



坯材表面的涡流法检测分为常温检测和高温检测。图11.5-4所示为一种冷态方坯的点探头涡流检测机构。它的核心是一套能灵活带动点探头绕方坯旋转的机械跟踪机构。因为方坯表面各点到坯中心的距离处处均不等,所以旋转时使点探头与坯面保持恒定距离以及避免其在坯角处的跳动是非常困难的。一般的跟踪机构是很难做到的,但图11.5-4所示的机构成功地实现了稳定的探伤。当探头绕方坯旋转时,各个跟踪臂在弹簧作用下,像鹰爪似的抓住坯表面,使探头耐磨靴压紧在坯表面上,从而保持了恒定的探头提离间隙。有两套这样的旋转机构对称地安装在一个大旋转环上。钢坯由导轮带动从环中心直线穿过,旋转跟踪装置带着探头对钢坯完成螺旋扫查。对102mm的方坯,该旋转机构的转数为65r/min,钢坯的检测速度为12m/min,可有效检测出方坯上25mm长的缺陷。
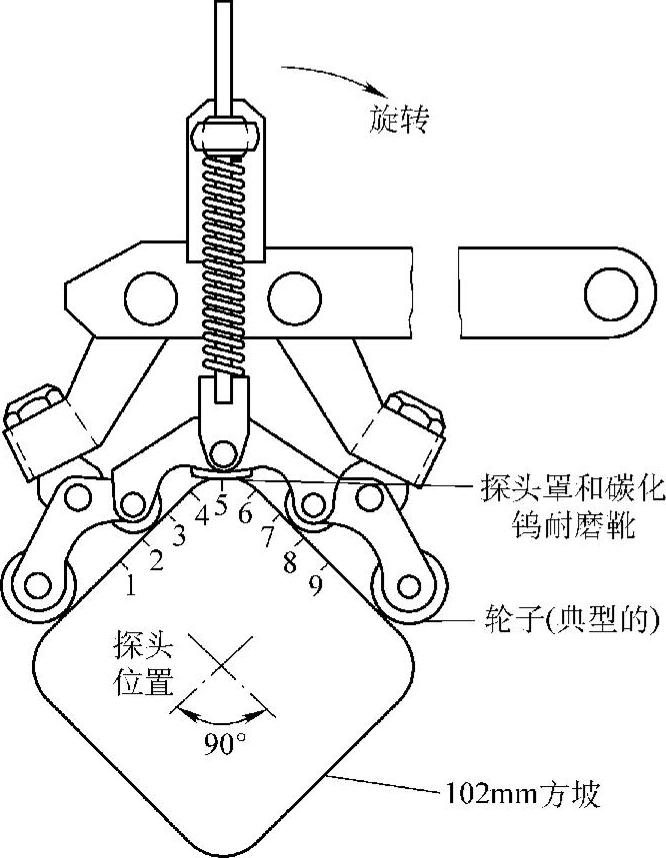
图11.5-4 冷态方坯的点探头涡流检测机构
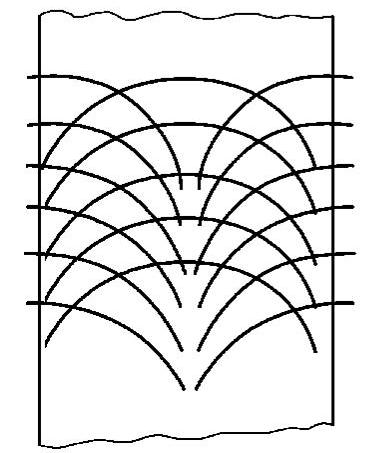
高温状态下的连铸坯表面涡流探伤是一项难度很大但十分奏效的无损检测技术。图11.5-5所示为一种在1100℃高温下检查断面为80mm×80mm方形坯和80mm×150mm矩形坯的涡流探伤装置示意图。在这套装置中,坯面的探伤采用三个带有差动式点探头的旋转盘,三个旋转盘成等边三角形排布。这样,坯表面上的所有部位都能以两个几乎垂直的方向扫查到,如图11.5-6所示,由此便能检测出坯面上各种取向的缺陷。在坯角及其周围,使用与坯角形状相吻合的扇形探头进行检查。
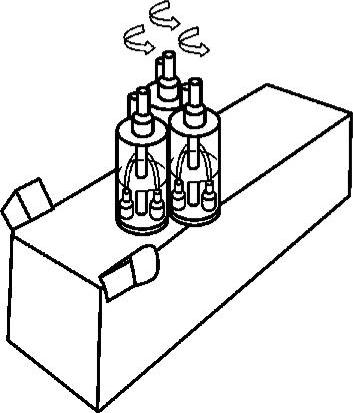
图11.5-5 一种在1100℃高温下检查断面为80mm×80mm方形坯和80mm×150mm 矩形坯的涡流探伤装置
旋转盘中的差动探头均采用多频激励,以抑制提离间隙变化和坯面不平度的影响。例如在3mm的提离间隙下,它能够很好地抑制±2mm的间隙波动变化信号。再例如当坯面上出现的局部凹凸斜面时,它仅给出很小的指示波形,如图11.5-7a所示;而1.5mm深的缺陷则给出信噪比较高的信号,如图11.5-7b所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图11.5-6 探头扫查轨迹
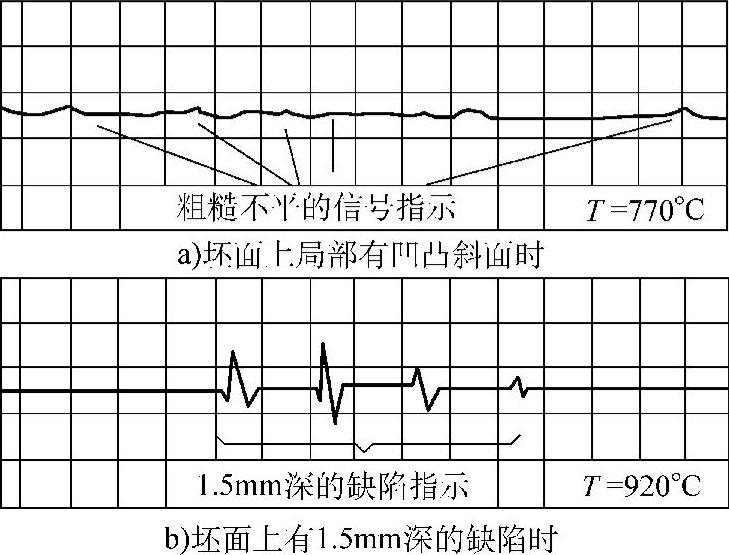
图11.5-7 连铸坯热态探伤试验记录
上述装置中,除了使用多频涡流技术外,还配以计算机分析系统,对缺陷的类型和深度进行判别。此外,根据旋转盘的角度位置,还能够确定出缺陷的位置。缺陷类型、深度和位置的确定,有利于坯材的离线磨削。由计算机统计出的坯材表面质量信息,还被及时快速地反馈给铸造工序,用于铸造设备和工艺的调整和修正。
一般来说,板坯比方坯和矩形坯宽得多,板坯表面的平面度和行进中的振动影响也更大一些,所以探头的间隙补偿是板坯热态探伤中的一个重点。图11.5-8所示为一种高温连铸板坯的涡流探伤装置示意图。它是用一列10个探头排于板坯表面。探伤中,每个探头都作短距离横向往复运动,扫描覆盖一段区域。每个检测探头还附有一个测距探头,用来测量提离间隙的变化,并将此间距信号提供给探头的机械跟踪系统。每个探头都有各自的机械跟踪装置,它根据测距信号的大小移动探头,从而对间隙的变化进行补偿。在这种探伤方式中,由于探头与板材之间的相对运动方向基本上是一维的,所以要使用指向性小的涡流探头,才能检出坯面上各种取向的缺陷。
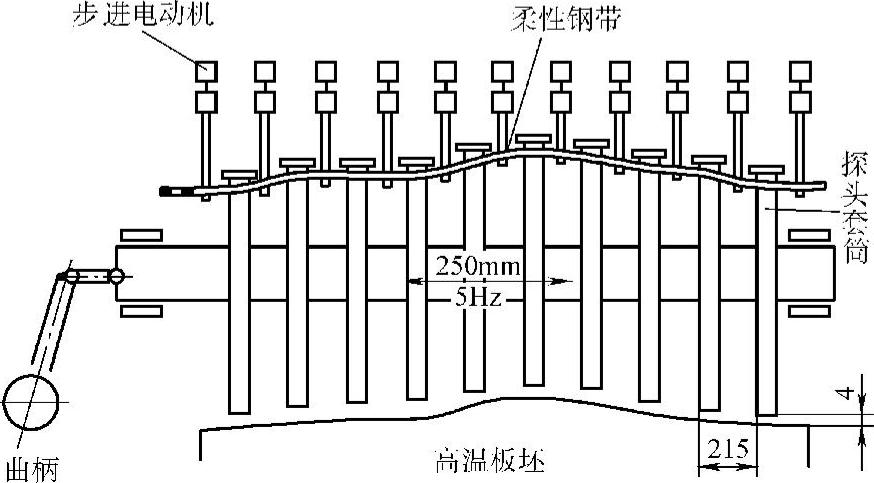
图11.5-8 高温连铸板坯的涡流探伤装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。