



电液比例控制系统是用电液比例阀组成的液压系统。它用比例压力阀、比例流量阀和比例方向阀来实现对液体压力、流量和流动方向的控制。若将所使用的各种控制阀按回路单元集成在一起,可以使结构紧凑,减少连接管道,降低压力损失,减少外泄漏,提高系统的效率。
下面以有色金属铜电解种板制备生产线电液比例控制系统为例,介绍系统的设计原理与集成技术。
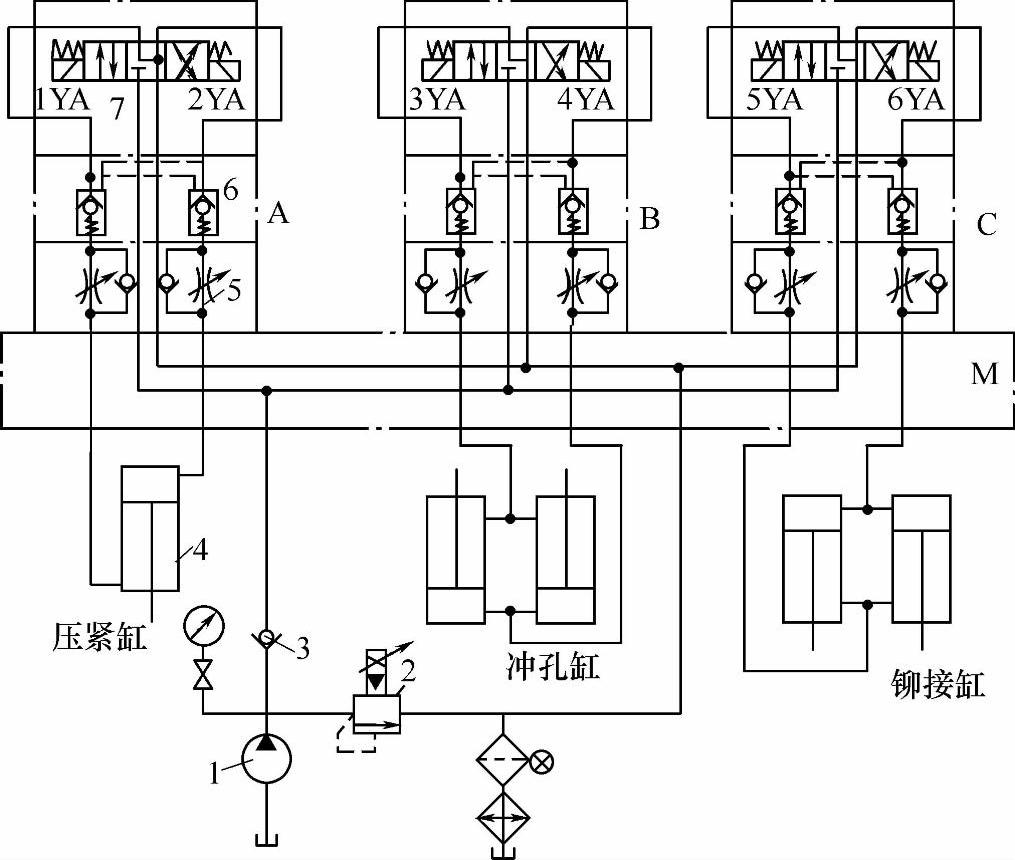
如图4-24所示为有色金属冶炼设备中铜电解种板、冲铆机的电液比例压力控制系统。在铜电解生产中,种板又称为阴极片,是一块厚度只有0.7~1.2mm,长度和宽度尺寸为890mm×840mm的很薄的铜片。在放进电解槽之前,要在种板上冲铆两个铜吊耳,并在吊耳中穿入一根导电的铜棒。其工艺路线如下:
送料架送片入冲铆机→冲铆机压紧缸压紧种板和铜吊耳→冲孔缸冲孔→冲孔缸退,铆接缸进→铆接缸退,压紧缸退→送料架将片送出。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-24 铜电解种板冲铆机电液比例压力控制系统
1—泵 2—比例压力阀 3—单向阀 4—压紧缸 5—双单向节流阀 6—液控单向阀 7—电磁换向阀
因种板和铜吊耳很薄,冲孔压力要求低,为了保证压紧可靠,压紧缸压力要求较高,为了保证铆接平整,铆接缸压力要求很高。以上动作要求由系统中的比例溢流阀来实现。
由图4-24可以看出,压紧缸工作回路由比例溢流阀2、电磁换向阀7、液控单向阀6、双单向节流阀5、压紧缸4组成,冲孔液压回路和铆接液压回路的组成元件与压紧回路完全相似。只是两只冲孔缸的工作压力最低,而两只铆接缸的工作压力最高。当这些液压缸按编程程序动作时,比例压力阀放大器接受PLC可编程序控制器发出不同等级的电压信号,液压缸就能获得对应的所需的工作压力。工作压力高低与电压信号大小成正比。工作压力的变化和调节是快速、连续和无级的,不会产生压力突变。若采用开关型溢流阀来实现上述的三级调压将使回路复杂化,而且压力变化是突变的,工作不可靠,调整压力十分不便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。