



2.1.1 工件尺寸的检验(极限量规检验)
检查测量工件上两个相对位置界面的尺寸距离(长度),从严格的意义上,应将两个界面上的形状误差、相对位置误差(如平行度、垂直度等)、表面粗糙度值、测量工具本身的误差等考虑在内,还应考虑零件所处的环境温度、检测人员和操作测量工具等外在因素造成的误差。但实际生产检测中,工件是否合格,只按一次测量的尺寸值来判定,对上述各种误差不能给予修正。为此,国家标准GB/T 3177—1997对光滑工件尺寸的检验,采用缩小工件上、下极限偏差(即缩小公差带的范围)的方法作为工件尺寸是否合格的检验标准,以弥补忽略上述各种误差而产生的超出偏差,如图2.5-41所示。
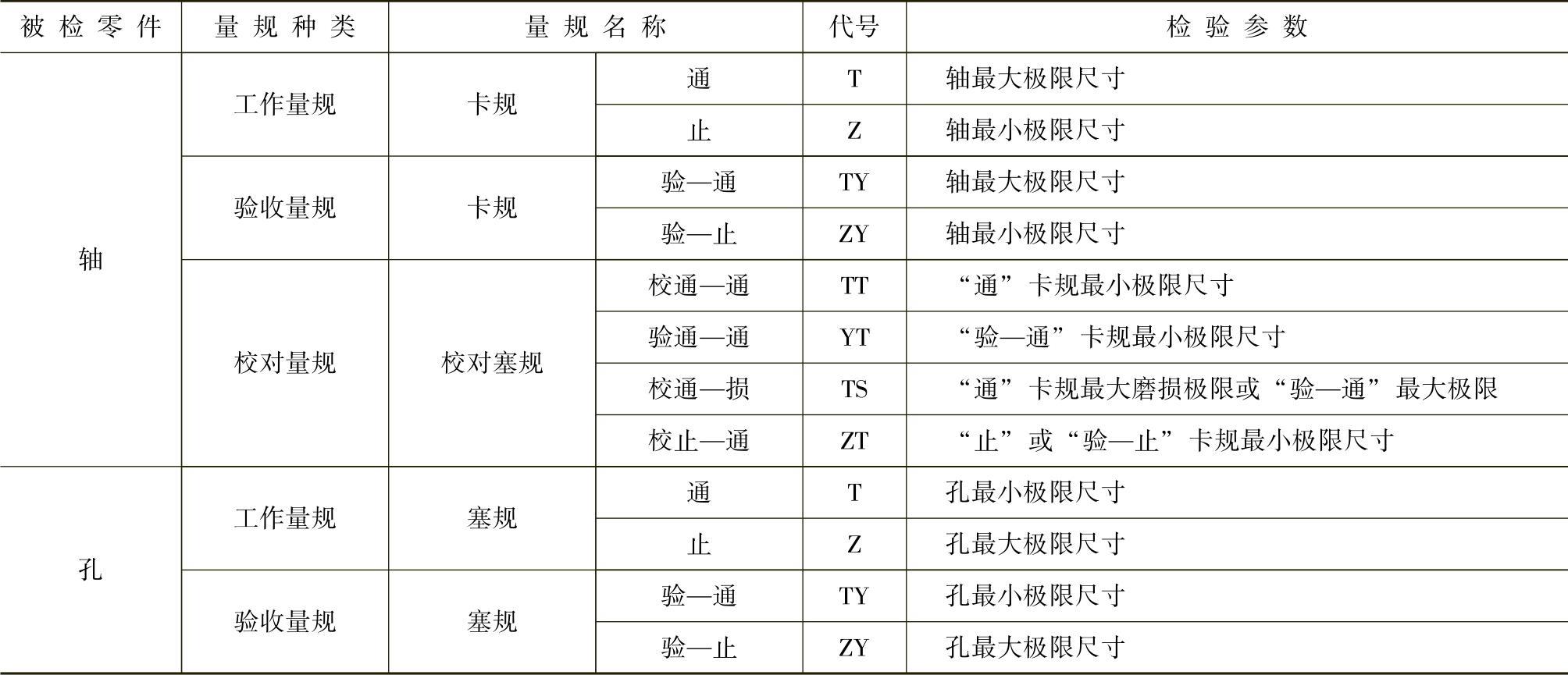
(1)用光滑极限量规检验 量规的检测范围为尺寸至500mm、公差等级为IT6~IT16的孔和轴。量规的名称、代号及用途见表2.5-71。
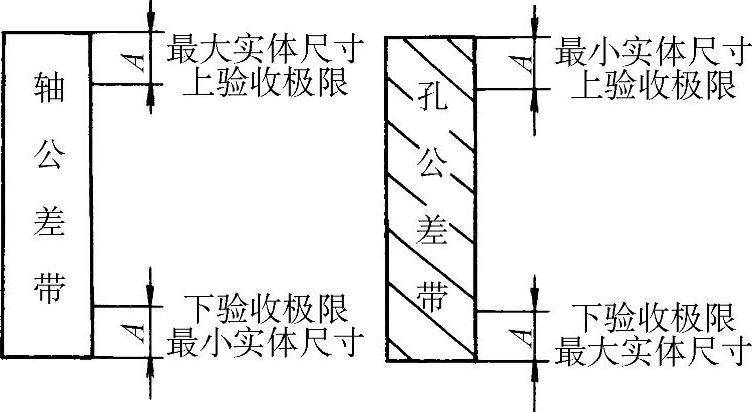
图2.5-41 轴、孔公差与验收极限
表2.5-71 量规的名称、代号及用途
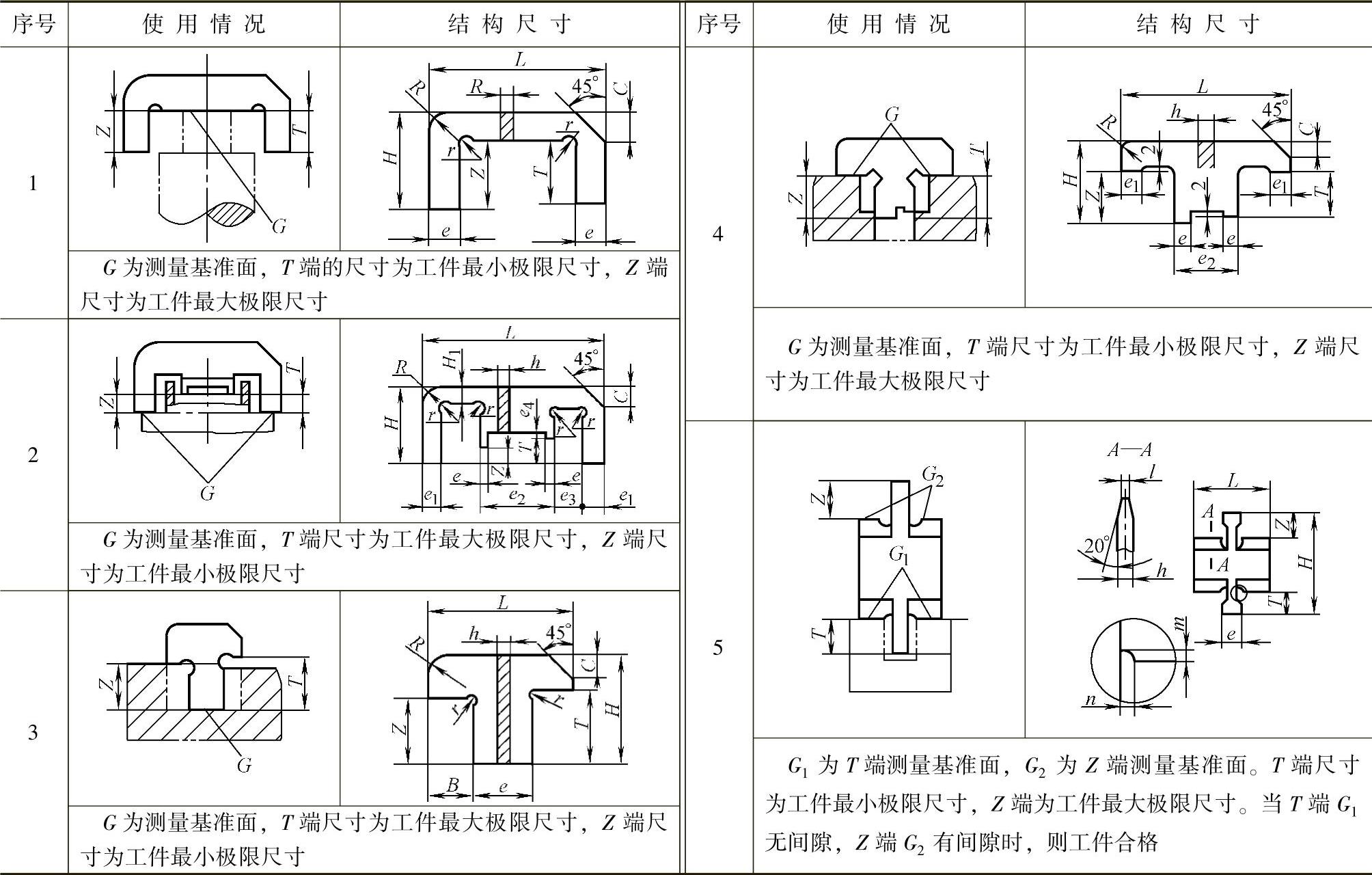
(2)用板式高度规和板式深度规检验 板式高度规和板式深度规是用来测量工件的高度和深度的极限量规,其结构及用途示例见表2.5-72。
表2.5-72 板式高度规和板式深度规结构及用途示例
2.1.2 小尺寸的测量
(1)轴类小尺寸的测量 轴类小尺寸的测量可用特制千分尺、杠杆千分尺,也可用一般的光学计、测长仪、电感测微仪,还可用带小尺寸夹持附件的显微镜和投影仪测量。外径千分尺、杠杆千分尺、微米千分尺、万能测长仪、万能工具显微镜及投影仪如图2.5-42~图2.5-47所示。
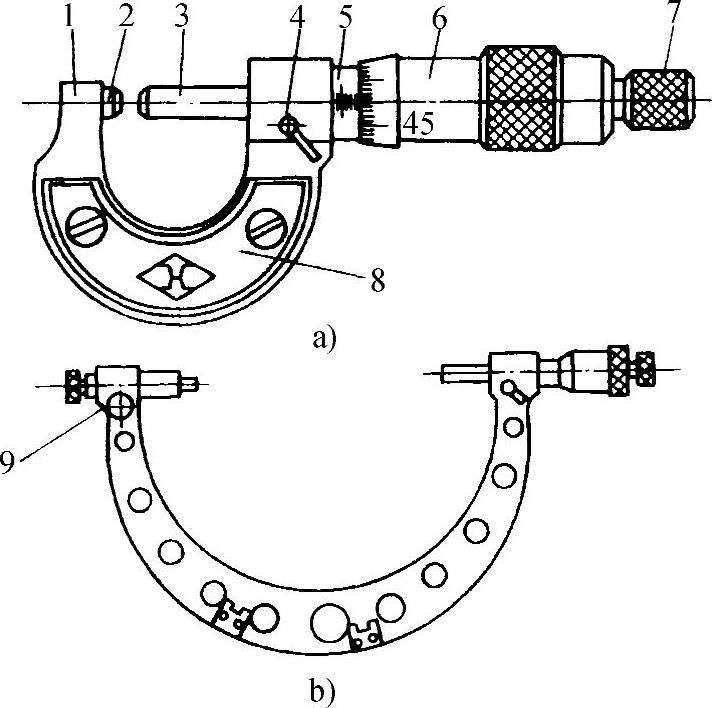
图2.5-42 外径千分尺
a)测砧固定式 b)测砧可换式 1—尺架 2—测砧 3—测微螺杆 4—锁紧装置 5—微分筒 6—固定套管 7—测力装置 8—隔热装置 9—测砧紧固螺钉
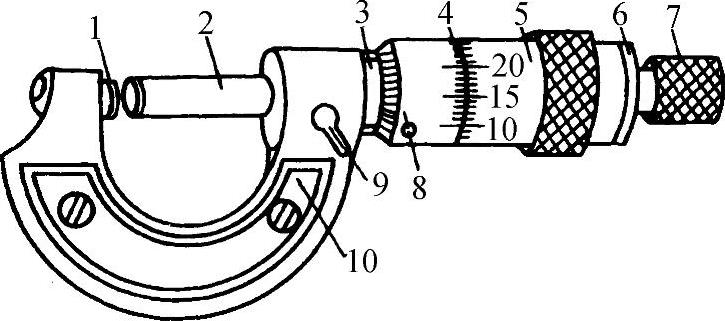
图2.5-43 千分尺
1—固定测砧 2—测微螺杆 3—固定套管 4—固定微分筒 5—转动微分筒 6—垫片 7—测力装置 8—键槽螺钉 9—锁紧装置 10—绝热板
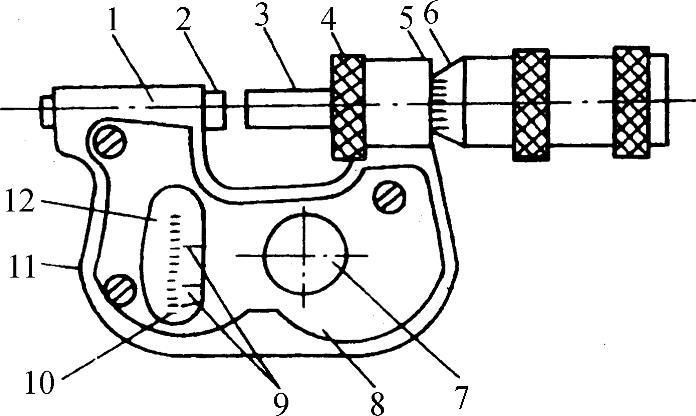
图2.5-44 杠杆千分尺
1—尺架 2—测砧 3—测微螺杆 4—制动器 5—固定套管 6—微分筒 7—保护帽 8—盖板 9—公差指针 10—指针 11—拨叉 12—刻度盘
(2)孔类小尺寸的测量 测量孔类小尺寸可用孔径测量仪器。常用孔径测量仪器的性能见表2.5-73。车间条件下一般用内径千分尺、内径指示表、内径测微计等进行测量。大批量生产的可用气动测量仪配合内径规进行测量。内径千分尺、内径指示表如图2.5-48~图2.5-50所示。
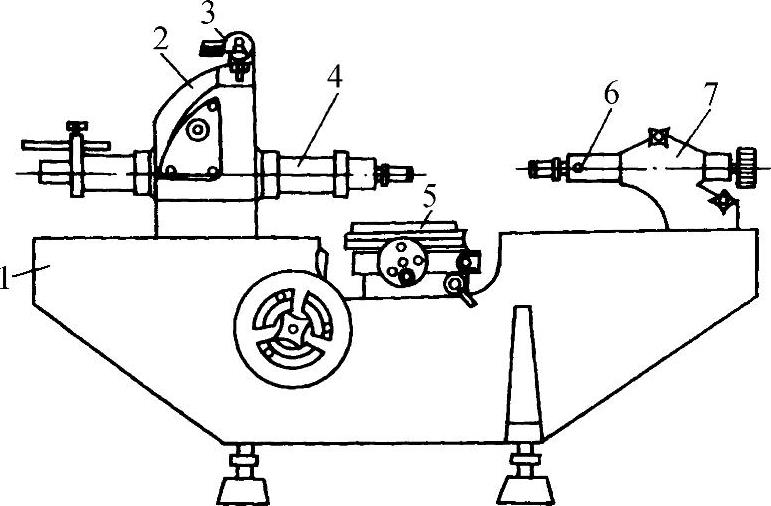
图2.5-45 万能测长仪
1—底座 2—测座 3—测微目镜 4—测量主轴 5—万能工作台 6—尾管 7—尾座
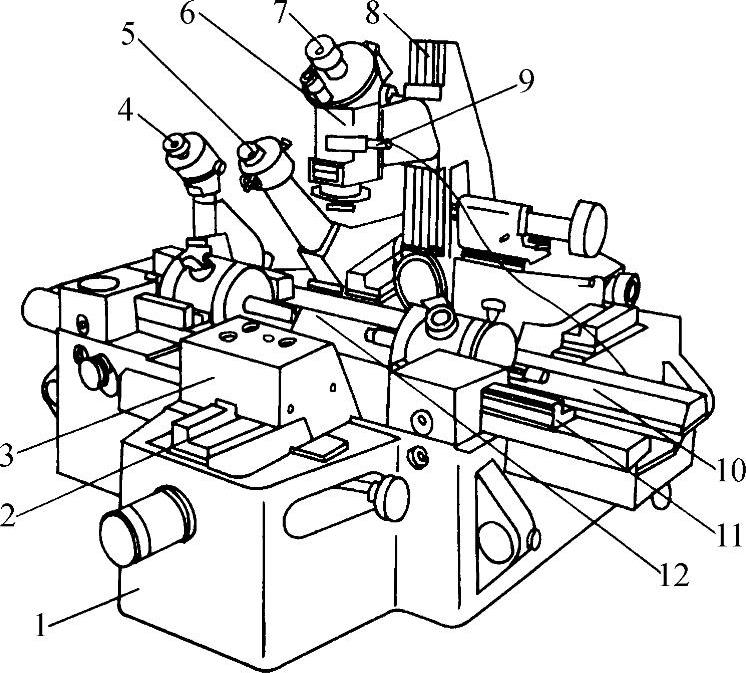
图2.5-46 万能工具显微镜
1—基座 2—横向导轨 3—横向滑架 4—纵向读数显微镜 5—横向读数显微镜 6—主显微镜 7—目镜 8—可倾斜立柱 9—照明器 10—纵向导轨 11—纵向滑板 12—工作台
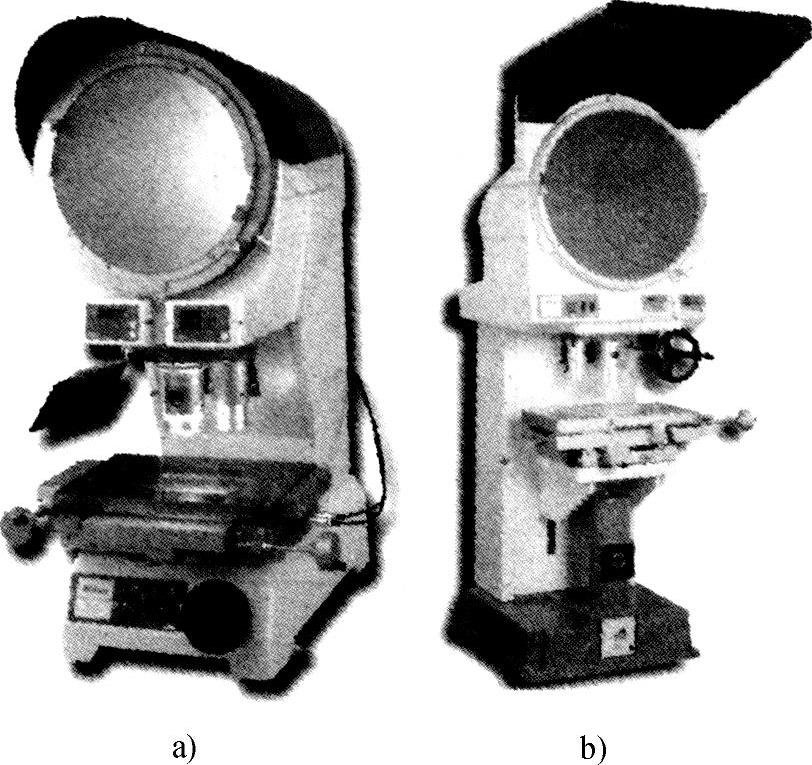
图2.5-47 投影仪
a)卧式通用投影仪 b)立式通用投影仪

图2.5-48 内径千分尺
1—测量头 2—接长杆 3—心杆 4—锁紧装置 5—固定套管 6—微分筒 7—测微头
表2.5-73 常用孔径测量仪器的性能
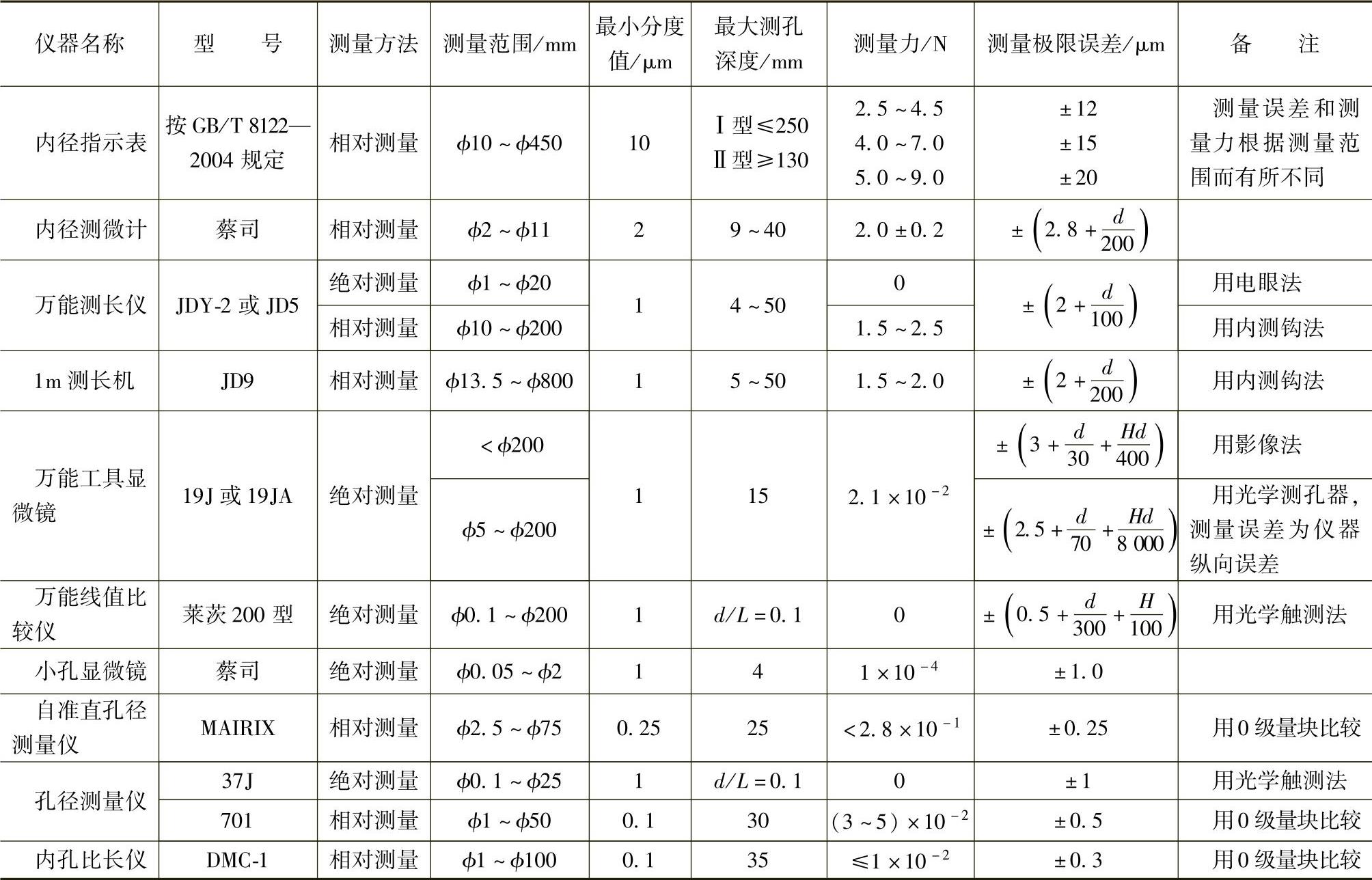
注:d—孔径(mm);L—孔深(mm);H—零件高度(mm)。
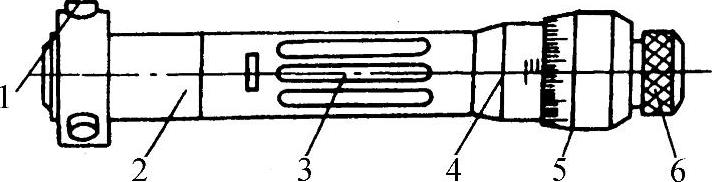
图2.5-49 三爪内径千分尺
1—测量爪 2—主体 3—套筒 4—固定套管 5—微分筒 6—测力装置
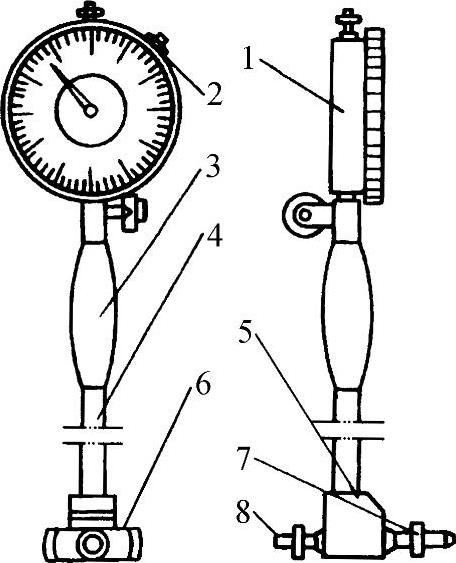
图2.5-50 内径指示表
1—指示表 2—制动器 3—手柄 4—直管 5—主体 6—定位护桥 7—活动测头 8—可换测头
2.1.3 中等尺寸的测量
测量18~500mm的中等尺寸工件的轴类和孔类尺寸,常用的孔径和轴径测量仪器的性能见表2.5-74及表2.5-75。大批量生产时,可用气动量仪配合内径气动测头测量。图2.5-51~图2.5-57所示为测量用卡尺、杠杆指示表、杠杆千分表、测微仪。
2.1.4 大尺寸的测量
(1)孔、轴类大尺寸的直接测量(https://www.xing528.com)
1)用通用量具测量。测量大尺寸用的通用量具见表2.5-75。
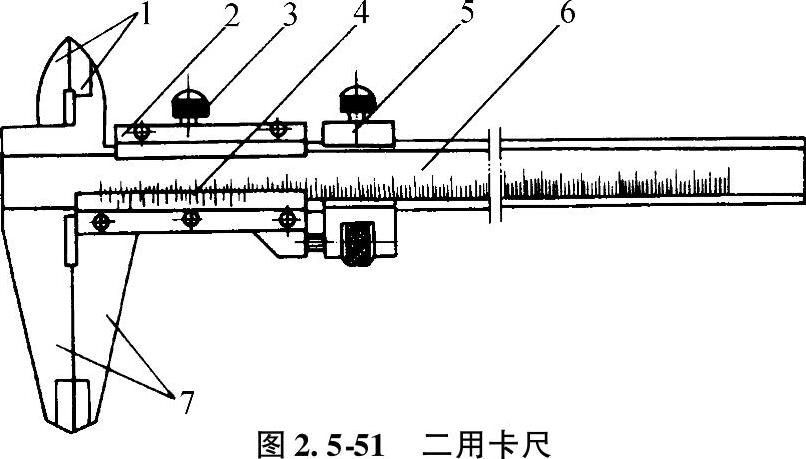
图2.5-51 二用卡尺
1—刀口内量爪 2—尺框 3—紧固螺钉 4—游标 5—微动装置 6—尺身 7—外量爪
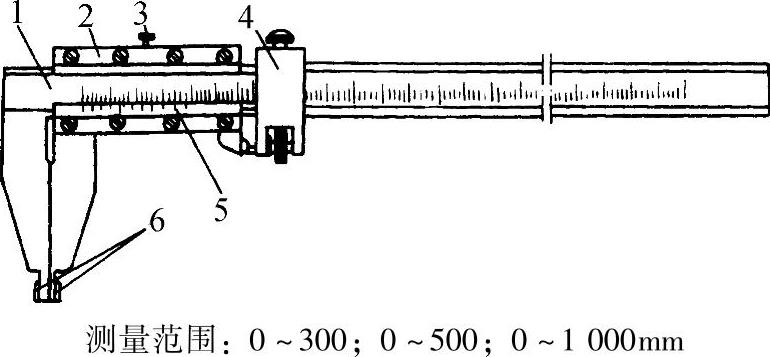
图2.5-52 单面卡尺
1—尺身 2—尺框 3—紧固螺钉 4—微动装置 5—游标 6—下量爪
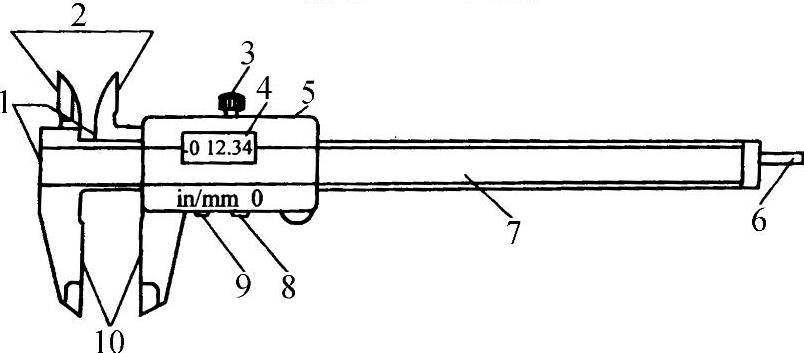
图2.5-53 电子数显卡尺
1—台阶测量面 2—刀口内测量面 3—紧固螺钉 4—液晶显示屏 5—数据输出接口 6—深度尺 7—主尺 8—置零装置 9—米制、英制转换按钮 10—外测量面
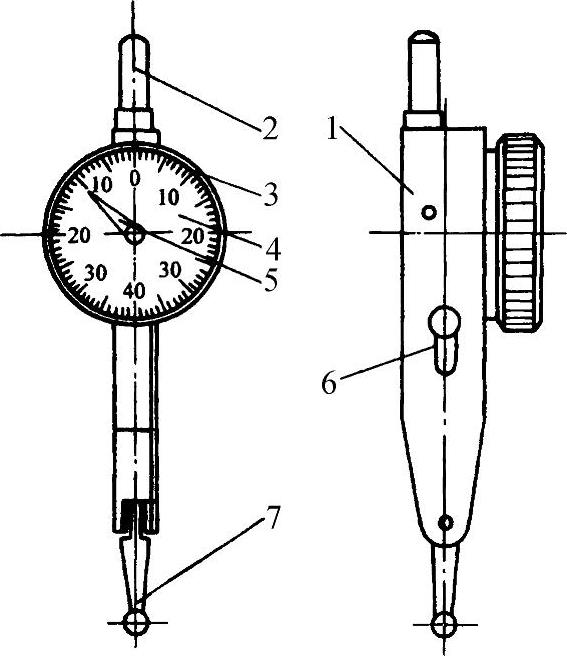
图2.5-54 杠杆指示表
1—表体 2—夹持柄 3—表圈 4—表盘 5—指针 6—换向器 7—测杆
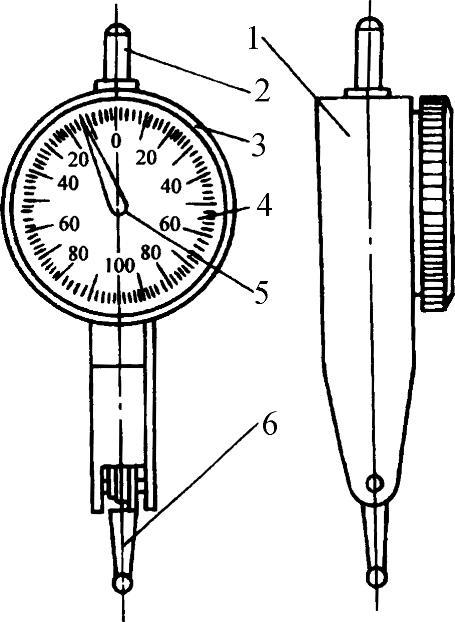
图2.5-55 杠杆千分表
1—表体 2—连接销 3—表圈 4—表盘 5—指针 6—测量杆
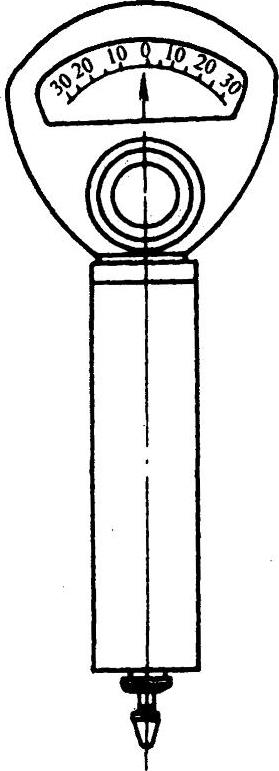
图2.5-56 扭簧测微仪
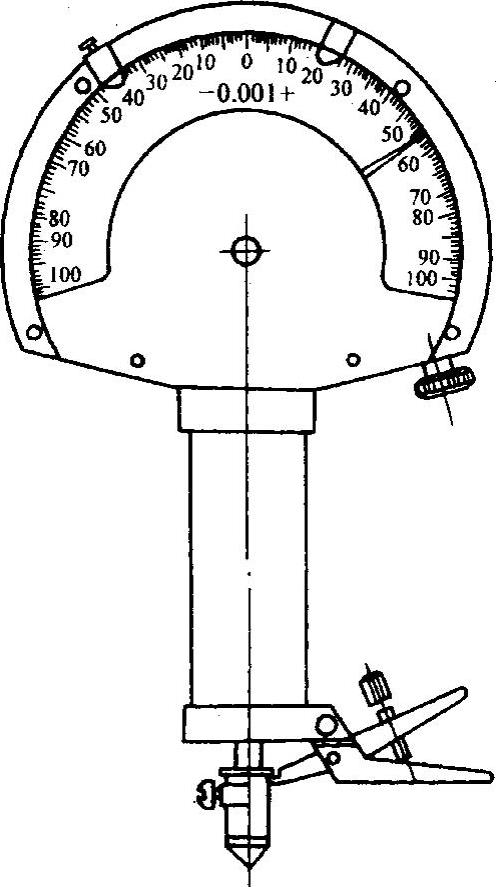
图2.5-57 杠杆齿轮测微仪
表2.5-74 常用轴径测量器具性能
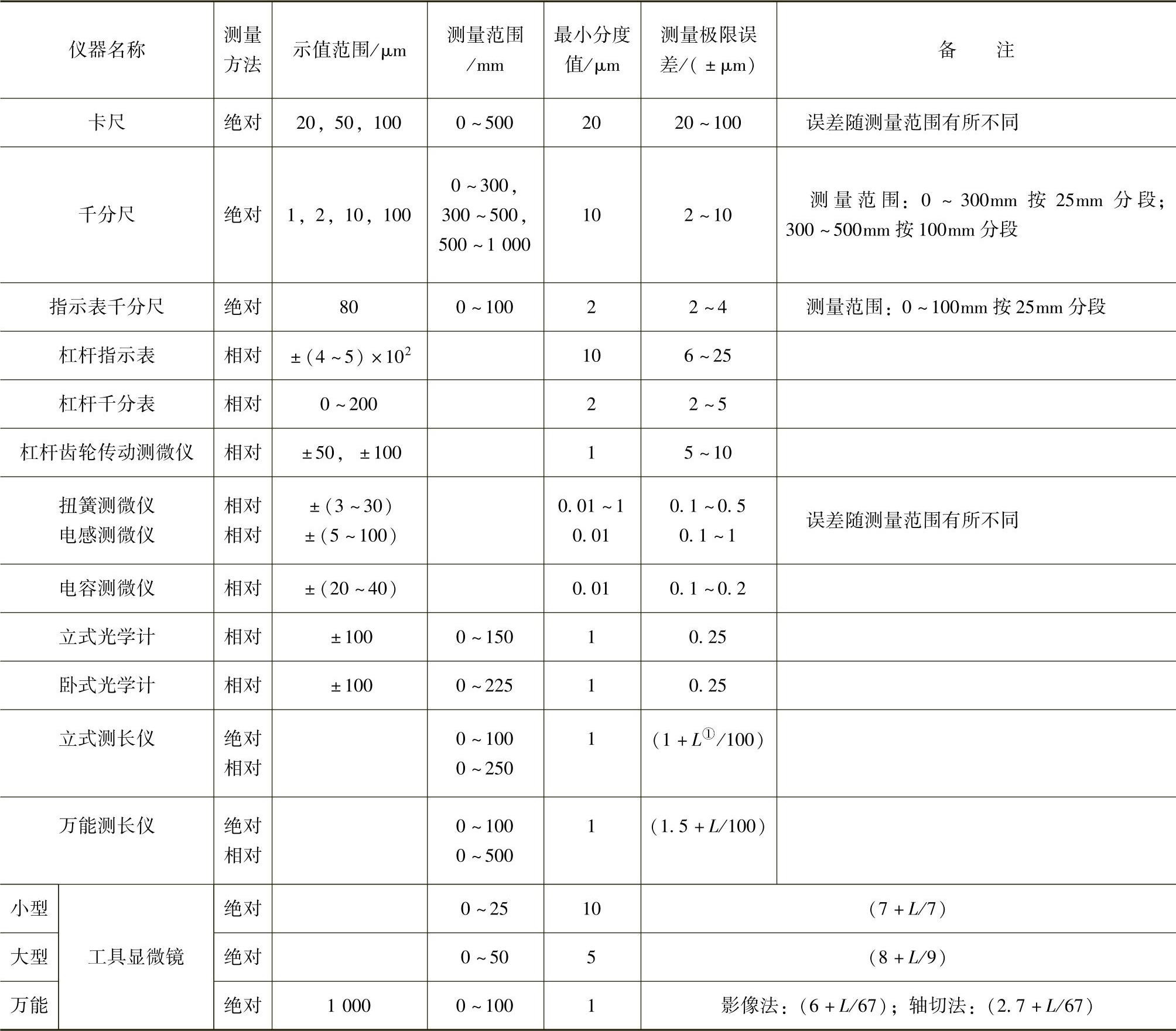
①L—测量范围(mm)。
表2.5-75 测量大尺寸用的通用量具
注:L为测量长度(mm)。
2)用测距仪测量。采用测距仪,中短程测距可测几米至2km,大量程可测30km。其中以相位法测距精度最高。
3)用激光干涉仪测量。国产激光干涉仪可测长度60m,最小分辨率0.08μm,测量精度为0.5×10-6L(L为测量长度)。
(2)孔、轴类大尺寸的间接测量
1)用弦长、弦高法测量。弦长、弦高测量法如图2.5-58所示。测出圆的弦长S及弦高H,即可计算出直径D。
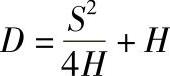
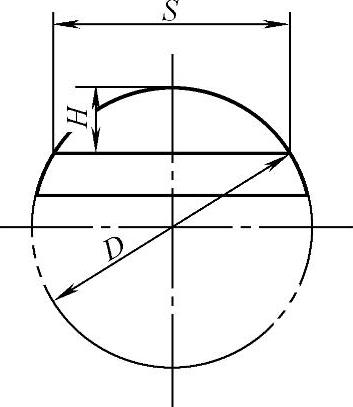
图2.5-58 弦长、弦高测量法
可用游标卡尺测量弦长S及弦高H,如图2.5-59所示。
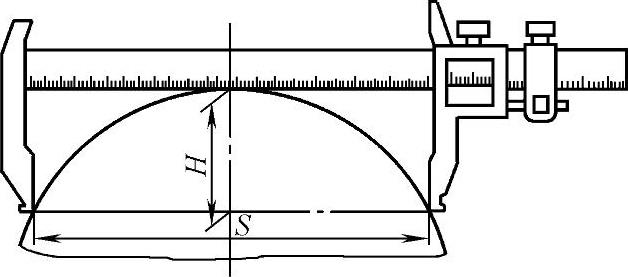
图2.5-59 用卡尺测弦长、弦高
2)用辅助基准法测量。利用设备上安装的机件表面作为测量基准,以测量大尺寸工件的孔、轴尺寸。如图2.5-60所示,大工件直径D以装在工件中心的心轴(直径d)为基准进行测量时,D=2l+d。
3)用绕测法测量。如图2.5-61所示,用长度大的卷尺缠绕在工件的外圆面上,两端各用滑轮及平衡重悬挂,使卷尺适度张紧,在卷尺刻度的一处重叠处读出刻度尺寸差,即为外圆周长L,则轴的直径为 。此法用于测量2m以上的轴直径,公差等级在IT10以下。
。此法用于测量2m以上的轴直径,公差等级在IT10以下。
4)用滚轮法测量。如图2.5-62所示,被测轴直径D,滚轮直径d,当两者压紧后,轴通过摩擦力带动滚轮作无滑动的相对滚动时,测出轴转动1周对应滚轮的转数n(可能为小数值),则D=nd。
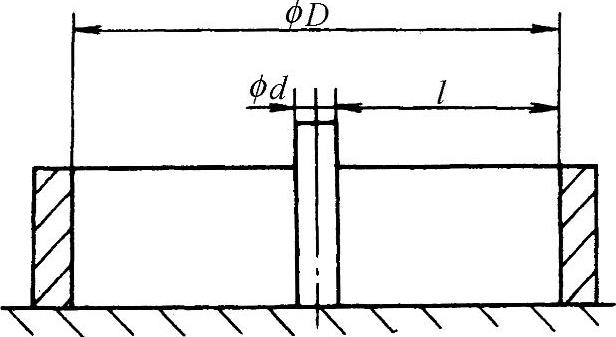
图2.5-60 用辅助基准测工件大直径尺寸
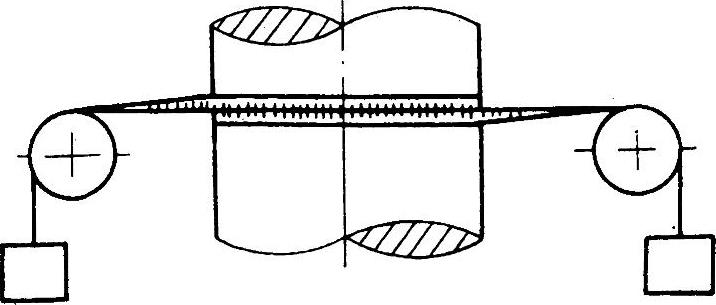
图2.5-61 绕测法测量轴大直径
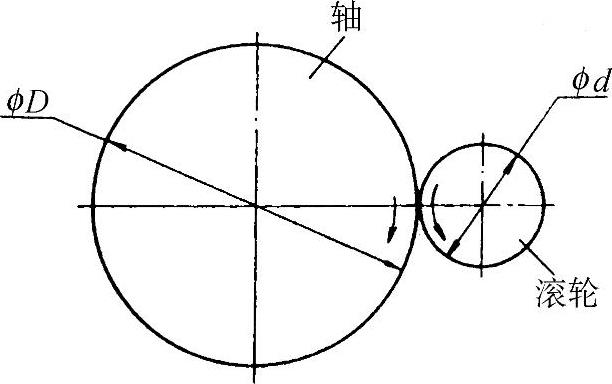
图2.5-62 滚轮法测量轴的大直径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。