



测量圆孔直径尺寸时一般使用游标卡尺,如图3-232所示。游标卡尺的分度值为0.02mm和0.05mm,需要测量精度为0.01mm的孔径时,可使用内径千分尺(图3-233)。
1.测量小圆孔直径
图3-234所示是使用钢球测量小孔直径的情况,已知钢球直径为ϕD,测得钢球顶端与工件端面的距离为h,求小孔直径AB。
因为△AOB是等腰三角形,OC⊥AB,所以△AOC是直角三角形,由勾股弦定理得

又因为AC=CB,所以AB=2AC,则小孔直径AB便测出来了。
大批量加工测量时,可使用如图3-235所示的工具。测量时,拧松调节螺钉6,使活动测量杆2与表头触点适当接触,然后使用标准环规将百分表调整到零位,即可对内孔进行测量,百分表读数即为内孔的实际偏差值。
制作该量具时,应使活动测量杆2测量头的中心和杠杆百分表测量头的中心均通过小轴11的中心。
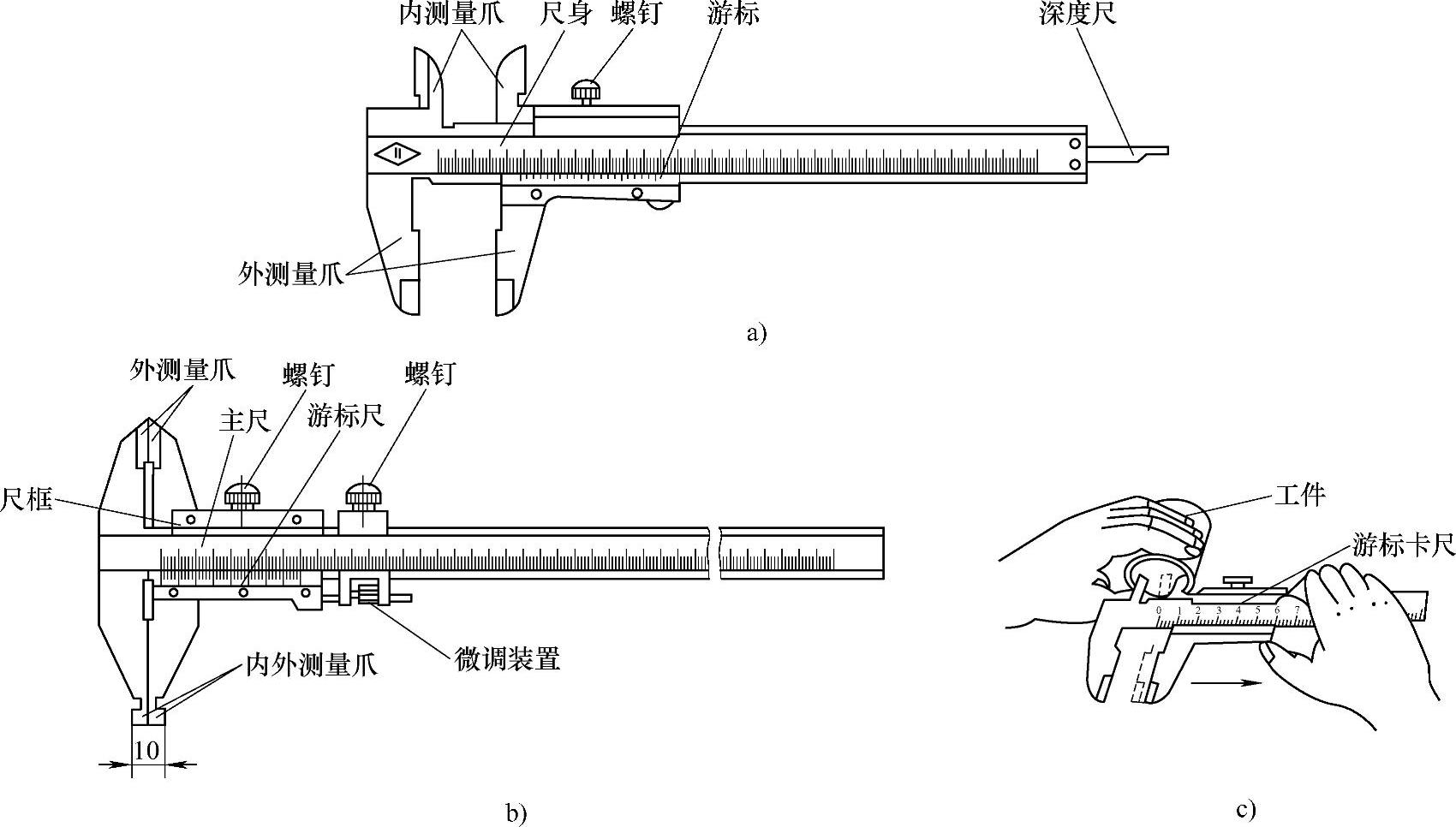
图3-232 游标卡尺及其测量孔径的情况
a)三用游标卡尺 b)不带深度尺的游标卡尺 c)测量孔径的情况
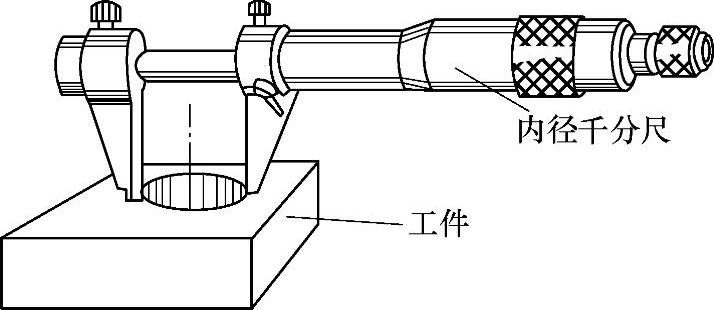
图3-233 用内径千分尺测量孔径
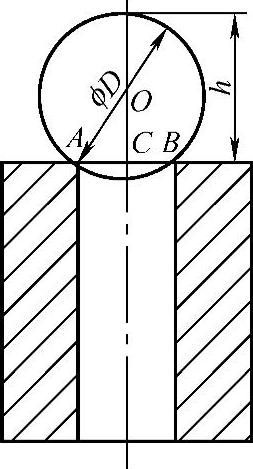
图3-234 用钢球测量小孔直径
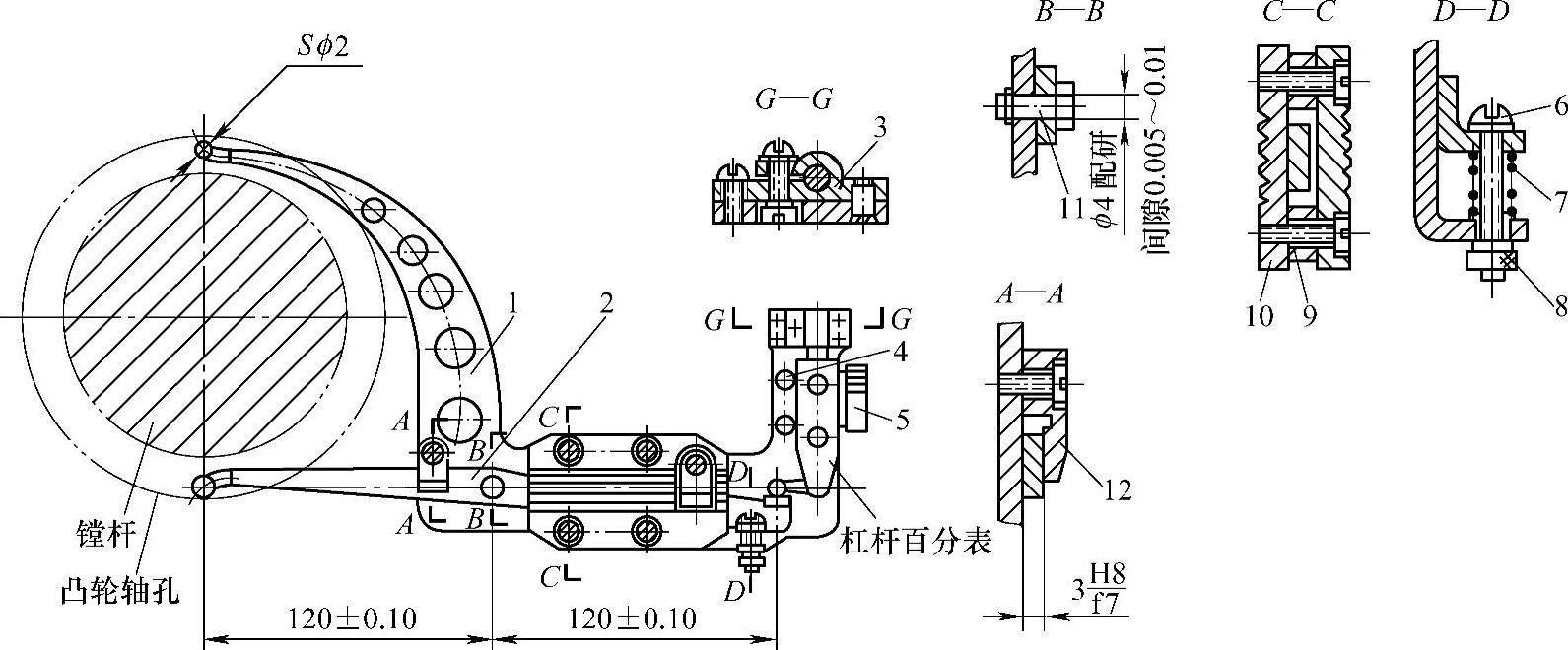
图3-235 测量小孔专用量具
1—固定测量架 2—活动测量杆 3—百分表夹头 4—挡销 5—百分表螺母 6—调节螺杆 7—弹簧 8—螺母 9—圆垫块 10—手柄 11—小轴 12—挡板
2.测量大圆孔直径
图2-236所示是利用比较法测量大圆孔直径的情形。测量如图3-236a所示的工件时,先制造一个ϕ390mm环规,用精密仪器测出环规的真实值为ϕ(390+Δ1)mm,测量前校对好百分表的零位。测量时,百分表上的指示值即为工件相对于环规的偏差值Δ2,由此可计算出工件的真实值为ϕ[390+(Δ2+Δ1)]mm,通过比较,可以判断该工件合格与否。该测量工具的测量误差主要来自百分表和环规,由于环规的误差已得到修正,因此,此测量工具与内径百分表有相同的分度值。
如图3-237所示测量工具的原理与上面相似。对表时,调整可调测杆3使百分表压至半圈或一圈,将表盘拨至零位,锁紧螺母4,再重新校正零位,即可进行测量。
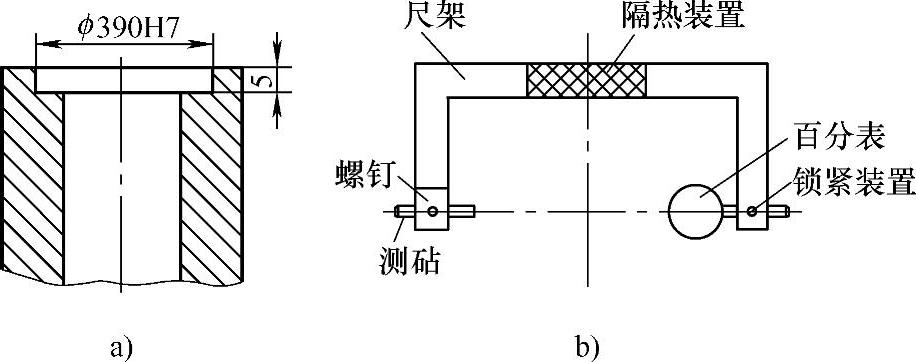
图3-236 用比较法测量大圆孔直径(一)
a)工件 b)所使用量具
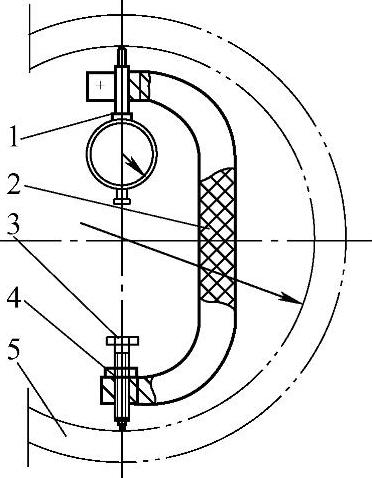
图3-237 用比较法测量大圆孔直径(二)
1—百分表 2—尺架 3—可调测杆 4—锁紧螺母 5—工件
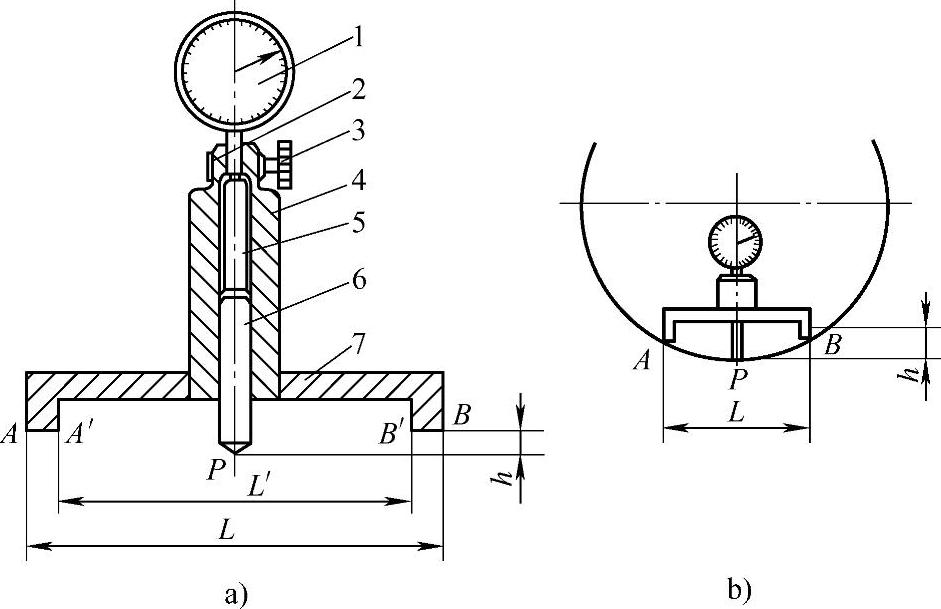
图3-238 测量特大孔直径
a)特大孔直径测量工具 b)测量情况
1—百分表 2—紧固圈 3—螺钉 4—量具体 5—中间杆 6—测量杆 7—弦板
测量时,在工件测量部位的下方使可调测杆的钢珠与工件接触并定点稳住,然后使百分表测杆触头在工件的上方前后左右摆动(轴向摆动时取小值,圆周摆动时取大值为实测尺寸)。例如,若工件孔尺寸加工到ϕ499.95+0.10mm为合格,则当实测尺寸为ϕ499.96mm时,加上该量具的制作误差和测量误差,即可基本满足使用要求。
如图3-238所示的测量工具适用于直径为1~2m的特大孔。如果知道弦长L或L′和h,就可以根据公式D=L2/4h+h求得工件直径D。使用时,将量具紧靠在圆柱孔面上,使A、B两条棱与圆的轴向平行,测量杆6的端点P与孔表面接触,并使百分表测头与中间杆5接触,这样即可根据百分表读数和顶杆算出h,然后根据上式求得直径D。
3.测量特殊工件孔径
如图3-239a所示的工件比较特殊,尤其是在孔的深度大而孔径小时,更加难以测量。这时可采用如图3-239b所示的方法。将蜡(或易熔塑料)熔化后填满工件孔内,并预先在蜡中间插入一根尺寸适当的方形杆,待蜡(或易熔塑料)和方形杆凝固后,连蜡一起拔出(若结合较紧,可将方形杆稍转动一下再拔出),然后用测量工具进行测量,便可得出相应孔的尺寸。
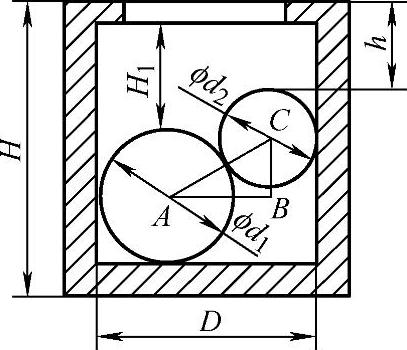
如图3-240所示工件的孔口小,中间直径大,这类工件无法使用游标卡尺测量孔径D。这时可将两个钢球放入孔内,当d1和d2不相等时,可用下式计算D。由于△ABC为直角三角形,则
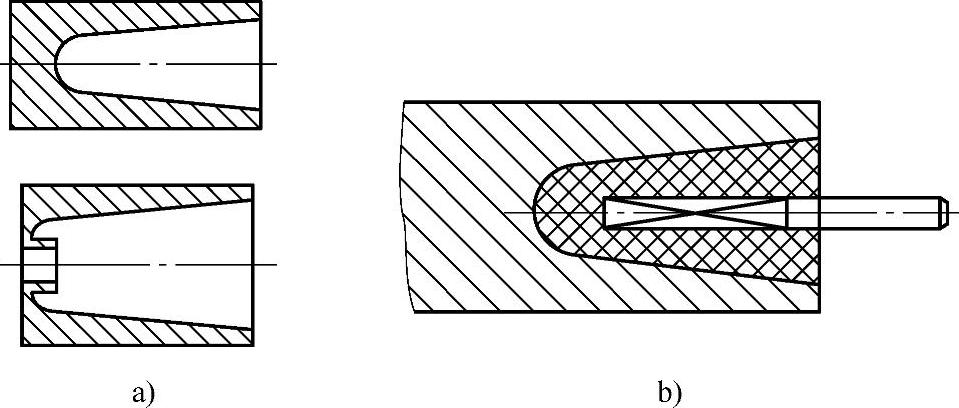
图3-239 特殊工件及其孔径的测量
a)特殊工件 b)孔径的测量方法
 (https://www.xing528.com)
(https://www.xing528.com)
图3-240 用两钢球测量孔径
因为 
所以 
当钢球直径d1=d2=d时

因为 
所以 
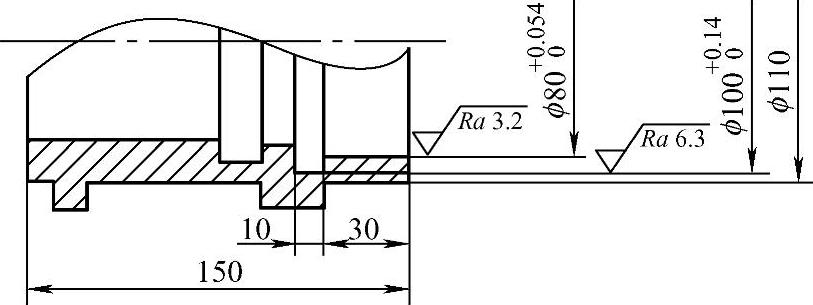
图3-241 内沟槽工件
4.测量孔槽直径
图3-241所示内沟槽工件上一条内沟槽的直径为ϕ100+0.140mm,测量时可采用如图3-242所示的方法。该量具使用旧的游标卡尺改制而成,测量起来很方便。
图3-243所示也是使用游标卡尺改制的量具,它在表夹上固定了一个小百分表,使用时将表夹位置固定。移动测量尺时,卡尺右端面就会与百分表触头接触,使表针定好零位。每次测量,当表针转到零位时,被测尺寸就是孔槽工件的直径尺寸。测量尺两卡脚的距离可使用标准环规或千分尺进行校准。
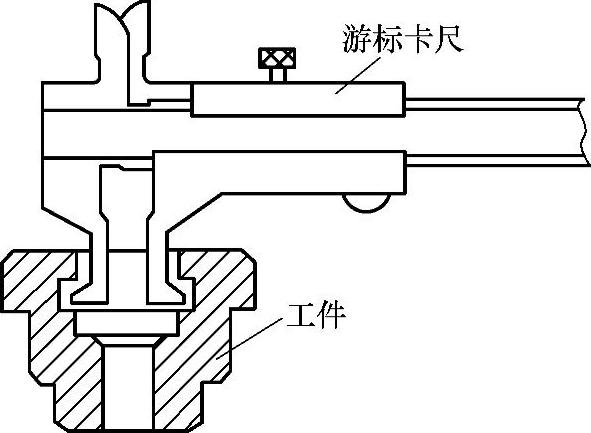
图3-242 改制游标卡尺测量内沟槽(一)
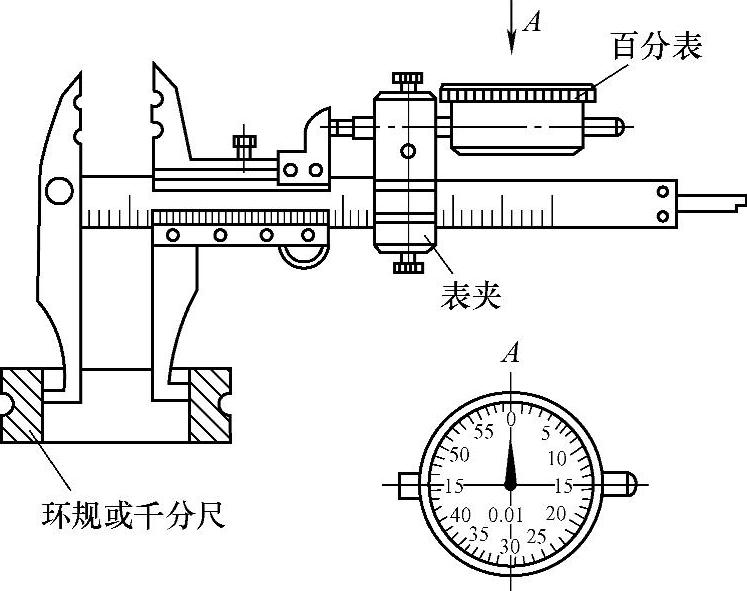
图3-243 改制游标卡尺测量内沟槽(二)
图3-244所示工件的孔槽直径尺寸难以测量,某厂大批量加工该工件时使用了如图3-245所示的量具,效果很好。
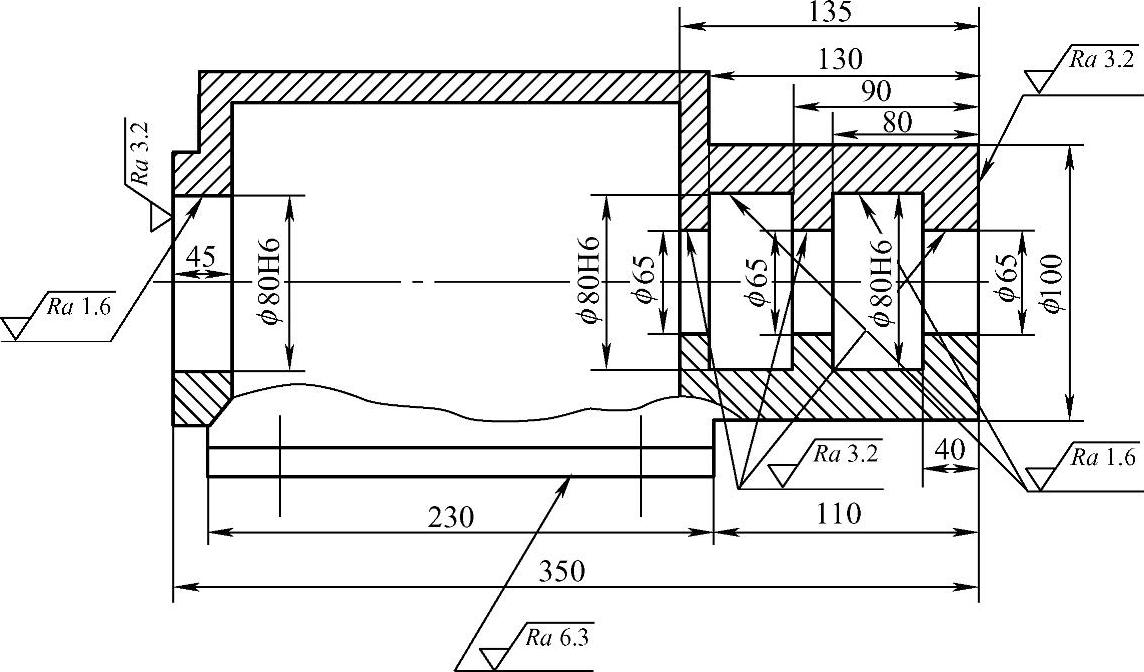
图3-244 孔径外小内大的工件
该量具利用等臂杠杆原理,通过测杆尖端的小钢球与工件孔壁接触,并将所测量实际尺寸反映到数显游标卡尺上(制作该量具时,若没有数显游标卡尺,可使用普通游标卡尺代替,但测量精度稍差些)。
使用时,先定好测杆1和测杆2间的距离A(A等于被测工件的孔径尺寸,如ϕ80H6),然后将数显游标卡尺所处测量位置调到零位。这样在每次测量时,若数显游标卡尺上出现的数值为零,则孔径合格。
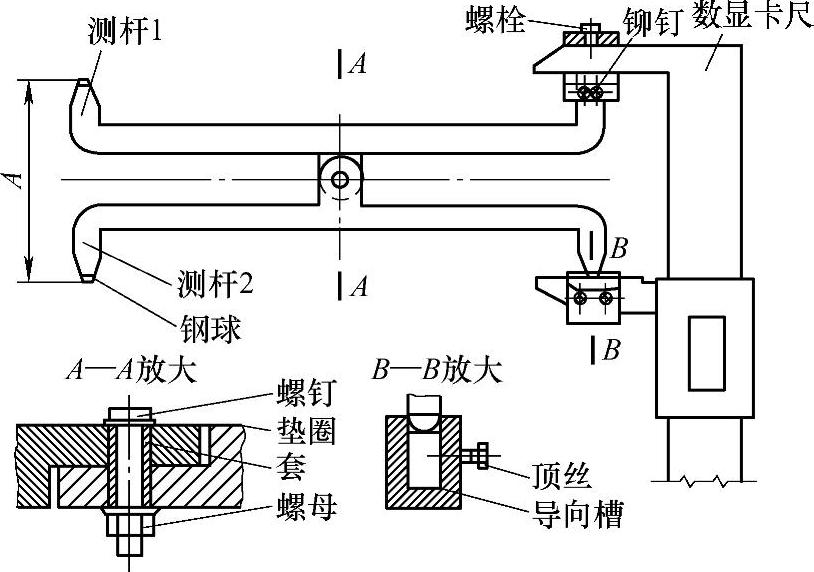
图3-245 利用等臂杠杆原理制成的量具
5.测量圆锥孔大端直径
圆锥孔车削完毕后,其大端直径很难测量准确,若使用圆锥塞规检测,又往往由于锥孔有倒角而难以控制。下面介绍一种在批量加工中,检测圆锥孔大端直径是否合乎要求的专用工具。
图3-246a中的专用工具不是直接量出尺寸,而是采用比较法进行测量。它由百分表、表座和测头三部分组成。使用时,先将专用工具放在一个直径合乎要求(标准尺寸ϕD)的标准圆锥孔工件上,并将百分表指针对正零位,然后按照相同的方法将专用工具放在其他工件上进行检测。若指针也在零位处,则说明该工件合格。
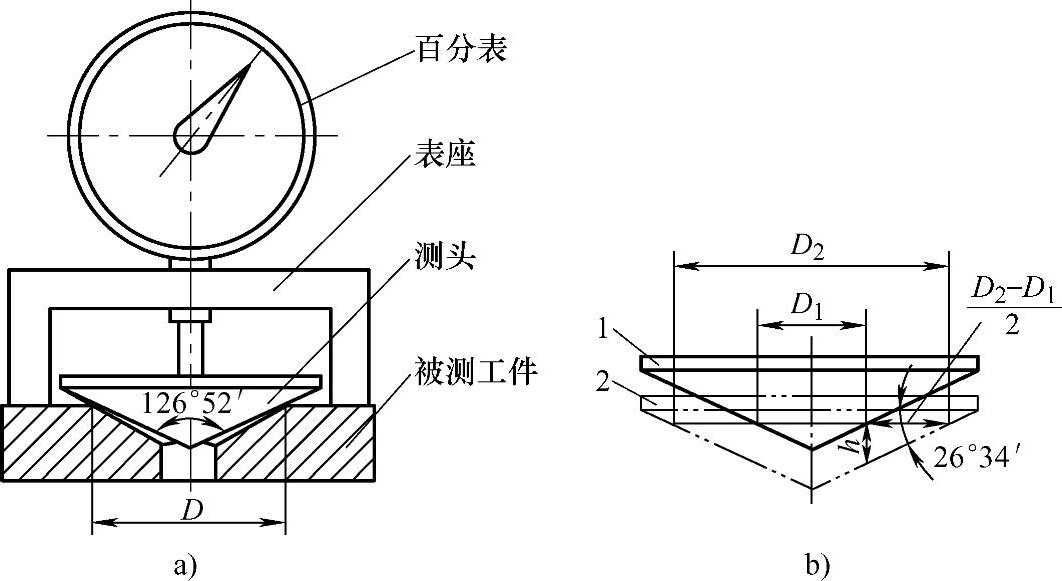
图3-246 测量圆锥孔大端直径
a)测量工具和方法 b)检测计算图
专用工具中测头的圆锥角采用126°52′(第二章第五节介绍过它的测量原理),这是因为当车出的圆锥孔不合格时,测头就会向上或向下变动位置,百分表指针也要发生变化。当圆锥孔孔径大时,测头下降,假定在位置1处测得直径为D1(图3-246b),下降h后,在位置2处测得直径为D2,这时

也就是说,百分表指示值的变化反映被测直径变化值的1/4。
当百分表以直径为D的标准圆锥孔工件对正零位后,检测其他工件时,若表针对零位偏移+δ,则被测圆锥孔的大端直径为ϕD-4δ。此工具可检测圆锥顶角在126°以下的各种圆锥孔。
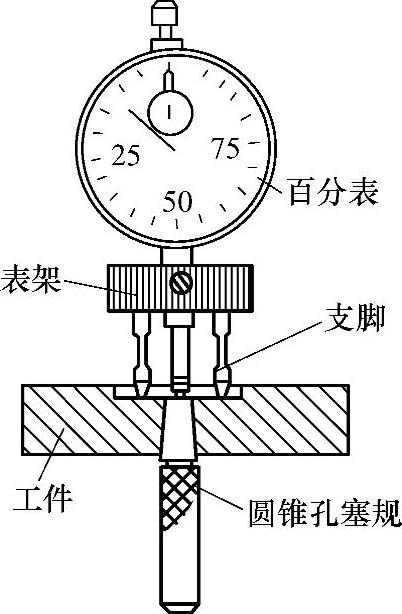
图3-247 测量圆锥孔小端直径
6.检测圆锥孔小端直径
批量加工圆锥孔,检测圆锥孔小端直径时,可使用如图3-247所示的专用工具。将带有三个支脚的百分表支架放在一个被检测的标准工件上,把圆锥塞规插入工件圆锥孔内,在百分表测杆顶住圆锥塞规的上端面后,将百分表对正零位。检测其他工件时,也按照同样的方法,根据百分表的读数是否与标准工件一致,即可判断锥孔是否合乎要求。
制造该检测工具时,应使百分表测杆中心线与圆锥孔中心线重合,并且圆锥塞规的端面要与其中心线垂直,这样可以提高测量精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。