



对于表面比较粗糙的热轧钢棒,往往采用漏磁探伤法进行检测,其检测信噪比要比涡流法高。由于漏磁法的探测深度比涡流法深,所以现在有些表面光洁的冷拔钢棒和磨光钢棒也采用漏磁法进行探伤。
1.钢棒漏磁探伤原理
钢棒的漏磁探伤原理与磁粉法探伤相近:铁磁性钢棒被磁化后,由于不连续性缺陷的存在,使钢棒表面和近表面的磁感线发生畸变泄漏出钢棒表面而产生漏磁场。如果利用一个对磁场敏感的检测元件在钢棒表面移动,当通过缺陷处时,检测元件就会与漏磁场发生相互作用而生成电信号,由此就可以确定缺陷的存在。
2.磁化方法
钢棒漏磁探伤所采用的磁化方法通常分为磁轭磁化法和线圈磁化法两种。
磁轭磁化又称横向磁化,它是用磁轭将线圈产生的磁场导入棒材,而在棒材上形成横向磁化场的方法。这种方法主要用于发现与棒材轴线平行的纵向缺陷。图11.5-21所示为可用于棒材探伤的横向磁化装置简图。在钢棒漏磁探伤中,利用磁轭的横向磁化方法又分为两种:一种是钢棒直线前进、磁轭围绕钢棒旋转的磁化方式,称为旋转磁轭式磁化,如图11.5-21a所示;另一种是钢棒螺旋前进、磁轭固定的磁化方式,称为固定磁轭式磁化,如图11.5-21b所示。
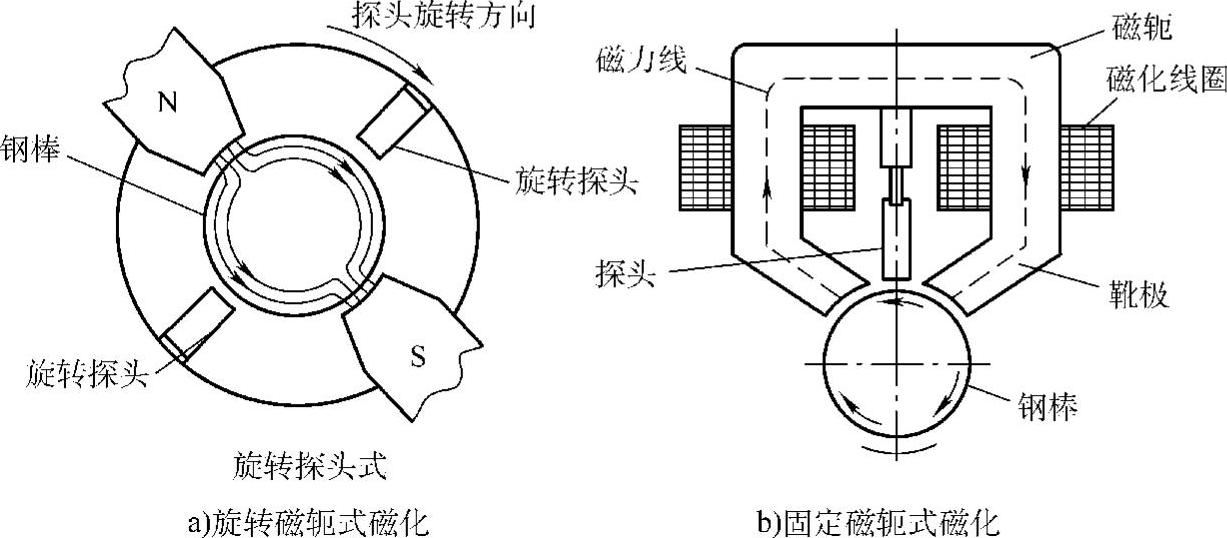
图11.5-21 可用于棒材探伤的横向磁化装置简图
线圈磁化又称纵向磁化,是在线圈中通入电流而在线圈内的钢棒上产生纵向磁化场的方法。这种方法主要用于发现与钢棒轴线垂直的横向缺陷。图11.5-22所示为可用于棒材探伤的纵向磁化装置简图。
钢棒磁化时,当磁场方向与缺陷方向垂直时,缺陷处的漏磁场最大,检测灵敏度最高;当磁场的方向与缺陷取向成一定夹角时,缺陷的灵敏度降低;当磁场方向与缺陷方向平行时,缺陷处的漏磁场很小,几乎发现不了缺陷。由于钢棒中缺陷可有各种取向而难以预知,所以即使采用上述两个方向的磁场同时对钢棒进行磁化,仍有可能不能兼顾检出所有取向的缺陷。
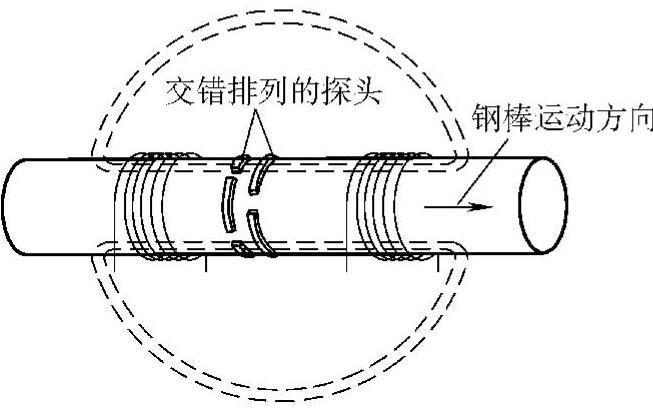
图11.5-22 可用于棒材探伤的纵向磁化装置简图
钢棒的漏磁探伤从磁化电流上分,又有交流磁化和直流磁化两种。
交流磁化的漏磁检测采用交流磁场对钢棒进行磁化。交流磁场容易在钢棒中感应涡流和产生趋肤效应,且磁化深度随电流频率的增高而减小。因此,这种方法更趋于表面和近表面缺陷的检测。交流磁场的效率高,磁化器结构简单,成本低廉。
直流磁化的漏磁检测采用直流磁场对钢棒进行磁化。直流磁场所需的激磁电流较高,磁化效率比交流磁化低。但直流磁化不存在趋肤效应,所以可以检测出更深的表面下缺陷。目前,在钢棒的漏磁探伤中,采用较多的是直流磁化方式。钢棒在进行直流磁化的漏磁探伤后,一般需要进行退磁处理,以消除钢棒中的剩磁。(https://www.xing528.com)
3.漏磁传感器
所有对于磁场敏感并能够实现磁电转换的元件,都可以作为漏磁探伤的传感器,如霍耳元件、磁敏二极管和感应线圈等。感应线圈是钢棒自动化漏磁探伤中最常用的传感器,它在与被检钢棒发生相对运动时,与缺陷处的漏磁场发生电磁感应,并在其中产生感生电压,从而检测出缺陷的存在。感应线圈在放置时,可以平行或垂直于被检钢棒的表面。当要求检测速度较快时,可采用多个线圈组成线圈阵列,以增大覆盖面积。
在使用感应线圈作为传感器的钢棒漏磁探伤中,线圈相对于钢棒的扫查速度对检测灵敏度有较大的影响,扫描速度越快,灵敏度越高。所以在钢棒漏磁探伤中,快速扫查既可提高检测效率,又能提高检测灵敏度。在探头旋转的钢棒漏磁探伤中,旋转头的转速可达1000r/min。
4.钢棒漏磁探伤设备
按探头与钢棒的相对运动分类,钢棒漏磁探伤设备有两种模式:探头旋转钢棒直线前进和探头固定钢棒旋转前进。
按探测缺陷取向分类,钢棒漏磁探伤设备也分两种:横向探伤设备和纵向探伤设备。横向探伤设备模式如图11.5-22所示。
横向探伤设备采用两个磁化线圈对钢棒进行纵向磁化。多个探头沿钢棒圆周分布,各个相邻探头相互重合,以避免取向的漏检。
纵向探伤设备又分旋转式纵向探伤设备和固定式纵向探伤设备。
旋转式纵向探伤设备模式如图11.5-21a所示,设备的两组磁化装置和两组探头跟随设备一同绕钢棒旋转。由于磁化电流需要传递到旋转体中去,探头获得的检测信号需要传递出旋转体送给仪器,所以旋转式纵向缺陷探伤设备的结构比较复杂、造价较贵。但由于旋转体的转速较高,所以旋转式纵向探伤设备的探伤速度较快。此外,旋转式纵向探伤设备只要求钢棒作直线前进,所以钢棒的传输滚道较为简单。
固定式纵向探伤设备模式如图11.5-21b所示,设备的磁化装置的磁轭与钢棒曲率相匹配,对钢棒进行无接触磁化。探伤时,螺旋传输滚道带动钢棒螺旋前进,而探头实现对钢棒表面的螺旋轨迹扫描。与旋转式纵向探伤设备相比,由于固定式纵向探伤设备的磁化装置和探头都固定不动,所以不存在磁化电流和探伤信号的传递问题,因此这种设备的结构简单、造价便宜。但是由于钢棒螺旋前进时的转速不可能很高,所以检测速度较慢。
在对钢棒质量要求较高的场合,需要采用横、纵缺陷的联合检测。联合探伤设备的模式是旋转式纵向探伤设备与固定式横向探伤设备的联合探伤,或者固定式纵向探伤设备与旋转式横向探伤设备的联合探伤。
5.钢棒漏磁探伤特点
漏磁探伤法是通过对材料磁化而在缺陷处形成漏磁场,所以它们只适用于铁磁性钢棒。漏磁场是泄漏到钢棒表面之外的磁场,钢棒内部深层缺陷虽然能够使其中的磁场发生畸变,但很难使磁场泄漏到钢棒表面之外,所以漏磁探伤法适用于检测铁磁性钢棒表面和近表面的缺陷。不连续性缺陷(如裂纹)越窄越深,产生的漏磁场越强,所以漏磁探伤法对目视难以看出的微小裂纹有很高的检测灵敏度。对于表面光洁的钢棒,漏磁法可检测出0.1~0.3mm深的裂纹。由于漏磁探伤利用传感器拾取漏磁信息,因而能够实现自动化探伤,检测速度快、效率高。由于漏磁检测存在着提离效应,所以在进行钢棒探伤时,需要将传感器紧贴在钢棒的表面进行检测,以避免检测灵敏度的波动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。