



【摘要】:扫查激光声显微镜的工作原理见本手册第3篇第5章。对于SiC和Si3N4陶瓷,常用频率为100MHz。扫查激光声显微镜被认为是表征结构陶瓷缺陷布局的一种有潜力的无损检测方法,但其所显示的孔洞直径一般要比实际孔洞直径大,在某些情况下偏差可大至500%~600%,这是需要注意的。图12.3-14 用扫查激光声显微镜检查陶瓷材料内部孔洞时,孔径、孔深及母材对检出概率的影响
扫查激光声显微镜(SLAM)的工作原理见本手册第3篇第5章。对于SiC和Si3N4陶瓷,常用频率为100MHz。
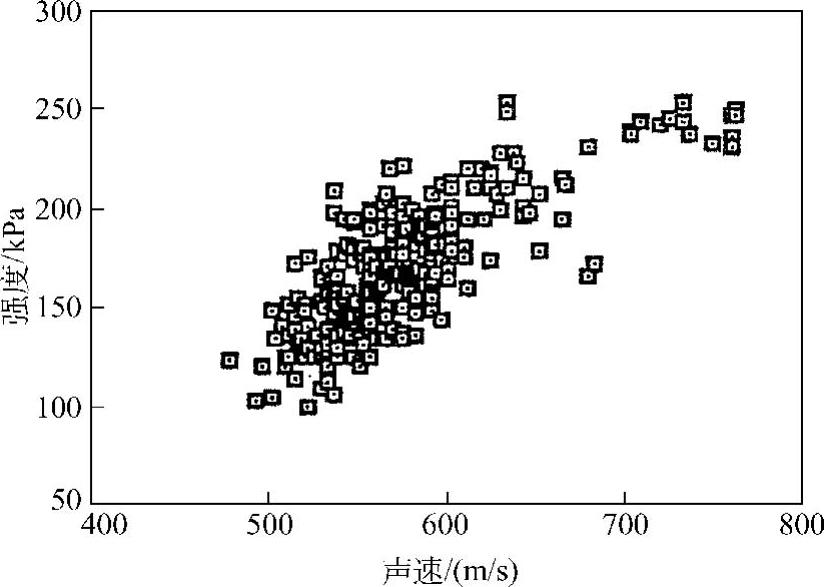
图12.3-13 强度—声速相互关系
表面未经抛光研磨过的试样由于本底噪声水平高,小缺陷根本不可检。在表面经金刚石研磨过、表面粗糙度优于2μm的试样上,用扫描激光显微镜技术,就内部孔洞所获得的缺陷检出概率数据列于图12.3-14中,条线图的水平界线说明在达到检出概率(POD)为0.90、置信度(CL)为0.95的情况下,最小孔洞尺寸和最大埋深(从激光扫查侧算起)的关系,可见,孔洞尺寸受埋深的影响是显著的。但是,较之SiC,对于Si3N4,在较大的埋深和较小的孔径时,仍可获得POD/CL为0.9/0.95,这可能是两种材料之间的微观组织有所不同所致,SiC的晶粒尺寸要比Si3N4大一个数量级,在SiC中的孔隙也比Si3N4中要多,这两个情况对超声波散射的增大有影响。(https://www.xing528.com)
扫查激光声显微镜被认为是表征结构陶瓷缺陷布局的一种有潜力的无损检测方法,但其所显示的孔洞直径一般要比实际孔洞直径大,在某些情况下偏差可大至500%~600%,这是需要注意的。
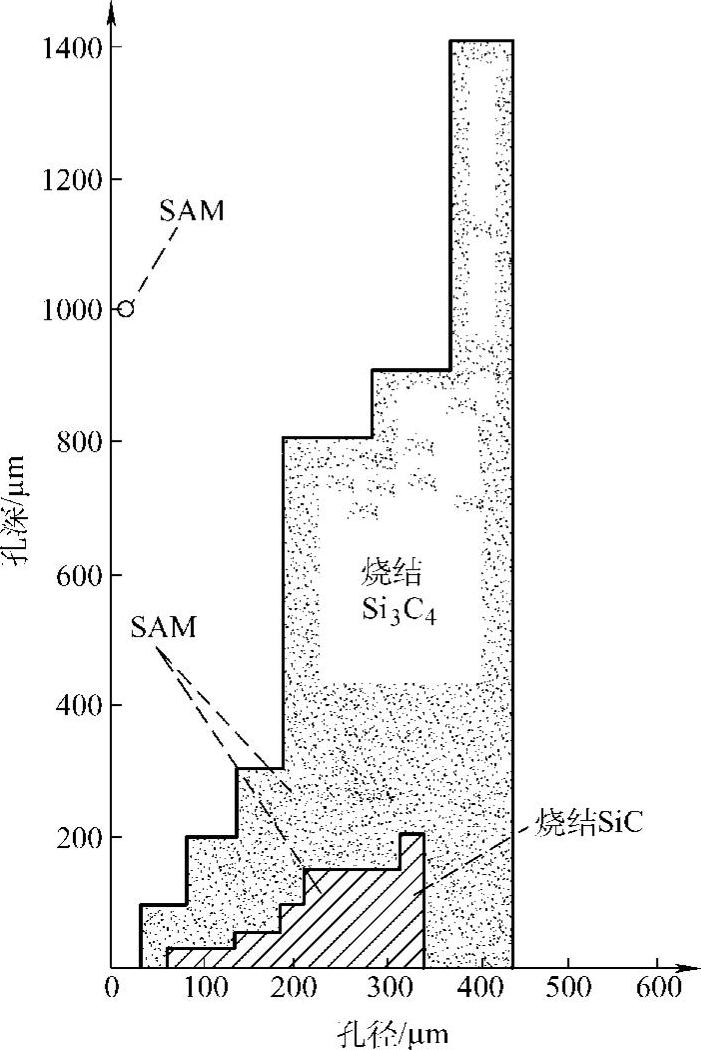
图12.3-14 用扫查激光声显微镜检查陶瓷材料内部孔洞时,孔径、孔深及母材对检出概率的影响(水平界线表示POD/CL为0.90/0.95)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。