m/min,背吃刀量ap=0.01~0.05mm,进给量f=0.2~2mm/r。安装该车刀时,切削刃与工件轴线须保持平行。
图2-17所示是机夹式可调节精车刀,其上装有刀尖角为80°的六边形可转位硬质合金刀片,刀片刃口间钝角的顶点是工作刀尖,其前角γo和后角αo能进行调节。车刀刀体2用螺栓7和螺母8装配在加工成弧形面的刀柄1上。车刀刀体上装有用销4、楔5和螺钉6固定的硬质合金刀片3,弧形面可使前角γo在-10°~10°范围内进行调节。
3.单刀多刃多用车刀
单刀多刃多用车刀的结构形式前面已有介绍,下面举一个典型示例进行说明,如图2-18所示。该车刀能用于粗车和精车外圆、粗车和精车内孔,同时能车端面和倒角等,从而大大减少了车削过程中转动刀架等的辅助时间,可在一道工序中完成多工序加工。使用该车刀在CA6140型车床上切削40Cr圆钢时的切削用量为:vc=160~240m/min,ap=1~4mm,f=0.2~0.6mm/r。
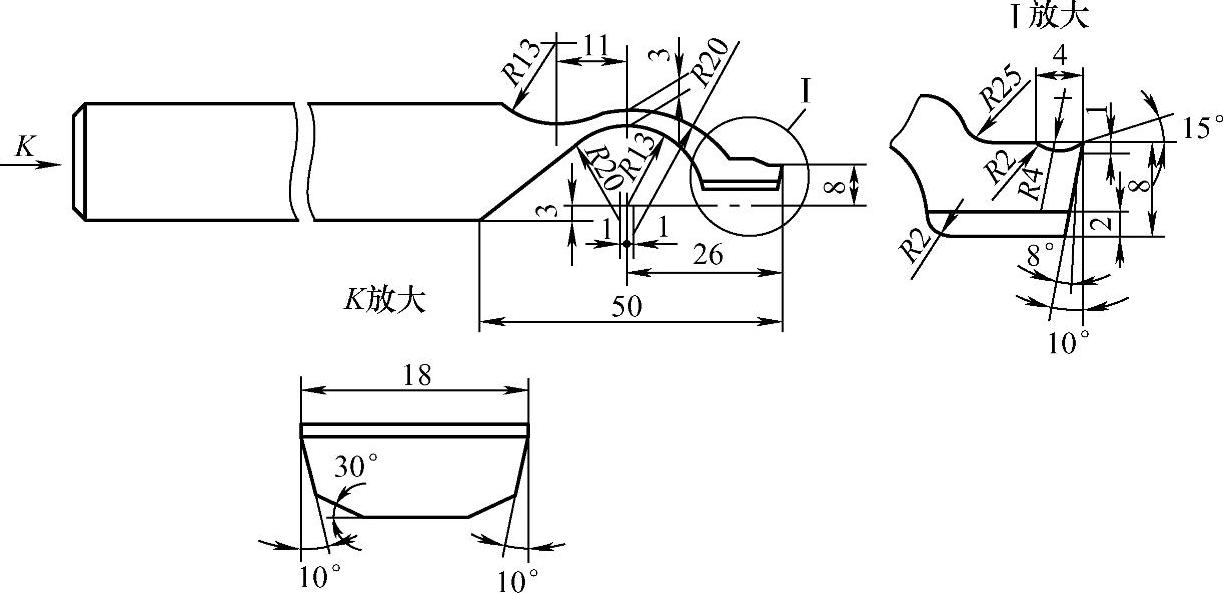
图2-16 鹅颈式宽刃精车刀
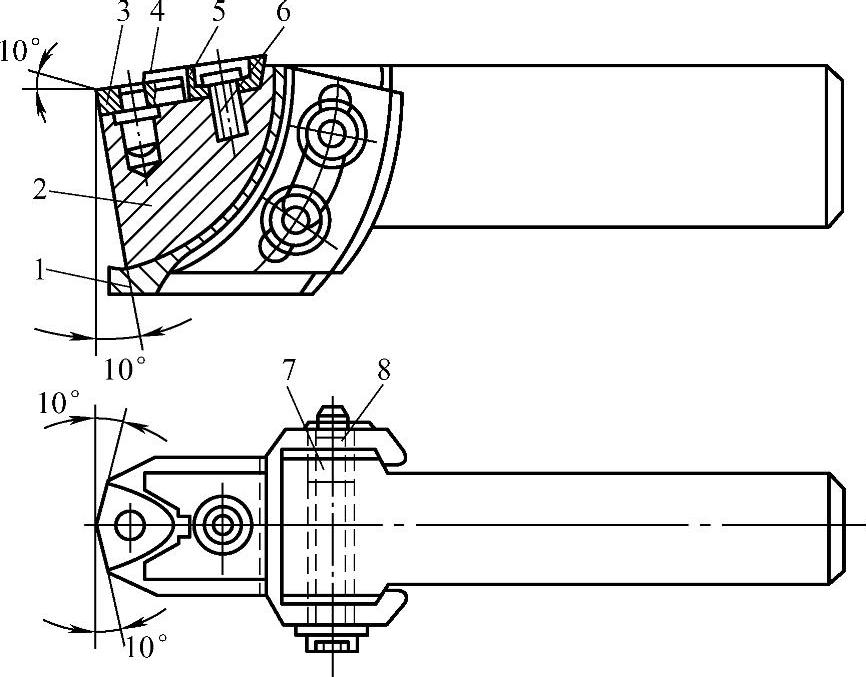
图2-17 机夹式可调节精车刀
1—刀柄 2—刀体 3—硬质合金刀片 4—销 5—楔 6—螺钉 7—螺栓 8—螺母
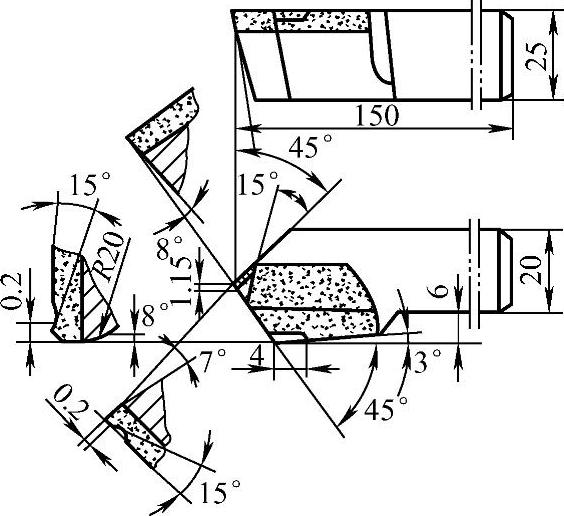
图2-18 单刀多刃多用车刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。