



1.2.1 车刀
车刀按其用途可分为外圆车刀、端面车刀、内孔车刀(镗孔刀)、切断刀、切槽刀、螺纹车刀等。车刀的类型与用途如图2.6-1所示。车刀切削部分的组成如图2.6-2所示。车削时车刀的运动和切屑的形成如图2.6-3所示。车刀按其结构可分为整体式、焊接式、机械夹固式和可转位式,如图2.6-4所示。
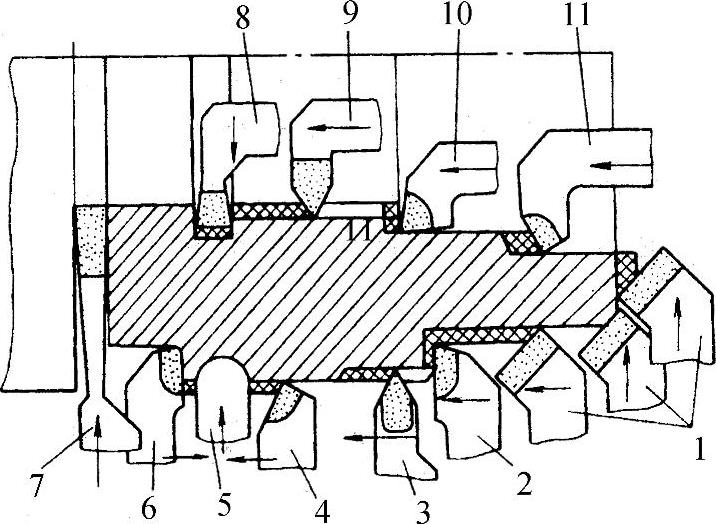
图2.6-1 车刀的类型与用途
1—45°弯头车刀 2—90°外圆车刀 3—外螺纹车刀 4—75°外圆车刀 5—成形车刀 6—90°左切外圆车刀 7—切槽刀 8—内孔切槽刀 9—内螺纹车刀 10—不通孔镗刀 11—通孔镗刀
(1)整体式车刀 整体式车刀一般用高速钢制造,硬度为63~69HRC。优点是制造简单,切削性能好,但耐热性和耐磨性不如硬质合金车刀。高性能高速钢车刀,其硬度、耐热性、耐磨性较通用型高速钢好,适于加工奥氏体不锈钢、高温合金、钛合金、超高强度钢等难加工材料。
(2)硬质合金焊接式车刀 硬质合金焊接式车刀是将硬质合金刀片焊接在钢制的刀片槽上。焊接式车刀质量的高低与刀片材料、刀具几何参数、刀槽形状、焊接工艺及刃磨质量有关。硬质合金是由高硬度、难熔的金属碳化物(WC、TiC、TaC、NbC等)加上金属粘结剂(如钴、镍等),经粉末冶金方法烧结而成,其硬度为72~82HRC,比高速钢的硬度大得多,在800~1000℃时硬质合金刀具仍具有很好的切削性能,其耐热性、耐磨性比高速钢刀具提高几倍至几十倍,但其韧性、抗弯强度及加工工艺性比高速钢差得多,故硬质合金刀具不宜在冲击条件下使用。硬质合金在有色冶金行业标准YS/T 400—1994中分为:①钨钴类(WC-Co),代号YG,用于加工铸铁、有色金属和非金属材料;②钨钛钴类(WC-TiC-Co)代号YT,用于加工钢材;③钨钛钽(铌)钴类(WC-TiC-TaC-Co)代号YW,既可加工铸铁、有色金属,也可加工钢材。
(3)机械夹固式硬质合金车刀 机械夹固式硬质合金车刀由预制可更换的硬质合金刀片夹紧于刀杆上,刀片可重磨或更换,不需焊接,提高了刀片及刀杆的使用寿命,重磨或更换刀片时能调整切削刃的位置。
(4)硬质合金可转位车刀 硬质合金可转位车刀是将预先研磨好的可转位多边形刀片用夹紧件夹紧在刀杆上,当切削刃磨钝后,将刀片转位,即可用新的切削刃切削,当刀片上的全部切削刃磨钝后,更换新的刀片即可使用。
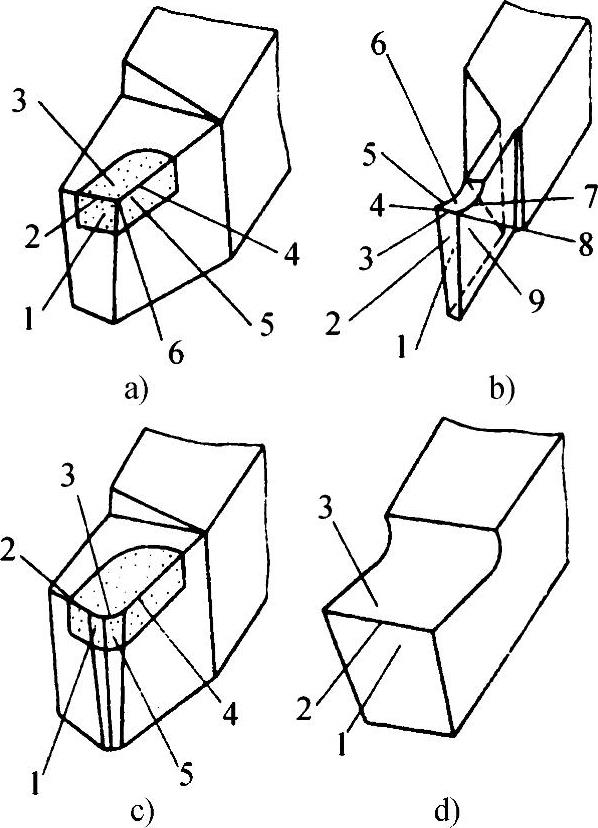
图2.6-2 车刀切削部分的组成
a)外圆车刀 1—副后刀面 2—副切削刃 3—前刀面 4—主切削刃 5—后刀面 6—刀尖 b)切断刀 1—右副后刀面 2—后刀面 3—主切削刃 4—右刀尖 5—右副切削刃 6—前刀面 7—左副切削刃 8—左刀尖 9—左副后刀面 c)大进给强力车刀 1—修光后刀面 2—修光刃 3—过渡切削刃 4—主切削刃 5—过渡后刀面 d)宽刃刀 1—后刀面 2—主切削刃 3—前刀面
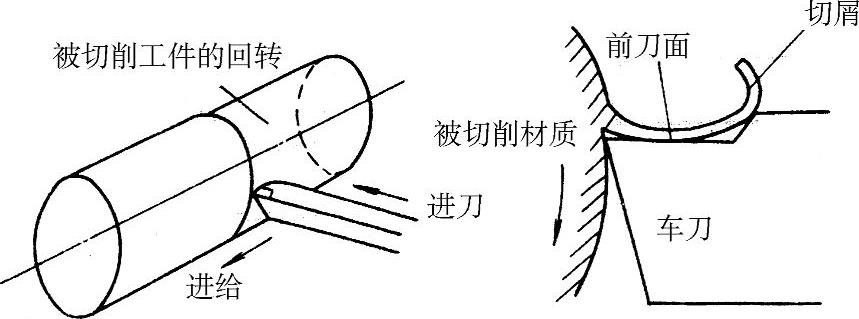
图2.6-3 车削时车刀的运动及切屑的形成
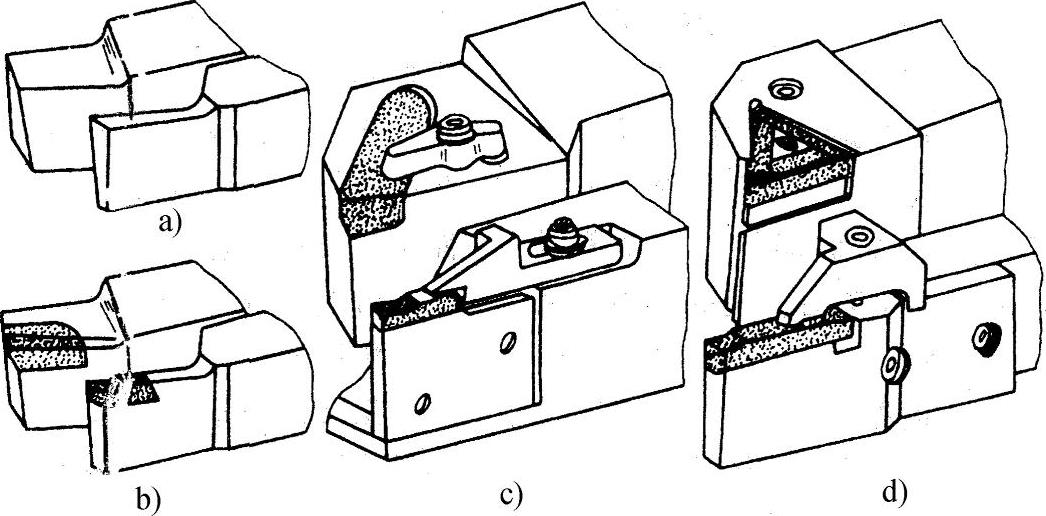
图2.6-4 车刀的结构(https://www.xing528.com)
a)整体式 b)焊接式 c)机夹式 d)可转位车刀
根据车削的功能(外圆、内孔、切断等),刀杆的形式及截面尺寸不同,一般有正方形、矩形和圆形三种。硬质合金刀片(焊接、机夹、可转位)有各自的形状和尺寸系列。刀片与刀杆一起组成不同的标准化系列车刀。
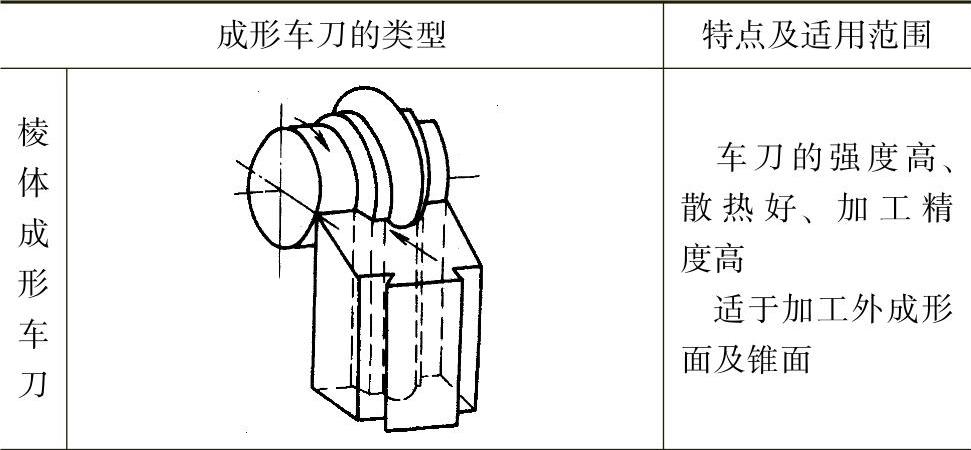
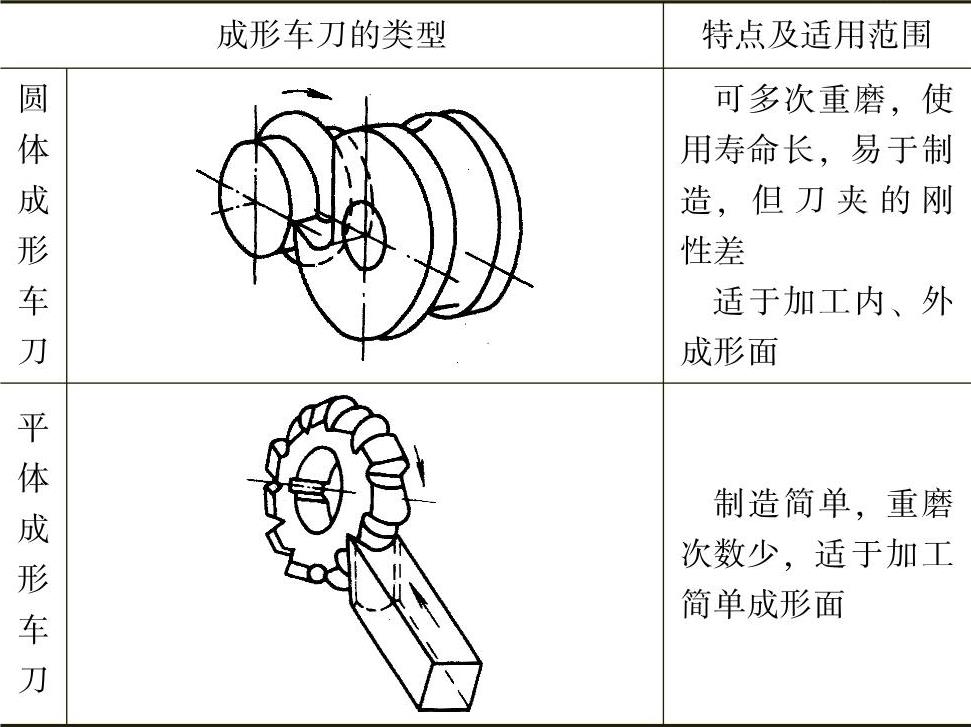
(5)成形车刀 成形车刀是加工回转体工件的内、外成形表面的专用刀具,主要用于成批或大量生产。成形车刀的类型及特点见表2.6-2。
表2.6-2 成形车刀的类型及特点
(续)
1.2.2 刨刀及插刀
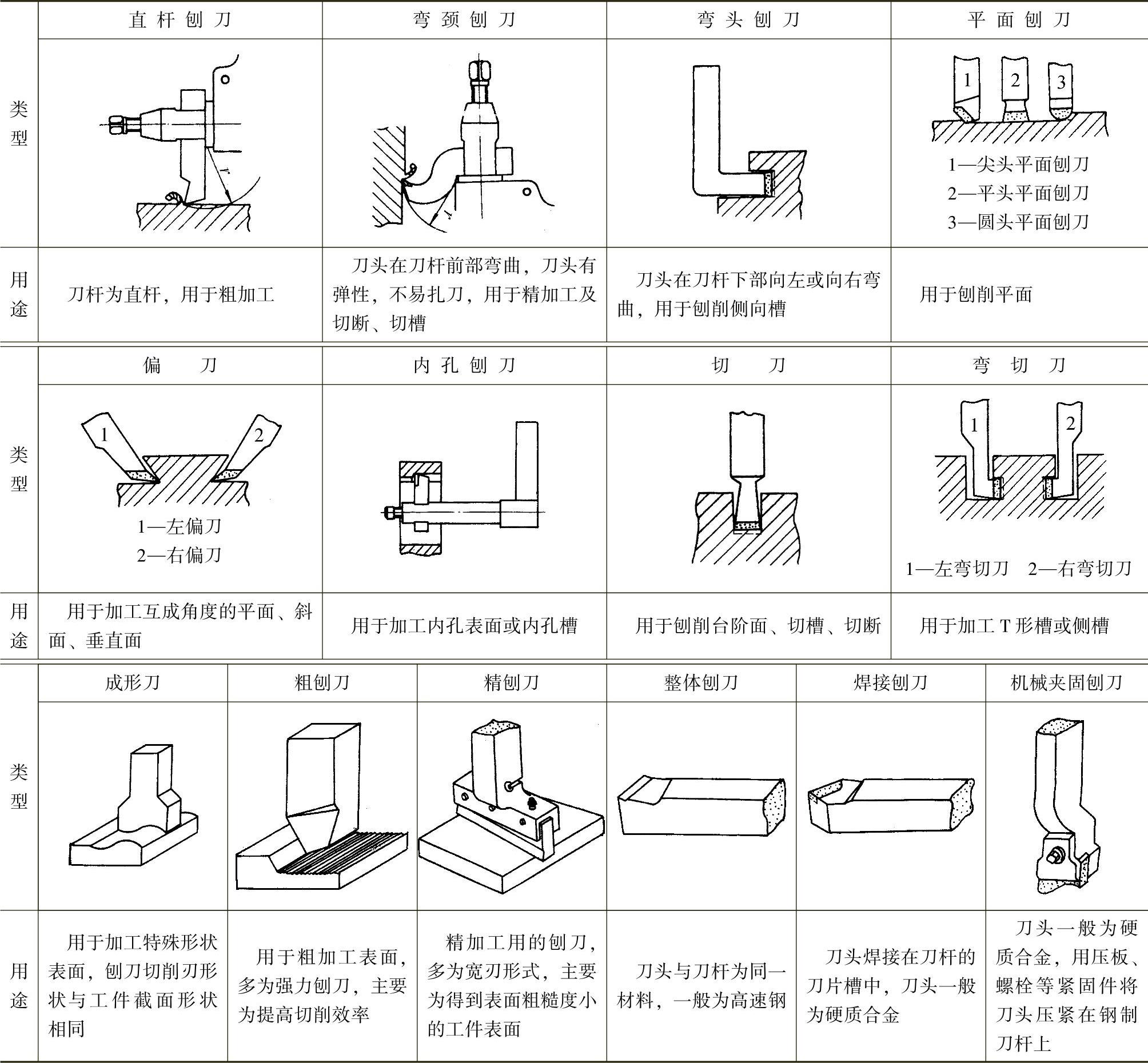
(1)刨刀的类型及用途 刨刀的类型及用途见表2.6-3。
表2.6-3 刨刀的类型及用途
(2)插刀的类型及用途 插刀有整体式和组合式两种。整体式插刀刚性较好,适用于小孔、不通孔、槽等加工空间小的加工表面,组合式插刀由刀头与刀杆两部分组成,刀头可更换。插刀按用途可分为尖刀、切刀、成形刀等。插刀的类型及用途见表2.6-4。
表2.6-4 插刀的类型及用途

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。