



如图5-1所示的台阶,编写其分层铣削程序。
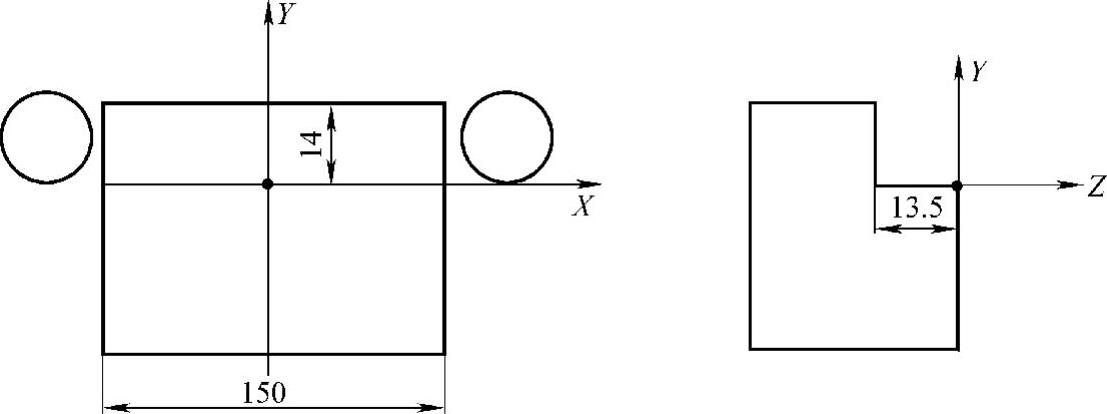
图5-1 台阶的分层铣削
各变量赋值说明:
#1=A,加工起始位置Z轴的绝对/相对坐标值。
#2=B,所需加工的长度。
#7=D,刀具直径。
#17=Q,深度每次的变化量,>0。
#18=R,所需加工台阶与+X轴的夹角。
#24=X,所需加工台阶、槽、斜面起始深度边缘中间处X轴的绝对/相对坐标值。
#25=Y,所需加工台阶、槽、斜面起始深度边缘中间处Y轴的绝对/相对坐标值。
#26=Z,加工终止位置Z轴的绝对/相对坐标值。
调用格式:G65 P1010 A 0 B 150.D 16.Q 1.(R 0)X 0 Y 0 Z-13.5 F 300;
O1010;
#30=#4003; 存储03组的G代码
IF[#30 EQ 90]GOTO 2; 在G90方式下转移到N2
#24=#24+#5001; 计算G91方式下台阶、槽、斜面边缘起始深度中间处X轴绝对坐标值
#25=#25+#5002; 计算G91方式下台阶、槽、斜面边缘起始深度中间处Y轴绝对坐标值
#1=#1+#5003; 计算G91方式下台阶、槽、斜面上表面Z轴绝对坐标值
#26=#26+#1; 计算G91方式下台阶、槽、斜面底部Z轴绝对坐标值
N2 G90 G00 X#24 Y#25; 快速移动到坐标系原点
G52 X#24 Y#25;
IF[#18 EQ#0]THEN#18=0;若旋转角度未赋值,则默认为0
G68 XO YO R#18;
X[#2*0.5+#7*0.5+1.]Y[#7*0.5];(https://www.xing528.com)
Z[#1+3.];
#3=#1; 把初始深度值赋值给深度自变量#3(中间量)
N4 WHILE [#3 GT #26] D0 1; 未铣削到最终深度时,执行循环体l
#3=#3一#17: 往程铣削深度改变
N6 IF [#3 LE #26] THEN #3 =#26;
G01 2#3 F80;
X-[#2 *0.5 +#7 *0.5 +1.] F#9;
IF[ [#3 -#26] LT 0.001] GOT0 99; 铣削到最终深度后,跳出循环体1
#3=#3一#17: 返程铣削深度改变
N8 IF[#3 LE #26] THEN #3= #26;
G01 2#3 F80;
X[#2 *0.5 +#7 *0.5 +1.] F#9;
IF[ [#3 -#26] LT 0.001] GOT0 99;铣削到最终深度后,跳出循环体1
END 1;
N99 GOO Z [#1 +3.];
G69;
G52 XO YO;
G#30; 恢复03组原来的G90/G91模态信息
M99;
注意:
①N6、N8与N4所描述的数值比较为相反关系。
②如果是斜面加工,应在循环语句两处下刀的前一个程序段添加Y轴的移动指令,或与两处下刀的程序段共段。Y轴的变化量应根据相关图样标注和深度变化量确定其表达式。
③如果所需加工的台阶、槽、斜面是Y轴方向,角度也可以设定为与+Y轴之间的夹角,需要把循环语句中的X改为Y。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。