



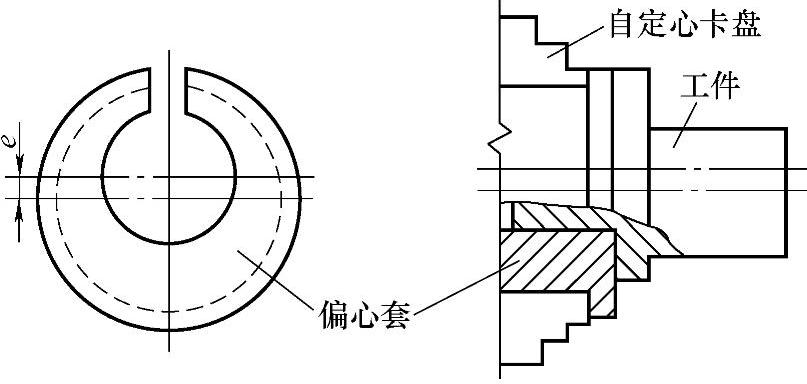
图4-40 装夹小尺寸偏心轴工件(一)
1.车削偏心轴时工件的装夹
小尺寸偏心轴工件的装夹方法如图4-40所示,在自定心卡盘上安装一个偏心套,将工件装夹在偏心套内。偏心套上的偏心距e等于工件的偏心距。
图4-41a所示是将工件安装在偏心套内,并用螺钉将偏心轴件固定,工件另一端通过尾座顶尖顶持好。图4-41b所示夹具是使用两个螺钉并通过平键将偏心轴件压紧。
图4-42所示偏心轴工件的左端为四边形,在夹具夹持处也加工出与偏心轴四边形相配合的内方孔作为周向定位,然后通过螺钉将偏心轴件压紧。
(1)双偏心轴夹具 图4-43所示为双偏心轴工件,圆O与圆O1的圆心距为OO1=e(图4-44a),设被加工工件的轴线为O1,当以O为车床主轴回转中心进行切削时,加工出的即为O的圆周表面。将已加工好的圆O绕O1旋转180°,此时圆O的圆心到了O′位置,若仍以O为主轴回转中心进行切削,则它与第一次加工出的圆的圆心O′相距OO′=2e(图4-44b),O及O′与O1的距离都为e。利用以上原理,即可加工出偏心距相等且偏心成180°的双偏心轴。
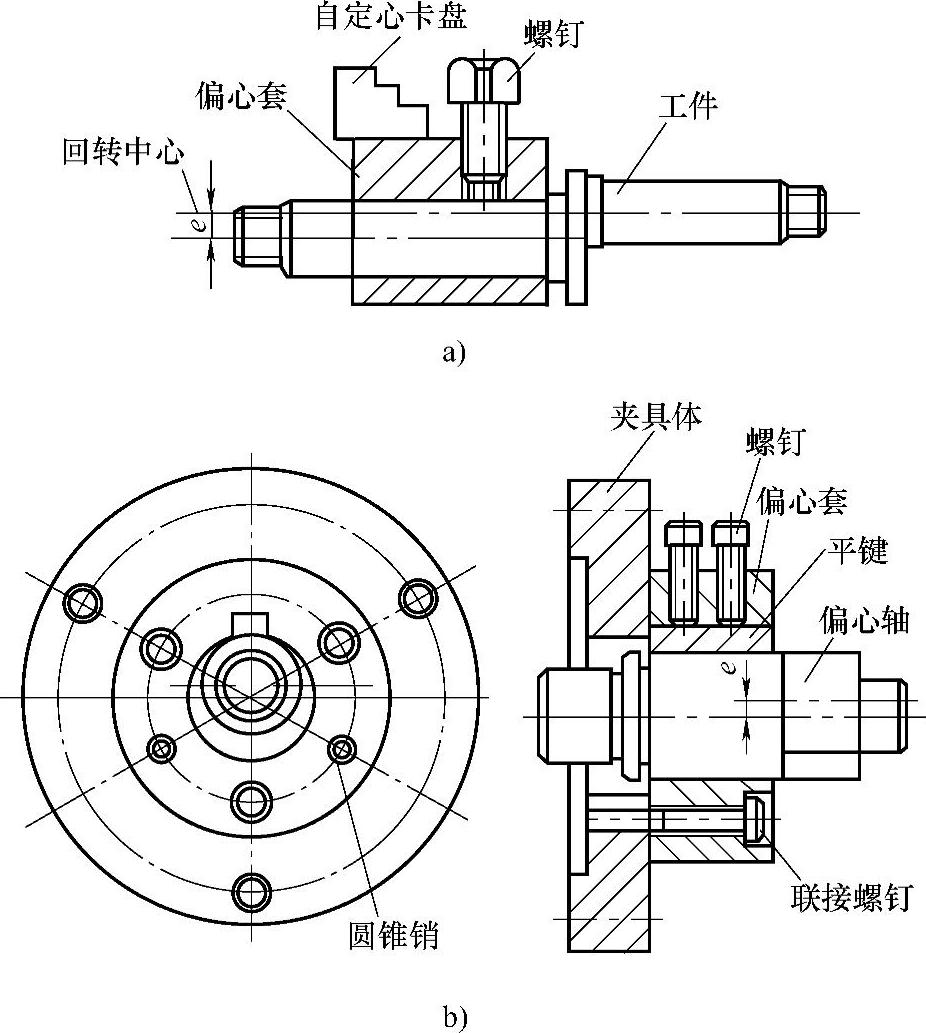
图4-41 装夹小尺寸偏心轴工件(二)
a)使用一个螺钉固定工件 b)使用两个螺钉固定工件
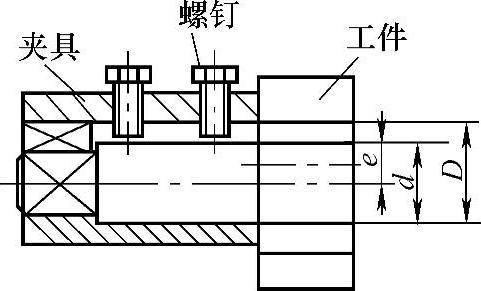
图4-42 装夹小尺寸偏心轴工件(三)
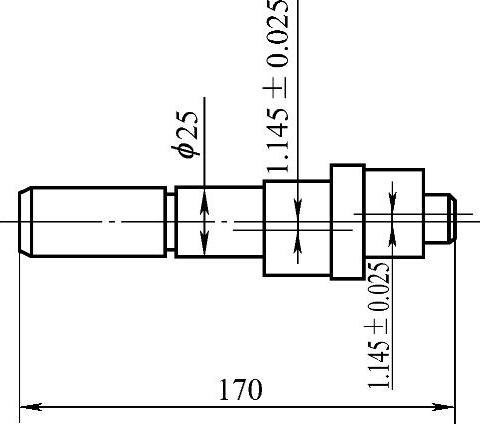
图4-43 双偏心轴工件
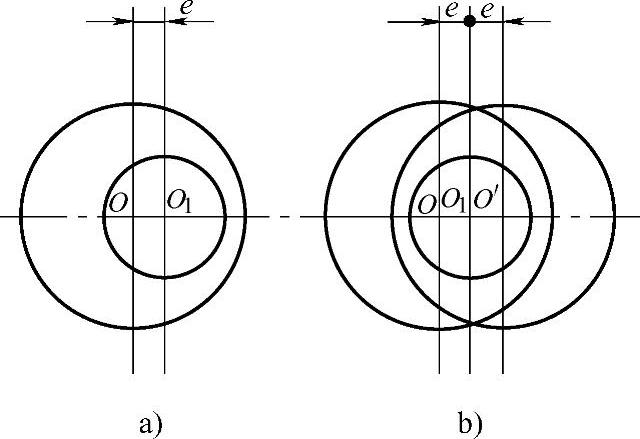
图4-44 双偏心轴工件的装夹加工原理
a)第一次切削圆心距 b)将O绕O1转180°进行切削
装夹双偏心轴所使用的夹具如图4-45所示,接盘1与车床主轴法兰盘用螺钉联接,接盘上开有一条圆环形T形槽,用T形槽螺栓3与转盘2相联接。定位轴6与接盘1为过盈配合,与转盘2为间隙配合。定位轴6的轴线与接盘1的轴线相距e=1.145mm(即与车床主轴轴线相距e,e等于偏心轴工件的中心距)。将粗加工好后的轴件放入夹具体中,拧紧紧定螺母4,迫使弹性夹头5向内夹紧轴件起到定心及夹紧作用。加工完一端偏心后松开螺母7,拔出定位销11,将转盘2绕定位轴6旋转180°,再将定位销11插入另一定位孔中,拧紧螺母7,即可加工另一偏心。
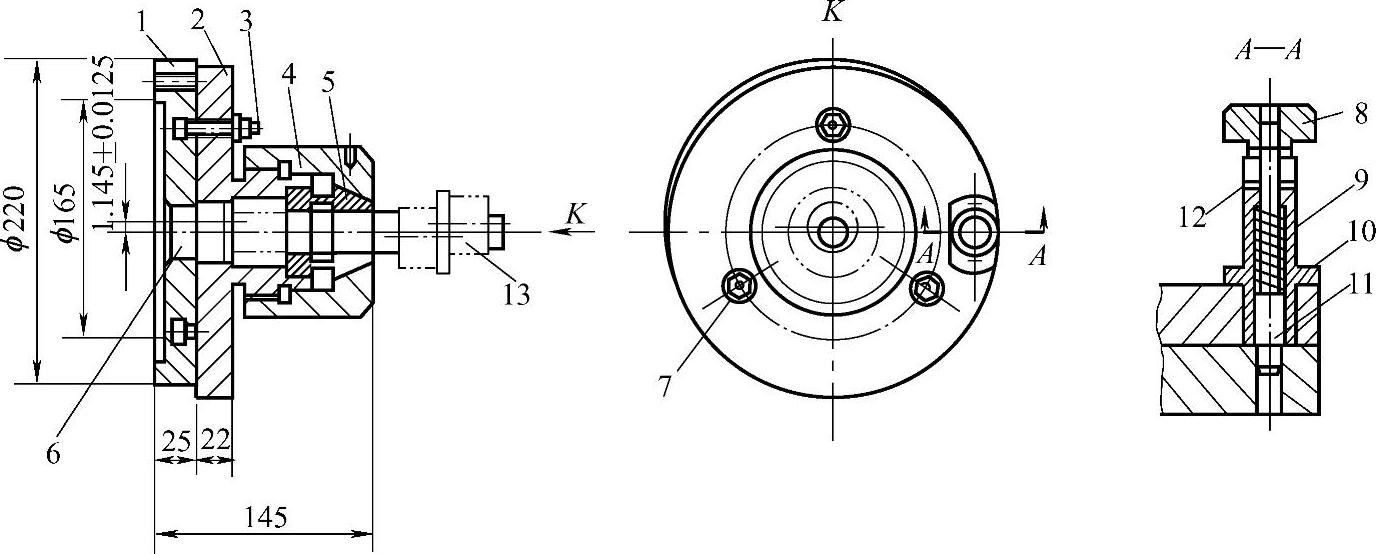
图4-45 双偏心轴工件夹具
1—接盘 2—转盘 3—T形槽螺栓 4—紧定螺母 5—弹性夹头 6—定位轴 7—螺母 8—把头 9—弹簧 10—导套 11—定位销 12—圆柱销 13—工件
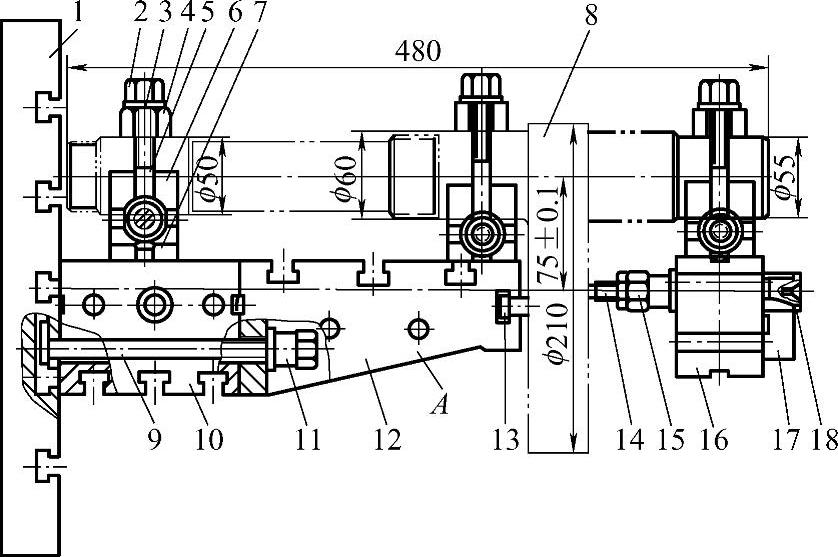
图4-46 车削偏心轴使用的组合夹具
1—基础板 2、11、15—螺母 3—垫圈 4—压板 5、9—螺栓 6—V形支承 7—垫板 8—偏心轴(工件) 10—长方形支承 12—基础角铁 13—T形键 14—定位螺钉 16—方形支承 17—钻模板 18—芯子
(2)车削大尺寸偏心轴工件时使用的组合夹具 图4-46中的偏心轴工件,由于所加工的偏心部位在轴的中间,并与车床主轴中心重合,偏心轴的重量偏移在主轴中心以外。当轴件旋转时,因偏心离心力大、刚性差,容易引起扎刀而损坏工件或夹具。该组合夹具的刚性好、装夹牢固可靠,可以满足装夹要求。
在与车床花盘连接的基础板1上装上长方形支承10和基础角铁12,用平键与基础板1的T形槽定位,以三根螺栓9和螺母11压紧,使其连接成为一个整体,组成一个弯板式结构,作为夹具的主体。在弯板平面上,用两块V形支承6承托住偏心轴的长端,用螺栓5、压板4、垫圈3和螺母2将其压紧。偏心平面的左端靠在T形键13上,偏心轴右端ϕ55mm处安装中心孔装置。以方形支承16为主体,通过V形支承6、螺栓5、压板4、螺母2与ϕ55mm轴径连接并夹紧。在方形支承16左面,以螺母15和定位螺钉14组成一个可调支承点,用以与T形键13相对应,从两侧挤住偏心平面。这样既可改善偏心外圆的加工条件,又支承了右端的中心孔,不至于因中心孔受力导致中心孔装置倾斜而影响加工质量。在钻模板17的孔内装入中心孔芯子18,按照偏心距尺寸公差的1/5~1/3在下面调整好位置,用尾座上的顶尖顶住。用弯板部分的重量与偏心重量相等的方法,使旋转平衡以消除离心力。
该夹具以弯板式结构为主体,轴的不加工部位被全部紧固,并用顶尖扶住悬空部分。装夹轴件时,将A面置于与水平面垂直的位置,偏心轴即可依本身重量自行找正。对于装夹中心孔装置,用百分表将A面与方形支承16找平行,便可保证偏心距要求。加工时,宜采用低速、正前角车刀,分2~3次进给加工。
2.车削偏心孔时工件的装夹
偏心孔工件如图4-47所示。大批量加工小尺寸偏心孔工件时,可采用如图4-48所示的方法进行装夹。图4-49a所示夹具适合装夹偏心距较小的工件,它的内孔以偏心孔的中心到偏心工件外圆的距离为半径R。车削偏心距稍大的工件时,可采用如图4-49b所示的方法,在紧定螺钉下面加上一个小型V形块,拧紧螺钉将偏心件固定。
图4-47 偏心孔工件
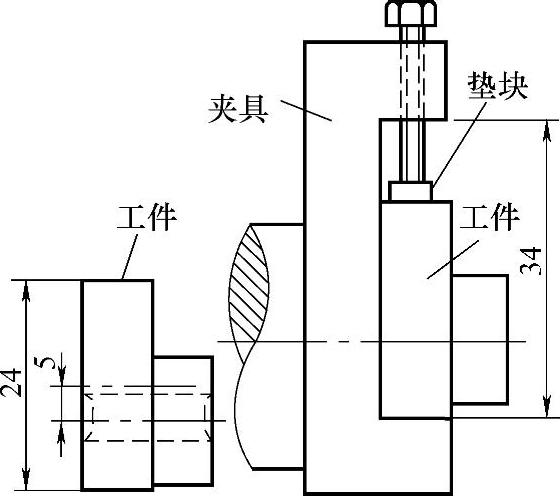
图4-48 装夹小尺寸偏心孔工件(一)
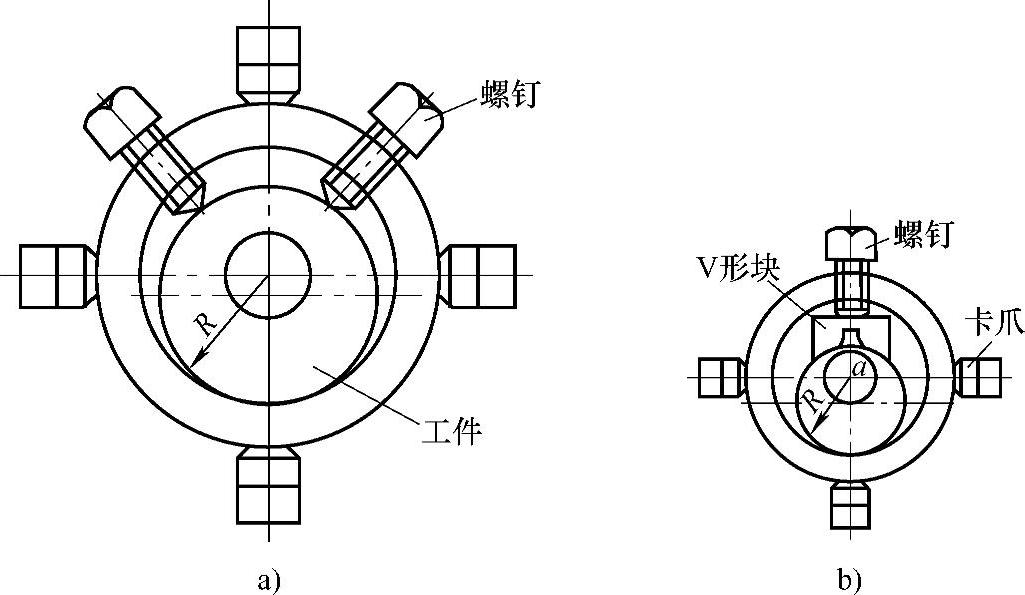
图4-49 装夹小尺寸偏心孔工件(二)
a)安装偏心距较小的工件 b)安装偏心距稍大的工件
图4-50所示夹具与图4-49相似,将工件装进夹具体内,拧紧螺钉,通过压块将偏心孔工件夹紧。
车削小尺寸偏心孔工件时,还可以采用如图4-40所示的偏心套夹具进行装夹。单件车削形状较为复杂的偏心孔工件时,加工前先在工件端面按照偏心距划出线印,装夹时按照线印进行找正,然后车孔。
图4-51所示是将两个卡盘组合在一起,母卡盘是单动卡盘,子卡盘是自定心卡盘,用单动卡盘夹住自定心卡盘,并调整两卡盘轴心间的偏心值达到要求。为了确定子卡盘的位置,可在自定心卡盘上夹上一个标准棒,使用百分表找正标准棒。
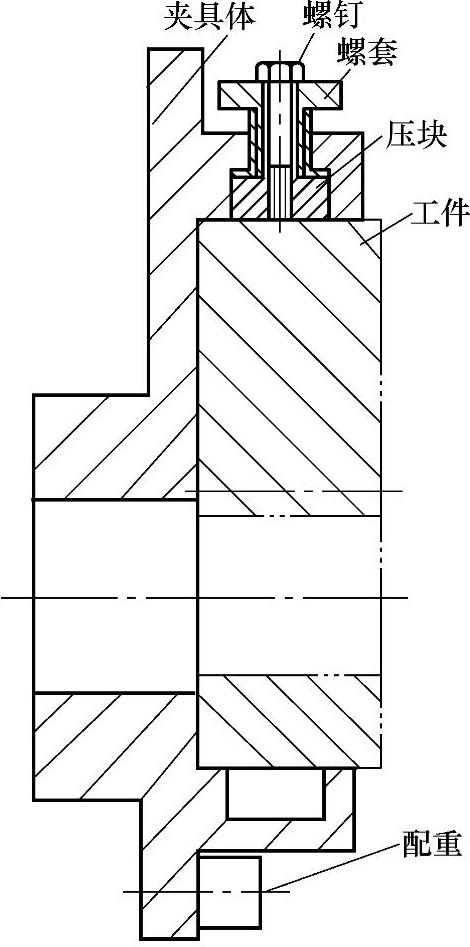
图4-50 装夹小尺寸偏心孔工件(三)
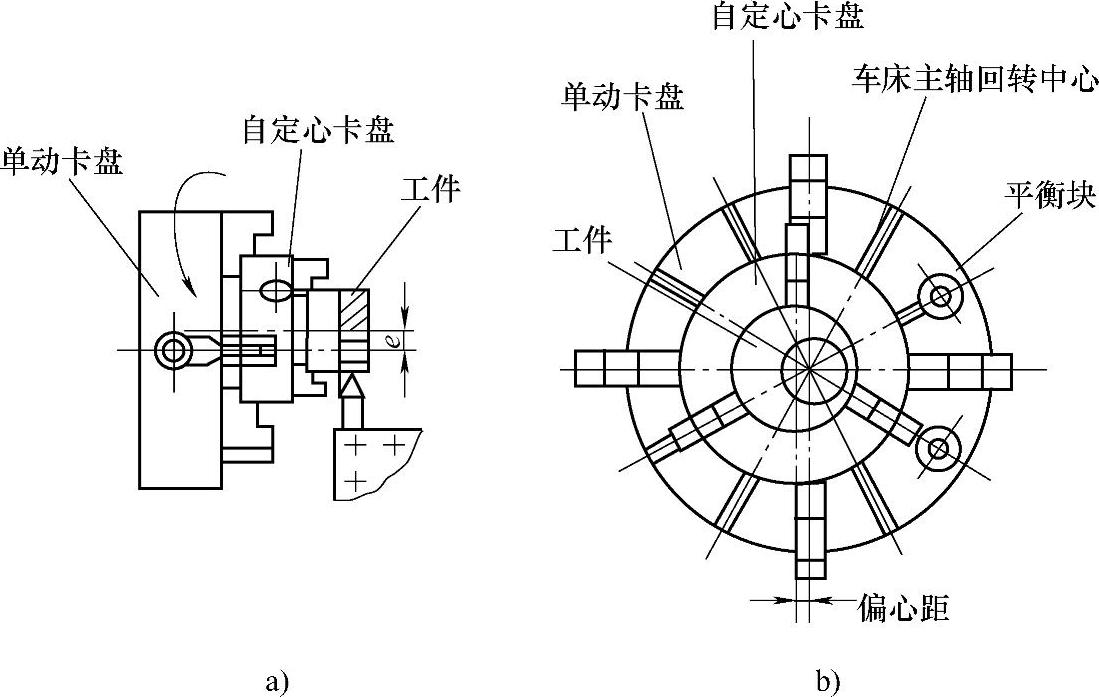
图4-51 母子卡盘装夹偏心工件
a)母子卡盘装夹工件 b)母卡盘配上平衡块
采用这种装夹方法加工偏心工件时,仅需准确地找正一次,接着加工出来的工件偏心值都是一致的,从而可大大节省辅助时间,提高生产率。如果子卡盘调整得精确,则偏心距误差可控制在0.01mm左右。
车孔时,为了保证主轴转动均匀,可在母卡盘(单动卡盘)上配上一定质量的平衡块(图4-51b),并校正平衡,以保证切削平稳。
该方法也适合装夹小尺寸的偏心轴工件。
(1)较复杂偏心孔工件的装夹 图4-52所示的偏心孔工件,其内孔与外圆的偏心量为(20±0.1)mm,且要求轴线的平行度误差在0.03mm以内,并且有其他位置公差要求。
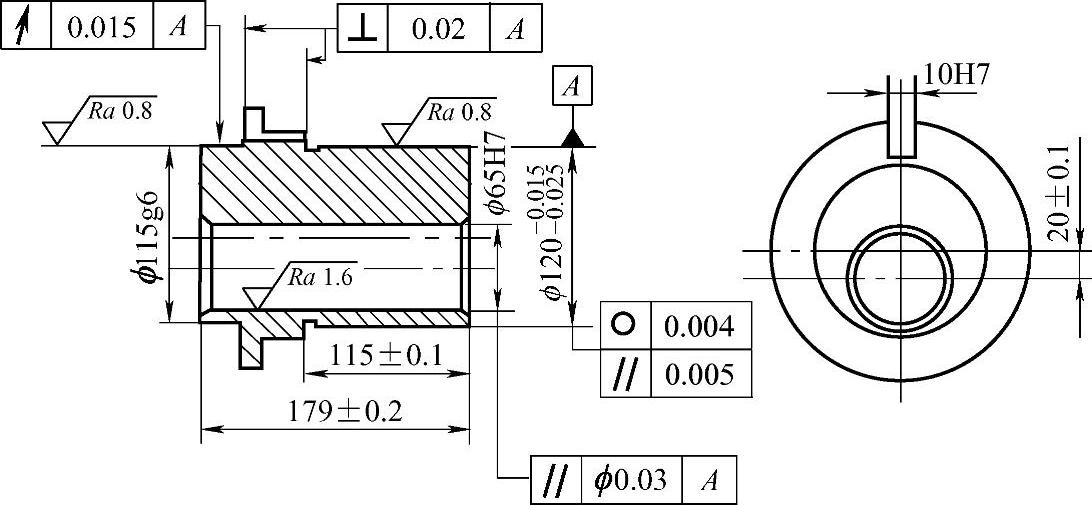
图4-52 较复杂偏心孔工件
图4-53所示为装夹该工件的夹具,夹具体与内孔的偏心量e=(20±0.03)mm,与工件相同,其偏心方向与图4-52相反。车削偏心孔时,先将工件外圆(ϕ120-0.015-0.025mm)、台阶和端面处加工好,然后将外圆插入夹具体的孔内,左端面[尺寸为ϕ(115±0.1)mm]靠在夹具的右端面处,将定位销插在工件的10H7槽中,用4个双头螺柱及8个螺母把夹具体与花盘连接在一起,定位心轴插在车床主轴孔内,使花盘与车床主轴连接。工件安装在夹具体内,通过3个螺栓、压板及螺母固定。
制作该夹具时,要注意保证夹具体内孔与定位轴轴线间的同轴度,以及夹具体右端面与主轴轴线的垂直度要求,以保证工件孔中心线与车床主轴轴线的一致性。
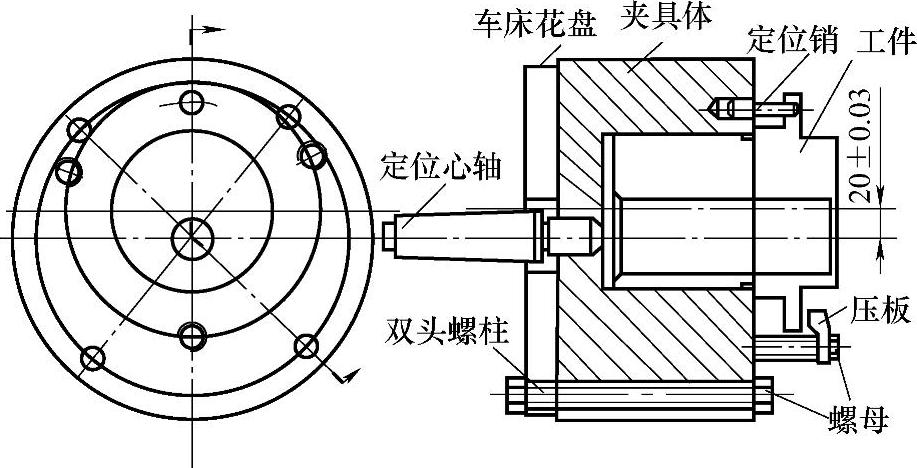
图4-53 较复杂偏心孔工件的装夹方法
图4-54所示是活塞工件,其夹具如图4-55所示。偏心止口胎2以止口定位,通过螺栓10与车床法兰盘11联接。键槽套8可以在偏心止口胎中自由转动以便进行角向调整。为了方便调整和调整后的锁紧,其大端面的结构形式应如断面图A所示。拉紧件5通过尾部螺纹与车床滑动拉杆1相连接,并可以通过键3在键槽套8中自由滑动。加工时,将拉销6插入活塞销孔及拉紧件5前端的拉紧孔中,将活塞工件12沿切削力方向旋转,消除夹具系统的间隙后,进行液压拉紧。加工完毕后,依靠弹簧7的作用使其退出夹紧状态。
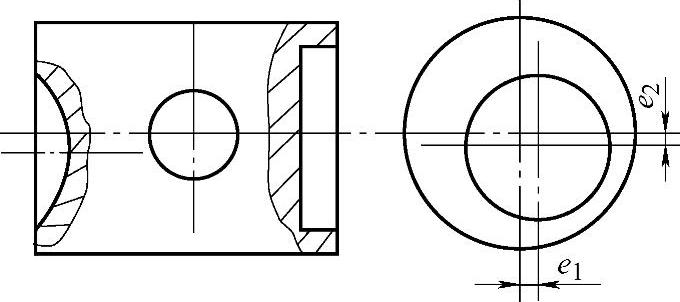
图4-54 活塞工件
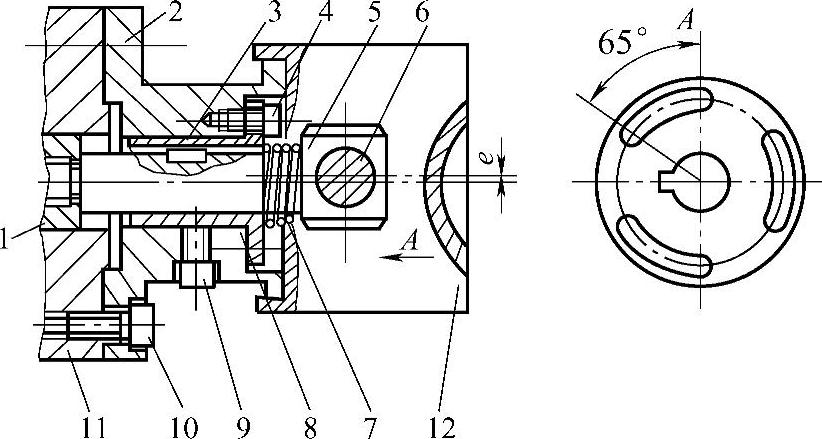
图4-55 活塞工件夹具
1—拉杆 2—偏心止口胎 3—键 4—螺栓 5—拉紧件 6—拉销 7—弹簧 8—键槽套 9—锁紧螺栓 10—联接螺栓 11—法兰盘 12—工件
该夹具的调整原理如图4-56所示。O为偏心止口胎与车床的安装中心,O1为偏心止口胎上活塞工件定位止口的中心,其相对偏心止口胎安装中心的偏心值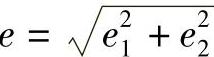 ;O1A、O1A′分别为活塞工件在偏心止口胎上两个装夹状态下的销孔中心线,O1B、O1B′分别为垂直于销孔方向的中心线。由图可知,当活塞工件处于O1A时,偏心值相对于O1A、O1B分别为e2、e1;当活塞处于O1A′位置时,偏心值为e2′、e′1。这样,当活塞在偏心止口胎上转动时,在相对销孔及其垂直方向可以得到不同偏心值的组合。当活塞销孔中心线由OO1位置沿图示方向偏转arctan(e2/e1)角至O1A位置时,便可加工出偏离O1A为e2、O1B为e1的孔。
;O1A、O1A′分别为活塞工件在偏心止口胎上两个装夹状态下的销孔中心线,O1B、O1B′分别为垂直于销孔方向的中心线。由图可知,当活塞工件处于O1A时,偏心值相对于O1A、O1B分别为e2、e1;当活塞处于O1A′位置时,偏心值为e2′、e′1。这样,当活塞在偏心止口胎上转动时,在相对销孔及其垂直方向可以得到不同偏心值的组合。当活塞销孔中心线由OO1位置沿图示方向偏转arctan(e2/e1)角至O1A位置时,便可加工出偏离O1A为e2、O1B为e1的孔。
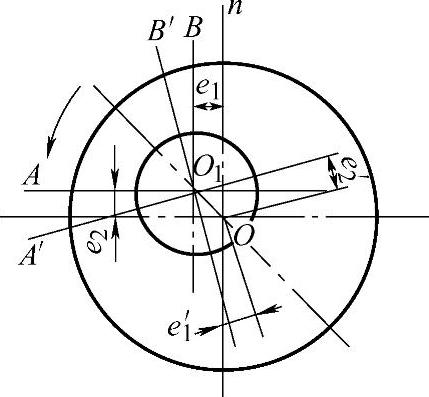
图4-56 活塞工件夹具的调整原理
偏心止口胎加工好后,应在其端面上过安装中心O作一条平行于O1B的直线On,在键槽套大端面上作一条过键槽中心的直线,以便调整时快速找正。制作该夹具时,偏心止口胎的偏心应准确,加工时应使用百分表找正。
(2)用可调双偏心套夹具装夹工件 图4-57所示是将专用偏心套作了改进,其偏心距能从零开始进行调整。它由两个互相配合的偏心套筒组成,每个偏心套筒的偏心距都等于e,最大的偏心距为2e。端面标有180°的刻度,转动角度θ时,得到的偏心距e用下式计算

式中 2e──可调到的最大偏心距(mm);
θ──标明的转动角度数(°)。
使用该夹具时,应在两个偏心套筒的薄壁处铣出一条通槽(图中未画出),这样才能更好地将工件夹紧。
图4-58所示为双偏心距工件,偏心距误差为±0.006mm,其对于轴线的对称度误差不大于0.01mm。加工这类工件时,宜使用可调偏心距夹具。这种夹具可以装夹偏心距不同的工件,其偏心值可以从零一直调整到夹具设计所允许的最大值。
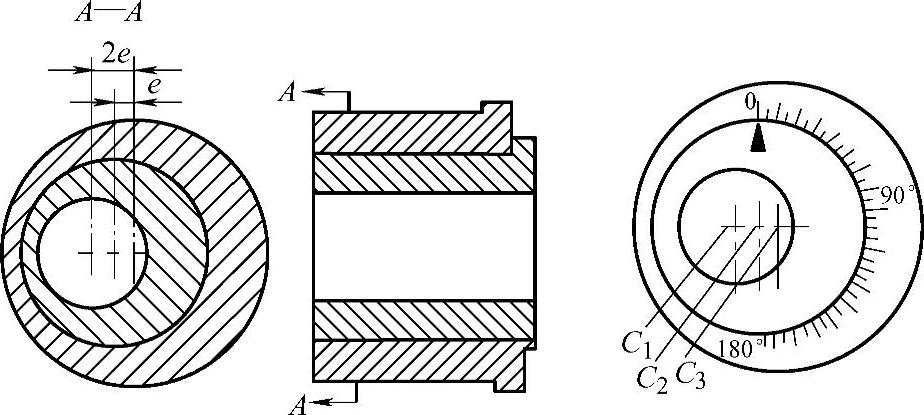
图4-57 双偏心套夹具(一)
图4-58 双偏心距工件
图4-59所示夹具与图4-57相似,由两个套装在一起的偏心套筒1、2及一个同心套筒3组成,2、3套筒的端面上刻出180°的刻度。将工件装在偏心套筒1的孔内,按箭头所指方向转动角度θ,通过计算,即可得出工件的偏心量(或者由已知的工件偏心量,算出所需的偏心套筒1的转动角度θ)。
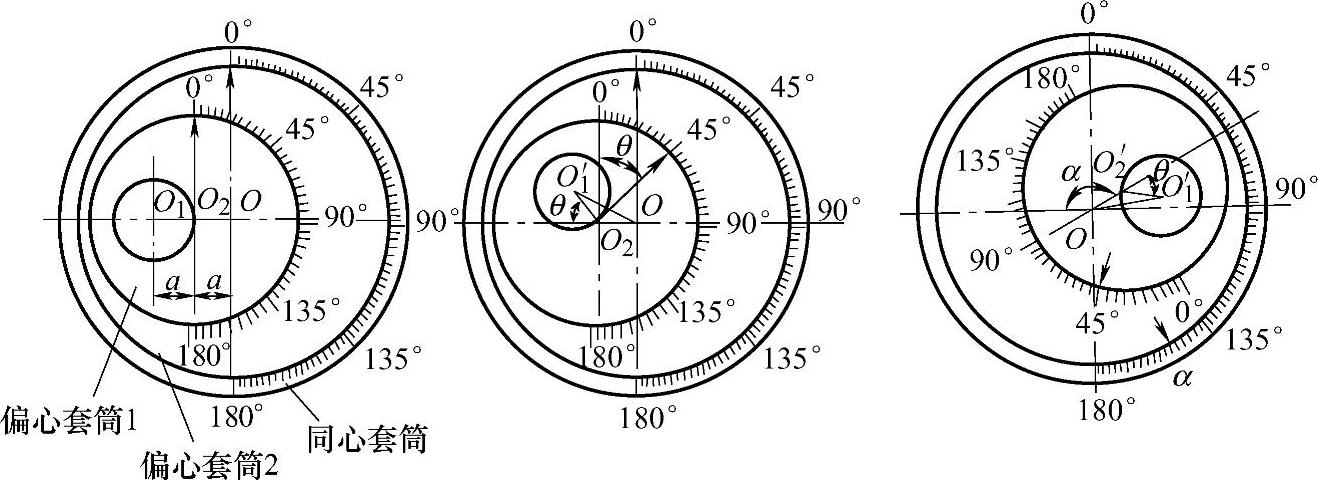
图4-59 双偏心套夹具(二)
3.车削偏心孔工件外圆时工件的装夹
前面介绍的一些方法,都是夹持住工件的外表面车削内圆或孔,下面介绍的是先车孔,然后以孔为基准,通过专用心轴夹具装夹工件车削外圆柱面。
图4-60所示是偏心孔工件,工件上的孔在上道工序已加工出来,现在要加工的是两个不同心的外圆表面。这两个外圆的中心和孔中心的偏心距各为5mm和10mm。这时,可以采用如图4-61所示的心轴,这种心轴和普通心轴的相同之处是,都带有使工件容易安装的微小锥度(图中为ϕ19.98~ϕ20.04mm);与普通心轴的不同之处是,这种心轴的两端面上各有三个中心孔(各具有一定的偏心距)。
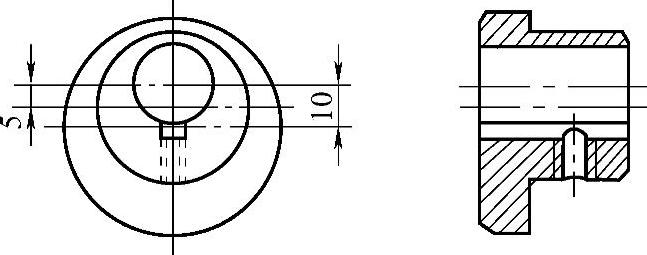
图4-60 偏心孔工件
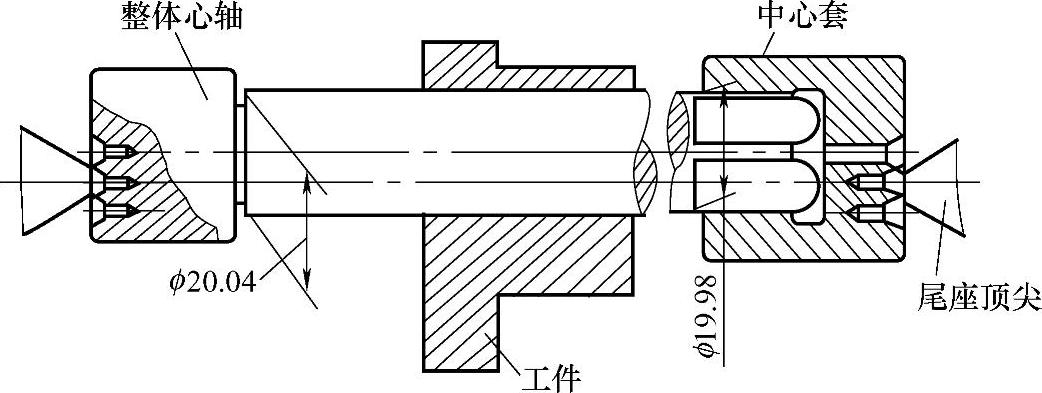
图4-61 加工偏心孔外圆专用心轴(https://www.xing528.com)
加工时,将心轴安装在车床两顶尖之间。为了便于安装工件,同时保证钻出所需的三个中心孔,心轴应制成两部分,即与车床床头连接的整体心轴和与尾座连接的中心套。中心套做成内六边形,心轴右端与中心套连接的部分则做成外四边形,这样可以使心轴的外四边形和中心套的内六边形互相紧密地连接,从而保证了心轴对中心套的良好同心度。由于心轴是分成两部分的,所以工件在加工时装卸很方便,使用这种心轴能很方便地加工出两个偏心外圆面。
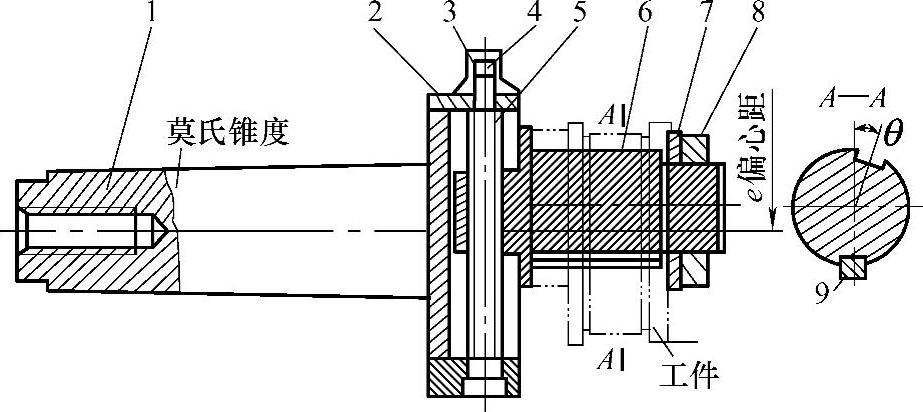
图4-62 可调偏心距心轴(一)
1—心轴柄部 2—外套 3—刻度盘 4—销子 5—螺杆 6—心轴 7—垫圈 8—螺母 9—键
图4-62所示是一种可调偏心距心轴,它通用性好,应用范围广,加工质量稳定。使用时,把心轴柄部装入车床主轴孔中,将工件沿键9的位置装在心轴6上定位,用螺母8锁紧。调节偏心距e时,旋转刻度盘3带动螺杆5来调整。调整好后拧紧锁紧螺钉(图中未画出),将其位置固定就可加工了。
当工件上有键槽时,可用心轴上的键9进行限定。图4-62中A—A断面中的键槽是供有其他要求时准备的,不需要时可去掉。
图4-63所示是带填充销心轴,其中d=2e(e为工件偏心距),D1=D-d。使用时,将心轴夹紧在自定心卡盘内,工件装在心轴上,并插入填充销,用垫圈和螺母将工件固定,即可进行车削。
图4-64所示是另一种形式的可调偏心距心轴。加工前,用车床的前、后顶尖顶好心轴,通过螺钉2和5调节心轴体1的位置,并用百分表进行找正,达到所要求偏心量后拧紧内六角圆柱头螺钉4和7,然后在心轴上装入偏心孔工件(工件较薄时可并行多装几个),用螺母(图中未画出)压紧,即可进行车削。加工不同偏心量的偏心轮工件时,只需调整左、右调节块即可。
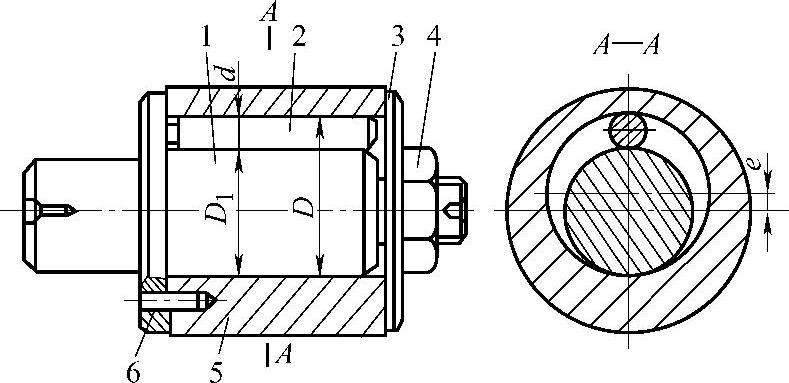
图4-63 带填充销心轴
1—心轴 2—填充销 3—垫圈 4—螺母 5—工件 6—定位销
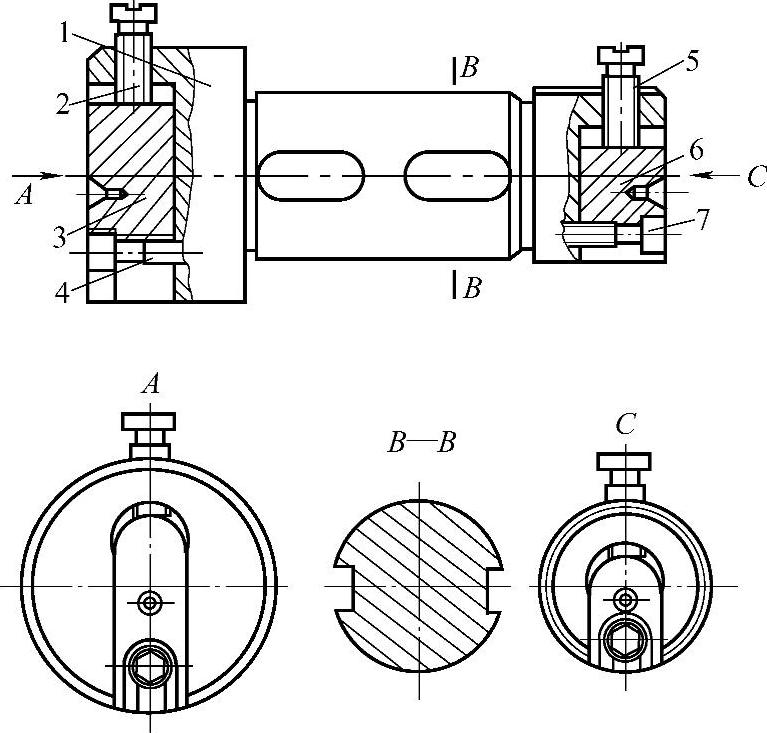
图4-64 可调偏心距心轴(二)
1—心轴体 2、5—螺钉 3、6—左、右调节块 4、7—内六角圆柱头螺钉
单件加工偏心孔工件时,可采用在自定心卡盘上加垫块的方法进行装夹(图4-65),垫块的厚度t等于偏心距e。在图4-66中,工件毛坯直径为d,工件中心为O,车床主轴中心为P,偏心距(偏心量)e=OP。
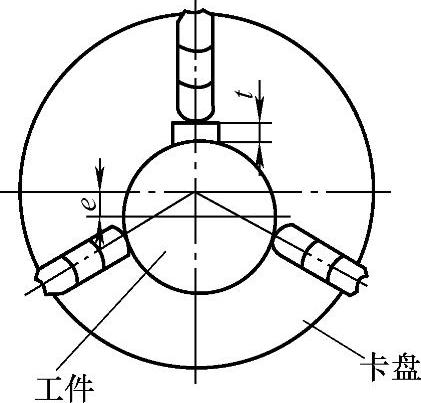
图4-65 自定心卡盘加垫块保证偏心距
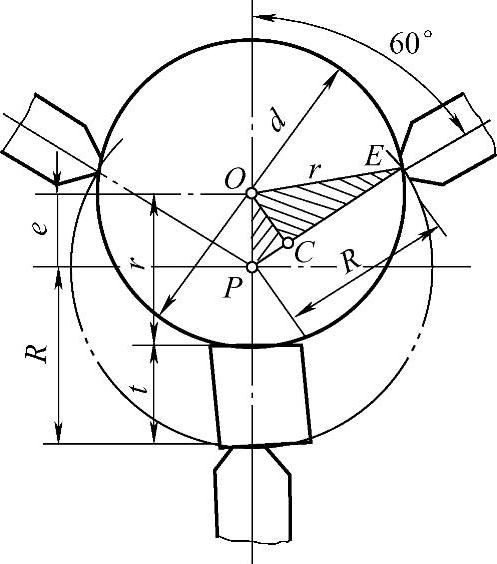
图4-66 偏心距e计算图
从图中可以看出 t=R+e-r
式中 r——工件毛坯半径,r=d/2;
R——车床主轴中心(即卡盘中心)到三个爪的距离。
在直角三角形OCP中,∠OPC=60°,则

在直角三角形OCE中

于是 
则 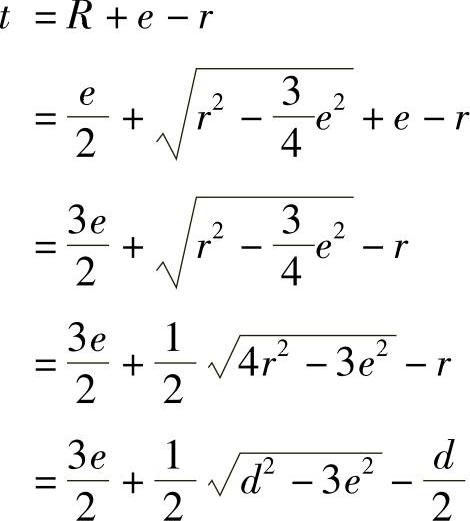
所以 
[例] 有一工件,其毛坯直径d=40mm,要求车出偏心距e=4mm的偏心孔(图4-67),用自定心卡盘装夹,问其中一个卡爪垫块的厚度t为多少?
[解] 用式(4-5)计算得

在自定心卡盘上附加垫块装夹偏心孔工件,还可以使用如图4-68所示的方法。量出自定心卡盘内部平面螺纹的螺距,或通过试切法测出平面螺纹转动一圈后,卡爪上升或下降的距离;然后根据偏心孔工件的偏心距,在安装卡爪时就让出一圈或几圈。这样,被安装工件转起来后,即可相对车床主轴形成一个偏心。这时,如果偏心距与被车孔的偏心距有差别,可通过试切测出差值,然后补加一个厚度适当的垫块。
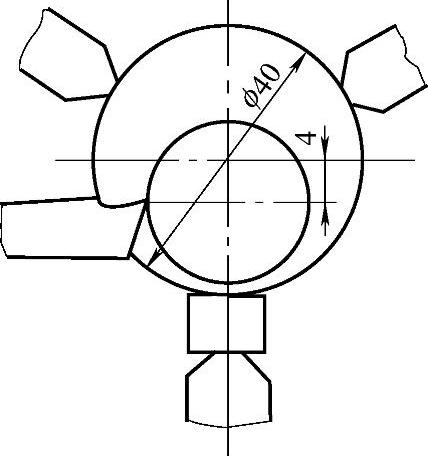
图4-67 车削偏心孔工件计算垫块厚度
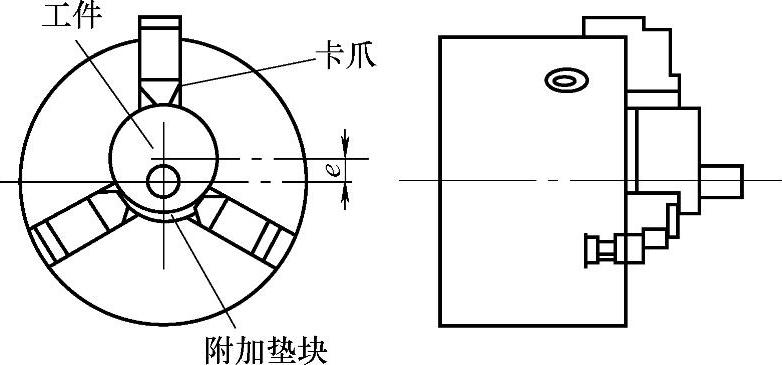
图4-68 自定心卡盘补加垫块装夹偏心孔工件
单件加工偏心孔(或偏心轴)工件时,可以将其装夹在单动卡盘上,加工前先在工件端面按照偏心距划出线印,装夹时根据线印找正(图4-69),然后进行切削。
4.通用偏心类工件夹具的使用
这类夹具可在车削偏心孔和偏心轴类工件时使用,一般由自定心卡盘改装而成,其在不车削偏心工件时不需要拆下,不妨碍正常使用。
如图4-70所示,松开内六角圆柱头螺钉7,拧动螺杆5的内中心六方,即带动移动盘13及自定心卡盘12上下移动。平键9起导块作用,工件也随自定心卡盘滑动。当调至图样中要求的偏心距后,紧固内六角圆柱头螺钉7,即可车削偏心工件。
如图4-71所示的通用偏心类工件夹具,其法兰盘与自定心卡盘之间为燕尾槽配合,拧动螺杆可使自定心卡盘的位置变动,从而改变工件的偏心距。卡盘移动后,重新将螺钉拧紧。这种卡盘调整偏心距准确方便,使用范围比较广。
如图4-72所示的通用偏心类工件夹具也是把法兰做成两个,中间法兰可以上下活动,从而带动自定心卡盘,偏心距的大小根据主轴法兰盘的直径而定。例如,所使用自定心卡盘的外径为ϕ250mm,主轴法兰盘做成ϕ290mm,则可以加工0~30mm的偏心距工件。
这种卡盘使用方便,不加工偏心件时,将刻度线调到零位,可作为正常自定心卡盘使用;在同一方向上由中心向上或向下能调节相等或不相等的两个偏心距;利用螺杆和其刻度线调整偏心距,精度能达到±0.1mm。遇到小的偏心距时用百分表找正,精度可以达到0.02mm以内。
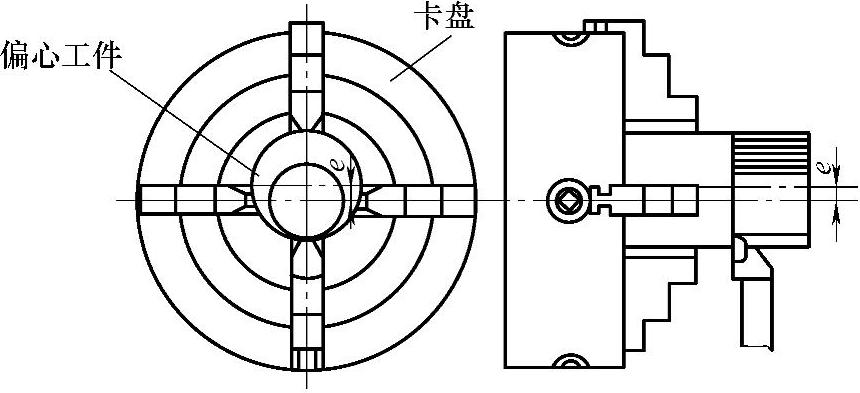
图4-69 在单动卡盘上装夹偏心工件
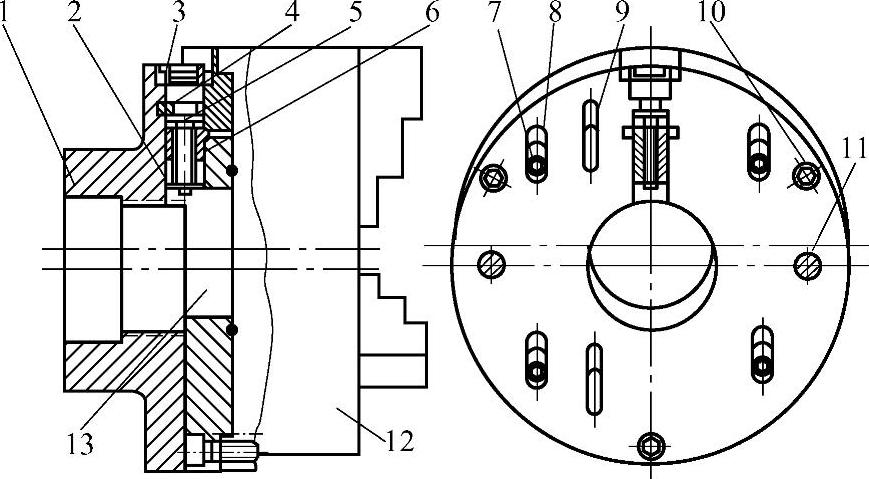
图4-70 通用偏心类工件夹具(一)
1—卡盘座 2—挡尘圈 3—刻度盘 4—卡圈 5—螺杆 6—螺母 7、10—内六角圆柱头螺钉 8—滑块 9—平键 11—圆锥销 12—自定心卡盘 13—移动盘
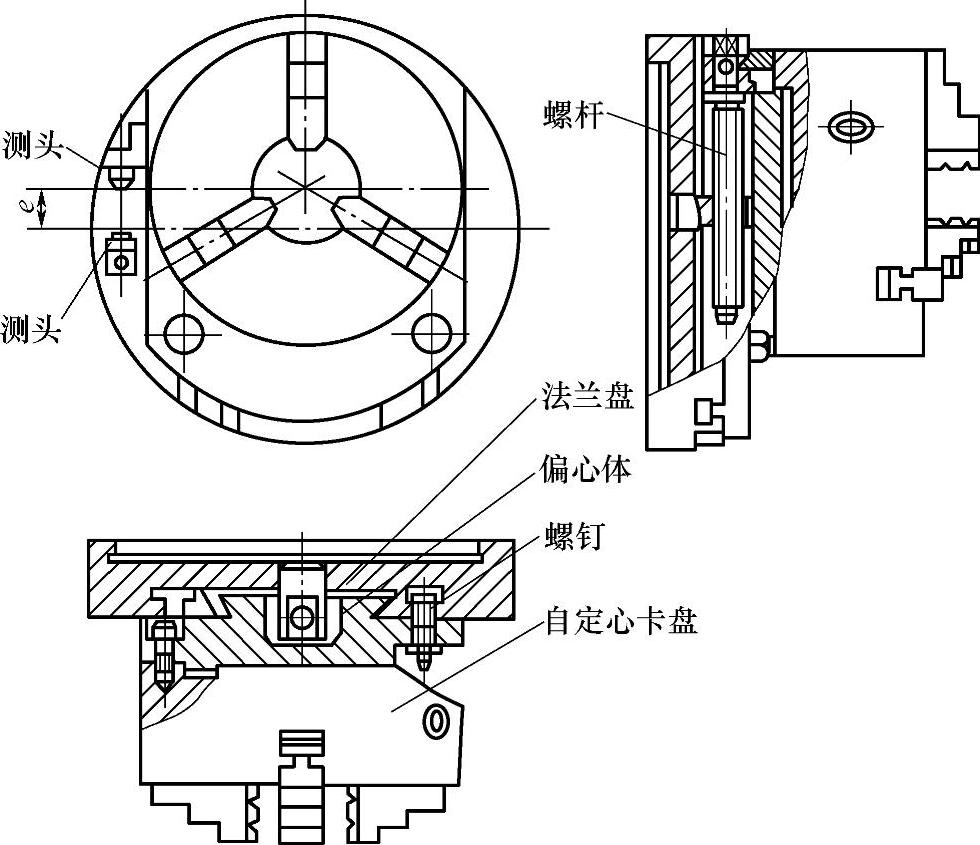
图4-71 通用偏心类工件夹具(二)
在使用偏心卡盘前,先把三个紧定螺钉松开,扭动螺杆使中间法兰盘上下移动,调整到所需要的偏心值后,再把紧定螺钉拧紧,就可以车削偏心工件了。
以上介绍的几种通用偏心类工件夹具,都是通过工件的平行直线移动来调偏心的,图4-73a所示夹具则是通过转动自定心卡盘对工件偏心距进行调整和控制的。偏心法兰盘上的M内螺纹与车床主轴的外螺纹配合,直径D的中心线相对车床回转中心线的偏心量为e(e值为批量加工工件偏心距最大值加大20%左右),定位板用于连接自定心卡盘,同时可以在偏心法兰盘D中转动。压板压紧转动的定位板,使定位板不能在法兰盘D内转动。加工不同偏心量工件调整定位板后,用定位装置对定位板进行定位。
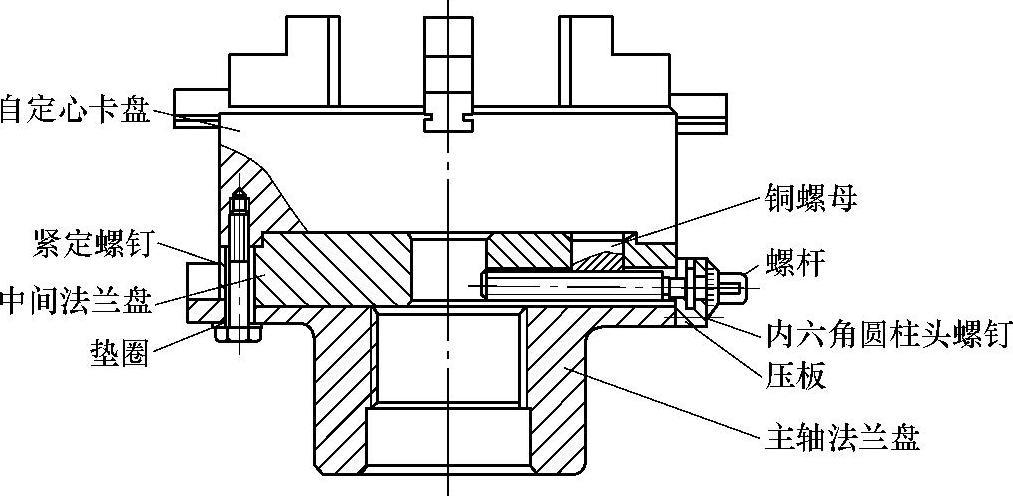
图4-72 通用偏心类工件夹具(三)
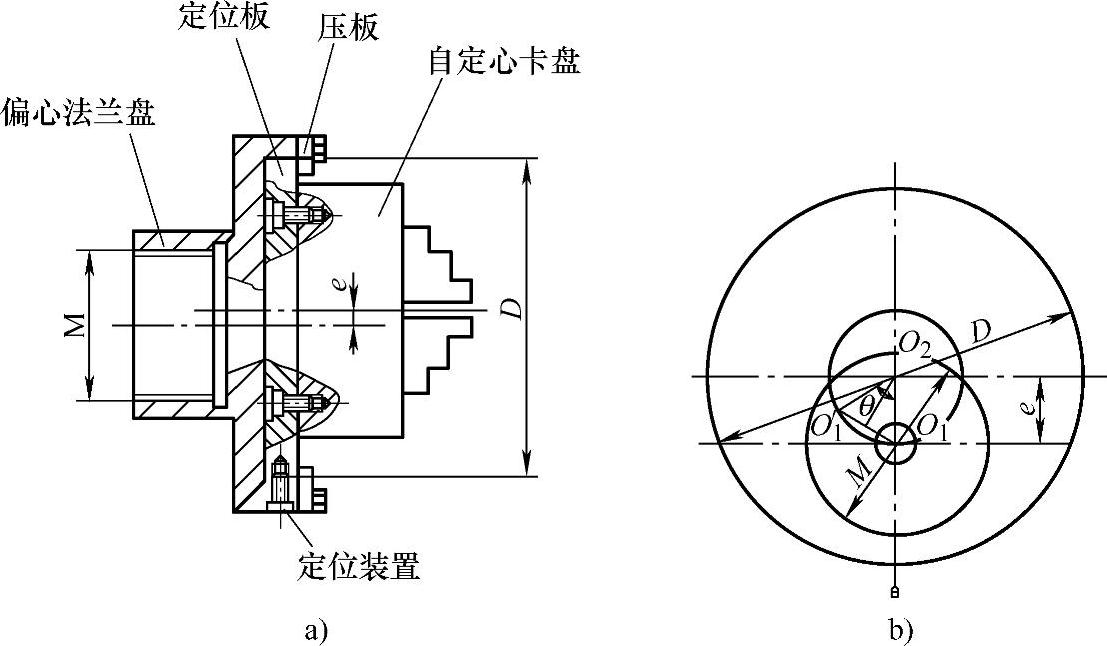
图4-73 转动卡盘调整工件偏心距夹具
a)夹具外形 b)夹具工作原理
该夹具的工作原理是:由于偏心法兰盘上的M螺纹可直接和车床主轴相联接,因此,车刀切削圆的中心总是和主轴回转中心相一致。固定好工件后,第一次加工的圆的中心在O1处(图4-73b),松开压板并转动定位板,使第一次切削的圆的中心偏离车床回转中心O1,偏离角为θ,圆的中心转动到O′1。这样,第一次和第二次切削的圆的中心就产生了偏差,其偏差值为O′1O′1,这就是工件需要的偏心量,即

式中 e──偏心法兰盘M和D的偏心量(mm);
θ──为了产生偏心量e′,工件第二次切削前应回转的角度(°);
e′──工件所需要的偏心距(mm)。
当e确定后,该夹具的车削偏心范围就确定了,只要角度θ转动准确,工件的偏心公差要求就能达到。常用转动角度θ及e和e′的计算关系见表4-1。
制作偏心法兰盘偏心量可以尽量地放大一些,这样应用范围就可扩大。由于偏心值在0~2e范围内可以调整,只要法兰盘偏心量e加工时大于工件需要的偏心量e′,夹具通过转动θ角,总能满足加工要求。
表4-1 常用转动角度θ及e和e′的计算关系
图4-74所示是又一种结构的转动式调整工件偏心距夹具,偏心心轴3与偏心座4滑动配合,与莫氏外锥的偏心量为e。偏心座4外圆上刻有刻度,对准零位后,通过螺钉2将偏心座4压紧在偏心心轴3上,再将整个夹具通过莫氏外锥装在车床主轴锥孔内(需要使用过渡锥形套筒)。此时弹性夹头6的中心线即为车床的旋转中心,也就是说偏心量为零。将偏心座4转过一个角度α(转动角度由偏心座4上的刻度确定),由图4-75可知

式中 R──偏心座4转动角度α后,弹性夹头的偏心量(mm)。
若需要加工偏心轴工件,其偏心量为已知量R,则偏心座转动角度α由下式计算

更换不同规格的弹性夹头,即可加工不同规格的偏心工件,偏心量范围为0~2e。
该夹具适合在车削小偏心距偏心工件时使用。制作该夹具时,偏心心轴和偏心座的结构形状如图4-76所示。
图4-74 转动式调整工件偏心距夹具
1—中间套 2—螺钉 3—偏心心轴 4—偏心座 5—螺母 6—弹性夹头
图4-75 偏心座转动计算图
图4-76 偏心心轴和偏心座的结构形状
a)偏心心轴 b)偏心座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。