



所谓多轴数控机床是指在一台机床上至少具有第4轴,如四轴数控机床有3个直线坐标轴和1个旋转坐标轴,并且4个坐标轴可以在计算机数控系统的控制下同时协调运动进行加工。五轴数控加工机床具有3个直线坐标轴和两个旋转坐标轴,并且可以同时控制、联动加工。与三轴联动数控机床相比较,多轴加工具有[1,3]:
1)可以一次装夹完成多面多方位加工,从而提高零件的加工精度和加工效率。当前,为了进一步提高产品性能和质量,现代产品不仅是航空、航天产品和运载工具,而且包括精密仪器、仪表、运动器械等产品的零件,都越来越多地采用整体材料铣成,而且其上面还有许多各式各样的复杂曲面和斜孔,如果采用三轴加工,必须经过多次定位安装才能完成,而采用五轴加工可一次装夹完成大部分工作。
2)由于多轴机床的刀轴可以相对工件状态而改变,刀具或工件的姿态角可以随时调整,故可以加工一般三轴数控机床不能加工或很难一次装夹完成加工的连续、平滑的自由曲面,如航空发动机和汽轮机的叶片、螺旋推进器等,如图1-1所示。如采用三轴数控机床加工,由于其刀具相对于工件的姿态在加工过程中不能改变,加工某些复杂曲面时,就可能产生干涉和欠加工。而用五轴加工由于刀具的轴线可随时调整,避免了刀具与工件的干涉,并能一次装夹完成全部加工。
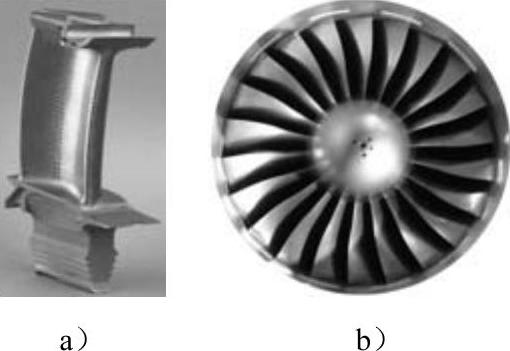
图1-1 典型复杂型面零件(https://www.xing528.com)
a)叶片 b)叶轮
3)由于多轴机床的刀具或工件的姿态角可调,所以可以避免刀具干涉、欠切和过切现象发生,可以提高空间自由曲面的加工精度、质量和效率。例如采用三轴数控机床加工复杂曲面时,多采用球头铣刀,球头铣刀是以点接触工件,切削效率低,刀具/工件姿态在加工过程不能调整,一般很难保证用球头上的最佳切削点(即球头上线速度最高的点)进行切削。如果采用五轴机床加工,由于刀具/工件姿态在加工过程可随时调整,可获得更高的切削速度、切削效率和切削质量。
4)多轴加工机床的应用可以大大简化刀具形状,从而降低刀具成本,同时还可以改善刀具的长径比,使刀具的刚性、切削速度和进给速度得到很大的提高。
5)在多轴机床上进行加工时,工件夹具较为简单。由于有了坐标转换和倾斜面加工功能,使得有些复杂型面加工转变为二维平面加工。由于有了刀轴控制功能,斜面上孔加工的编程和操作也变得更加方便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。