



将管件切断再把口封住,是车床加工中的一个特殊工艺,它有以下两种加工形式。
1.切断和封口同时进行
(1)封口车刀及其切削用量 封口车刀的材料为W18Cr4V高速工具钢,其几何形状如图5-125所示。它由一条直线切削刃和一条曲线切削刃组成,直线切削刃担任切断工作,曲线切削刃在切断的同时完成封口工作。
切断封口中的切削用量为:主轴转速n≥600r/min,进给量f=0.5mm/r。
(2)铜管切断封口操作方法 铜管切断封口如图5-126所示。由于曲线切削刃的后角很小(α=2°),在高转速下,车刀后刀面与工件端面摩擦而产生高温,使纯铜管接近软化。因此,当右端已封口的工件被切下后,车刀继续横向进给时,就逐渐将剩下的锥形部分挤入孔内,完成封口工作。只要转速和进给量选择适当,封口的厚度就会很均匀,能达到技术要求。
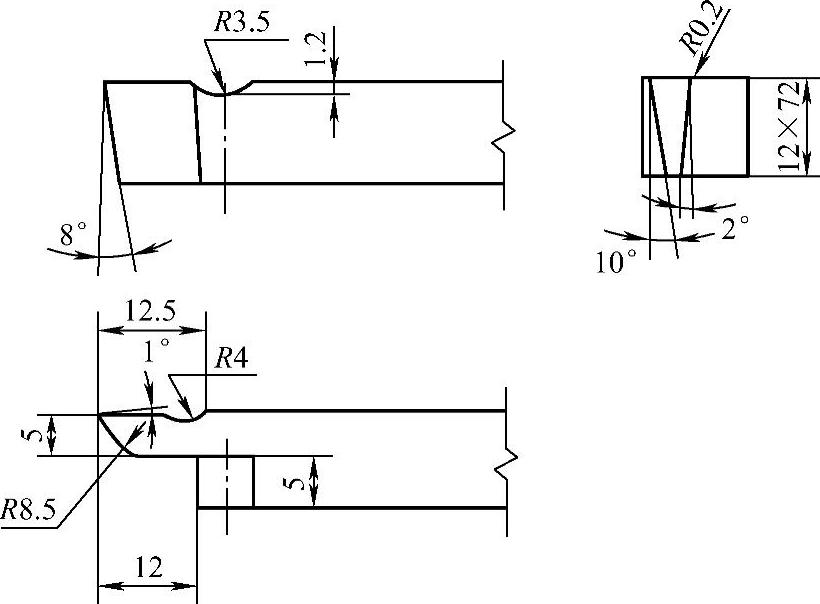
图5-125 封口车刀
这种方法将两个工序合在一起进行,适合加工直径较小的纯铜管和铝管。
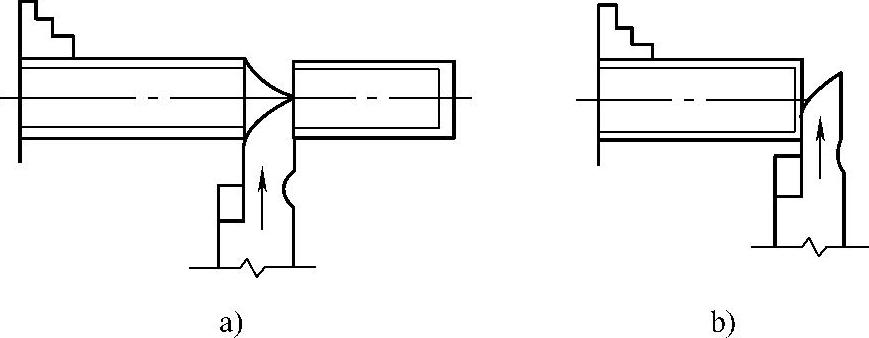
图5-126 铜管切断封口
a)切断快完成时的情况 b)封口快完成时的情况
2.切断和封口分开进行
封口直径不超过30mm的钢管、铜管和铝管时,都可以采用这种封口方法。
图5-127a所示是将管件切断后,再将端面车平;图5-127b所示是使用封口车刀进行封口的情况。封口时,车床主轴转速为1500r/min(封口时管件转速越高越有利)。当封口车刀与管件端面接触后,两者剧烈摩擦产生高热,摩擦处温度升高到金属熔化状态,这时可借助车刀的压力而使管口封合。图5-127c所示是封口完成时的情况,封口厚度不小于管壁厚度。
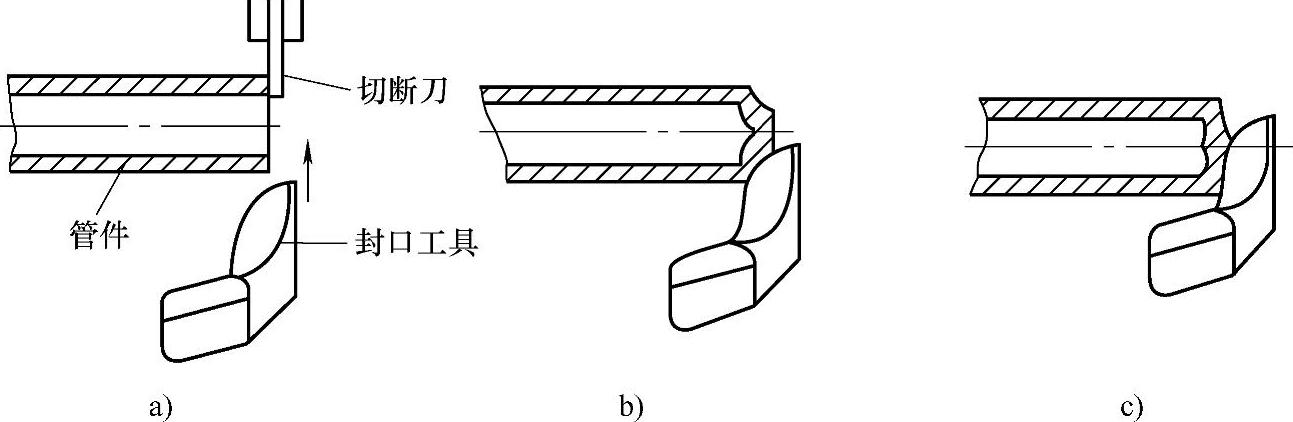
图5-127 车床上的封口加工(https://www.xing528.com)
a)管件切断后平端面 b)初步封口 c)封口完成
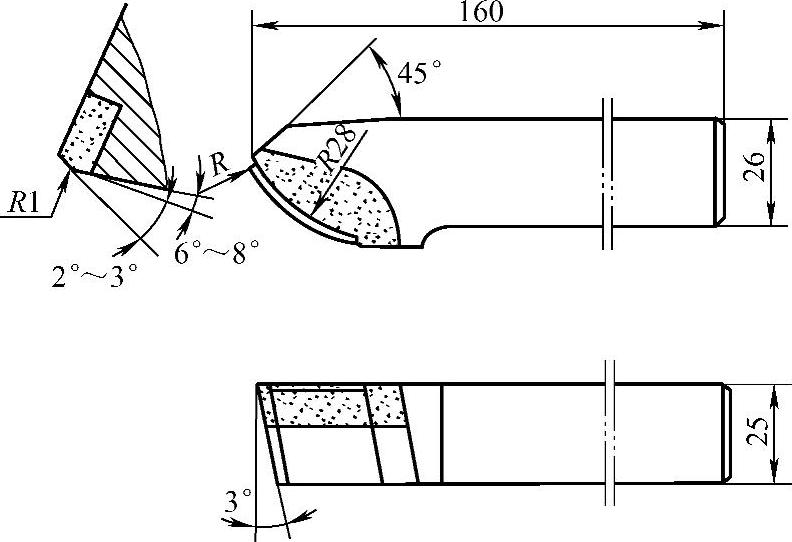
图5-128 封口车刀
图5-129 硬质合金机夹式封口车刀
封口车刀如图5-128所示,其刀尖可以车削外圆,弧形刃部可在封口时使用,其切削刃处的光洁性要好。
这种封口方法对于直径为12mm的管件,在15~30s内即可完成封口加工,并且不影响金属强度。
被封口工件的管壁不宜太薄,否则会出现封不严密的现象。
图5-129所示是硬质合金机夹式封口车刀。封口时,刀具与工件摩擦,可根据工件表面的颜色来控制进给。加工钢管时,颜色发红即可进给;加工铜管时,工件表面发蓝即可进给。管口封好后须迅速退刀。
图5-128和图5-129所示的封口车刀都是单向成形。加工图5-130所示的薄壁管件时,可使用图5-131所示的内圆弧无切削刃封口车刀,该车刀的使用特点是,既可减小封口时的横向挤压力,又不影响摩擦力。
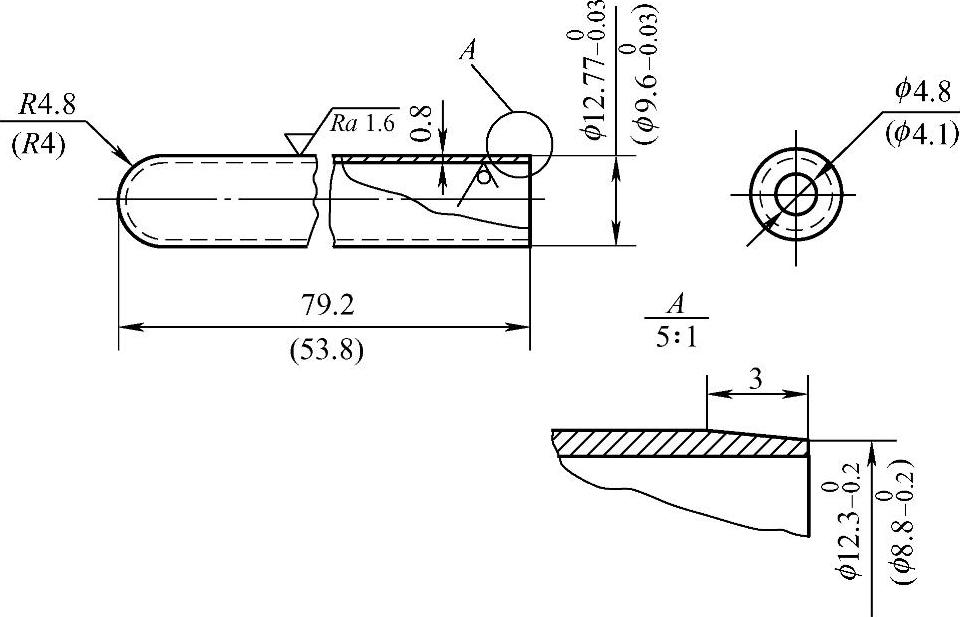
图5-130 薄壁管件
图5-131 内圆弧无切削刃封口车刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。