



不论是四轴编程还是五轴编程,相对两轴轮廓编程和三轴曲面编程都比较复杂,复杂的原因在于编程要考虑零件的旋转或者是刀轴的变化。
多轴加工编程和加工顺序是:CAD/CAM建立零件模型→生成刀具轨迹→装夹零件→找正→建立工件坐标系→根据机床运动关系、刀具长度、机床的结构尺寸、工装夹具的尺寸以及工件的安装位置等设置后处理的参数→生成NC代码→加工。
在编程时要考虑粗、精加工工艺安排。
(1)粗加工的工艺安排原则
①尽可能用平面加工或三轴加工去除较大余量,这样做的目的是切削效率高,可预见性强。
②分层加工,留够精加工余量。分层加工使零件的内应力均衡,防止变形过大。
③遇到难加工材料或者加工区域窄小,刀具长径比较大的情况下,粗加工可采用插铣方式。
(2)半精加工的工艺安排原则
①给精加工留下均匀的较小余量。
②保证精加工时零件具有足够刚性。
(3)精加工的工艺安排原则
①分层、分区域分散精加工。顺序最好是从浅到深,从上到下。对于叶片、叶轮类零件,最好是从叶盆、叶背开始精加工,再到轮毂精加工。
②模具零件、叶片、叶轮类零件的加工顺序应遵循曲面→清根→曲面反复进行。切忌两相邻曲面的余量相差过大,防止在加工大余量时,刀具向相邻的而余量又小的曲面方向让刀,从而造成相邻曲面过切。
③尽可能采用高速加工。高速加工不仅可以提高精加工效率,而且可以改善和提高工件精度及表面质量,同时有利于使用小直径刀具和薄壁零件的加工。
1.加工顺序的安排
一般数控铣削采用工序集中的方式,这时工步的顺序就是工序分散时的工序顺序,可以按一般切削加工顺序安排的原则进行。通常按照从简单到复杂的原则,先加工平面、沟槽、孔,再加工内腔、外形,最后加工曲面;先加工精度要求低的表面,再加工精度要求高的部位等。在安排数控铣削加工工序的顺序时还应注意以下问题:
1)上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
2)一般先进行内形内腔加工工序,后进行外形加工工序。
3)以相同定位、夹紧方式或同一把刀具加工的工序,最好连续进行,以减少重复定位次数与换刀次数。
4)在同一次安装中进行的多道工序,应先安排对工件刚性破坏较小的工序。
总之,顺序的安排应根据零件的结构和毛坯状况,以及定位安装与夹紧的需要综合考虑。
2.进给路线的确定
合理地选择进给路线不但可以提高切削效率,还可以提高零件的表面精度。对于数控铣床,还应重点考虑以下几个方面:能保证零件的加工精度和表面粗糙度要求;使走刀路线最短,既可简化程序段,又可减少刀具空行程时间,提高加工效率;应使数值计算简单,程序段数量少,以减少编程工作量。
(1)铣削平面类零件的进给路线 铣削平面类零件外轮廓时,一般采用立铣刀侧刃进行切削。为减少接刀痕迹,保证零件表面质量,对刀具的切入和切出程序需要精心设计。
铣削外表面轮廓时,如图2-26所示,铣刀的切入和切出点应沿零件轮廓曲线的延长线上切入和切出零件表面,而不应沿法向直接切入零件,以避免加工表面产生划痕,保证零件轮廓光滑。
铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入、切出。若内轮廓曲线不允许外延(图2-27),则刀具只能沿内轮廓曲线的法向切入、切出,并将其切入、切出点选在零件轮廓两几何元素的交点处。当内部几何元素相切无交点时(图2-28),为防止刀补取消时在轮廓拐角处留下凹口(图2-28a),刀具切入、切出点应远离拐角(图2-28b)。(https://www.xing528.com)
图2-29所示为圆弧插补方式铣削外整圆时的走刀路线。当整圆加工完毕时,不要在切点2处退刀,而应让刀具沿切线方向多运动一段距离,以免取消刀补时,刀具与工件表面相碰,造成工件报废。铣削内圆弧时也要遵循从切向切入的原则,最好安排从圆弧过渡到圆弧的加工路线(图2-30),这样可以提高内孔表面的加工精度和加工质量。

图2-26 刀具切入和切出时的外延
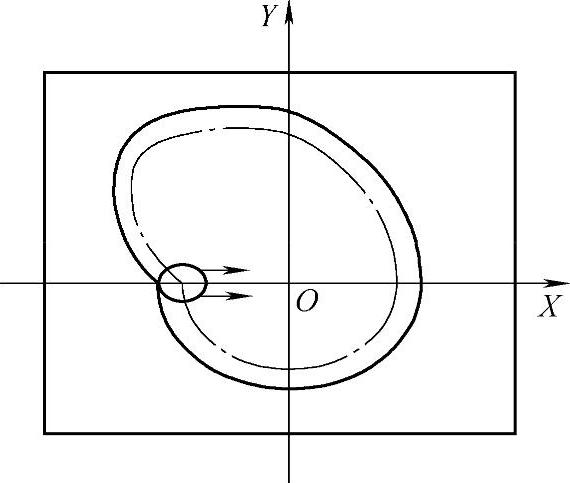
图2-27 内轮廓加工刀具的切入和切出
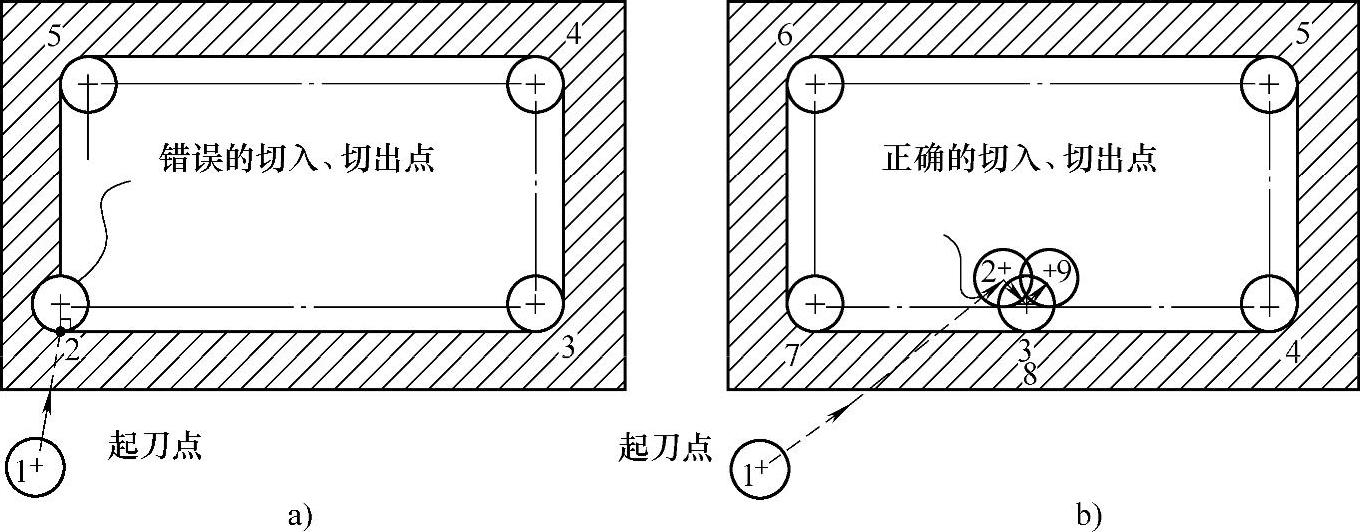
图2-28 无交点内轮廓加工刀具的切入和切出
a)错误 b)正确

图2-29 外圆铣削走刀路线
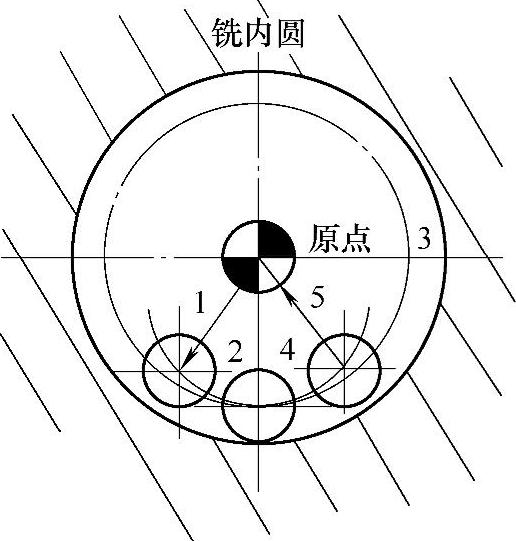
图2-30 内圆铣削走刀路线
(2)铣削曲面类零件的加工路线 在机械加工中,常会遇到各种曲面类零件,如模具、叶片螺旋桨等。由于这类零件型面复杂,需用多坐标联动加工,因此多采用数控铣床、加工中心进行加工。
1)直纹面加工。对于边界敞开的直纹曲面,加工时常采用球头铣刀进行“行切法”加工,即刀具与零件轮廓的切点轨迹是一行一行的,行间距按零件加工精度要求确定,如图2-31所示的发动机大叶片,可采用两种加工路线。采用图2-31a所示的加工方案时,每次沿直线加工,刀位点计算简单,程序少,加工过程符合直纹面的形成,可以准确保证母线的直线度。当采用图2-31b所示的加工方案时,符合这类零件数据给出情况,便于加工后检验,叶形的准确度高,但程序较多。由于曲面零件的边界是敞开的,没有其他表面限制,所以曲面边界可以延伸,球头铣刀应由边界外开始加工。
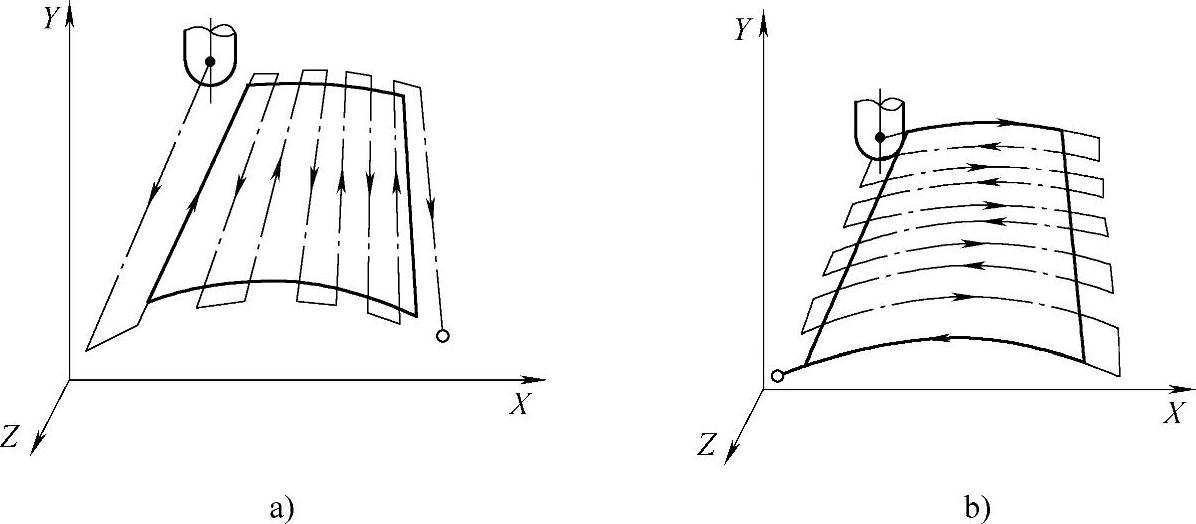
图2-31 直纹曲面的加工路线
a)沿直线进给 b)沿曲线进给
2)曲面轮廓加工。立体曲面加工应根据曲面形状、刀具形状以及精度要求采用不同的铣削方法。
如图2-32所示工件,侧面为直纹扭曲面。若在三坐标联动的机床上用圆头铣刀按行切法加工,不但生产效率低,而且表面粗糙度值大。为此,采用圆柱铣刀周边切削,并用四坐标铣床加工,即除三个直角坐标运动外,为保证刀具与工件型面在全长始终贴合,刀具还应绕O1(或O2)做摆角运动。由于摆角运动使直角坐标(图中Y轴)需做附加运动,所以其编程计算较为复杂。
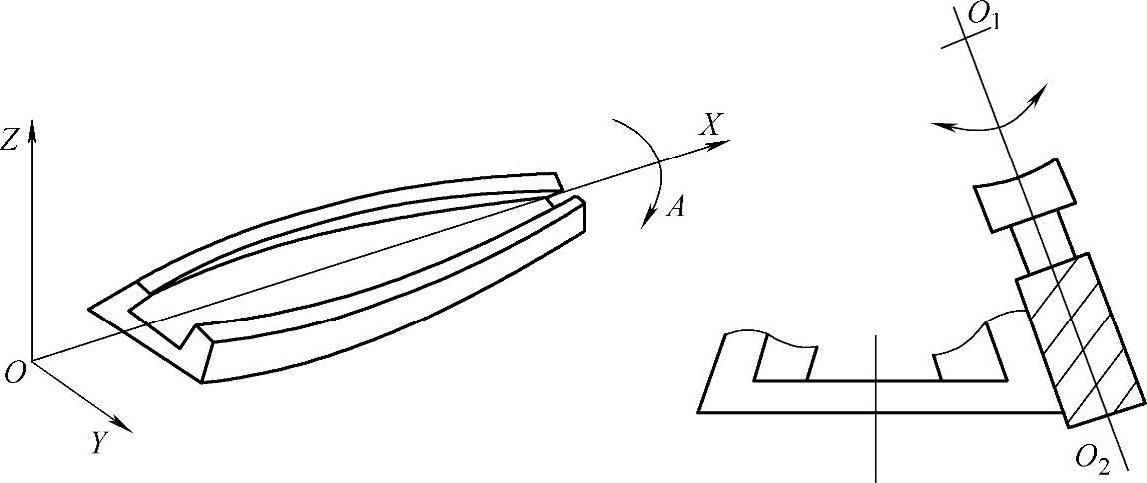
图2-32 四轴半坐标加工
螺旋桨是五坐标加工的典型零件之一,其叶片的形状和加工原理如图2-33所示。在半径为R1的圆柱面上与叶面的交线AB为螺旋线的一部分,螺旋升角为Ψi,叶片的径向叶形线(轴向割线)EF的倾角α为后倾角。螺旋线AB用极坐标加工方法,并且以折线段逼近。逼近段mn是由C坐标旋转△θ与Z坐标位移△Z的合成。当AB加工完成后,刀具径向位移△X(△X是指A点到B点加工刀具沿X轴方向的位移),再加工相邻的另一条叶形线,依次加工即可形成整个叶面。由于叶面的曲率半径较大,所以常采用面铣刀加工,以提高生产率并简化程序,因此为保证铣刀端面始终与曲面贴合,铣刀还应做由坐标A和坐标B形成的摆角运动。在摆角的同时,还应做直角坐标的附加运动,以保证铣刀端面始终位于编程值所规定的位置上,即在切削成形点,铣刀端平面与被切曲面相切,铣刀轴心线与曲面该点的法线一致,所以需要五坐标加工。这种加工的编程计算相当复杂,一般采用自动编程。
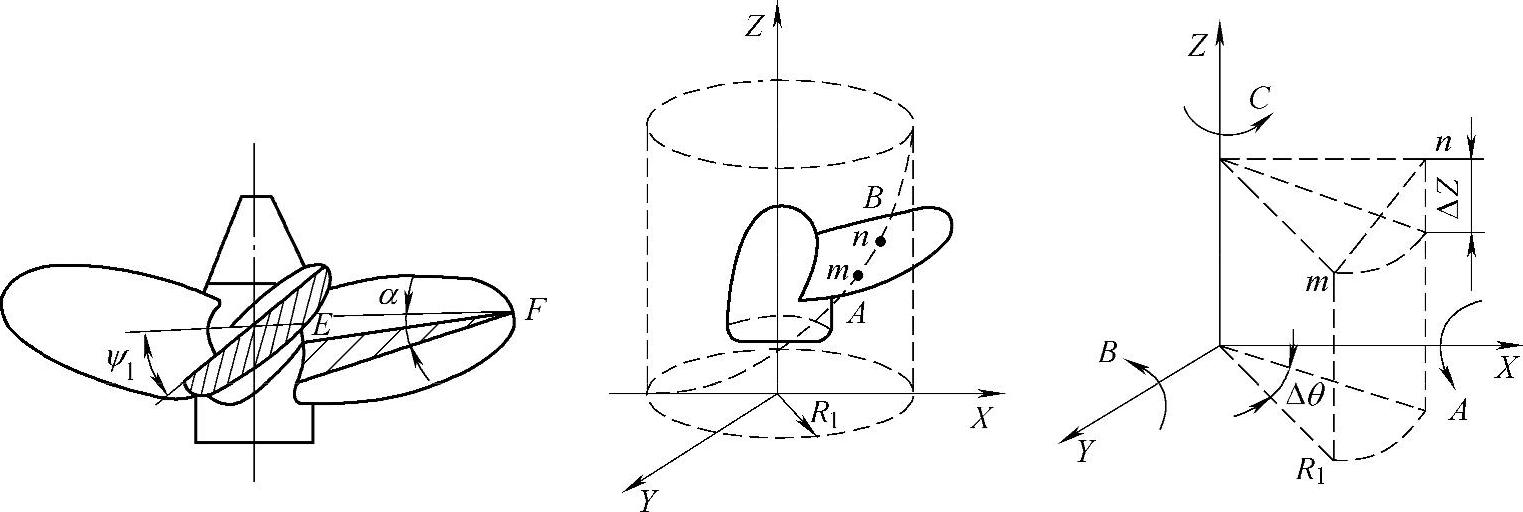
图2-33 螺旋桨是五坐标加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。