



涡流法检测是线材检测中最常使用的一种方法,主要用于线材表面和近表面的缺陷检查。当线材的直径尺寸很小、接近于涡流的渗透深度时,靠近线材心部的缺陷也能被检测出来。用于线材的涡流法检测大体上分为两种模式:
1.穿过式涡流法检测
采用穿过式涡流法检测时,线材通过穿过式线圈和磁饱和装置,即可完成对整个线材圆周表面和近表面的检测,如图11.5-26所示。用于线材的穿过式涡流探伤装置的构成比较简单,它们包括穿过式涡流线圈、磁饱和装置和单通道的涡流探伤仪。穿过式涡流探伤的特点是检测速度灵活,它既适合于速度较慢的冷拉线材的检测,也适合于速度较快的轧制线材的检测。
穿过式涡流探伤的另外一个特点是:对沿线材周向分布的裂纹类缺陷比较敏感,而对沿线材轴向分布的裂纹缺陷的检出效果相对较差;而且线材的直径越小,缺陷的检出灵敏度越高;反之,则低。
图11.5-26 穿过式线圈和磁饱和装置
2.旋转点探头式涡流探伤
在对线材表面检测灵敏度要求很高的场合下,可以使用旋转点探头式涡流探伤方式。点式涡流探头安装在旋转头内,当线材通过旋转头时,探头即完成对线材表面的扫查。(https://www.xing528.com)
旋转头的转速一般在2000r/min以上,最高可以达到10000r/min。但是因为点探头的检测覆盖区域较小,即使如此高的旋转速度,也很难与线材的生产速度相匹配。因此,旋转头中要安置2~4个点探头并配以多通道仪器,以提高检测效率。旋转点探头式涡流探伤主要适用于速度较慢、表面质量好的冷拉线材的检测。
在使用旋转点探头式涡流探伤中,所选用的探头一旦确定,则检测灵敏度不再与被检测线材的直径有关,这一点与穿过式涡流探伤不同。
图11.5-27所示为线材拉拔机上的旋转点探头式涡流探伤装置。为使线材平稳地通过旋转头,在旋转头的两侧都装有水平和竖直方向的夹紧辊,夹紧辊的中心与探头旋转中心相吻合。采用这种检测方式,能够较好地把冷拔过程中线材中产生的裂纹检测出来。
无论是穿过式还是旋转点探头式涡流探伤,都必须将磁饱和装置或旋转头装置置于拔丝模之间,以防线材抖动对涡流检测信号产生干扰。如果是离线探伤,则应在磁饱和装置或旋转头装置的出口和入口处安装类似拔丝模的“孔模”,以限制线材前进中的抖动。在离线探伤时,涡流探伤装置的前后要设置线材的开卷和收卷装置,必要时还要在开卷设备和探伤装置之间加装线材矫直设备,以确保线材平直地穿过磁饱和器或旋转头。此外,涡流探伤仪必须能够适应较高的检测速度,特别是在热轧线材时速度较高,需要涡流仪具有较高调制频率的滤波功能。
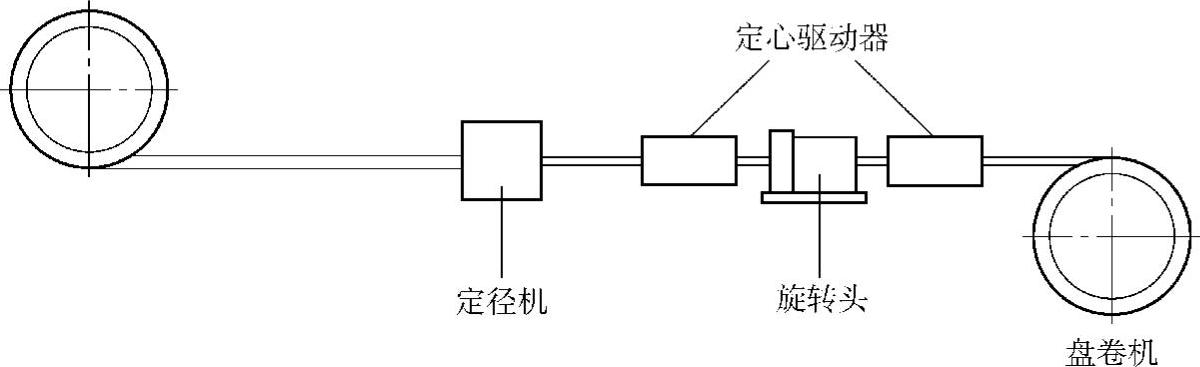
图11.5-27 线材拉拔机上的旋转点探头式涡流探伤装置
在线材涡流探伤时,无法采用喷射标记的办法记录检出缺陷的位置,因为线材在检测后要盘卷或重新盘卷。可采用计算机将缺陷距线材端头位置、缺陷等级等数据储存起来,以备查询处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。