



(GB/T 324—2008、GB/T 12212—1990、GB/T 5185—2005、GB/T 965.1—2008、GB/T 965.2—2008)
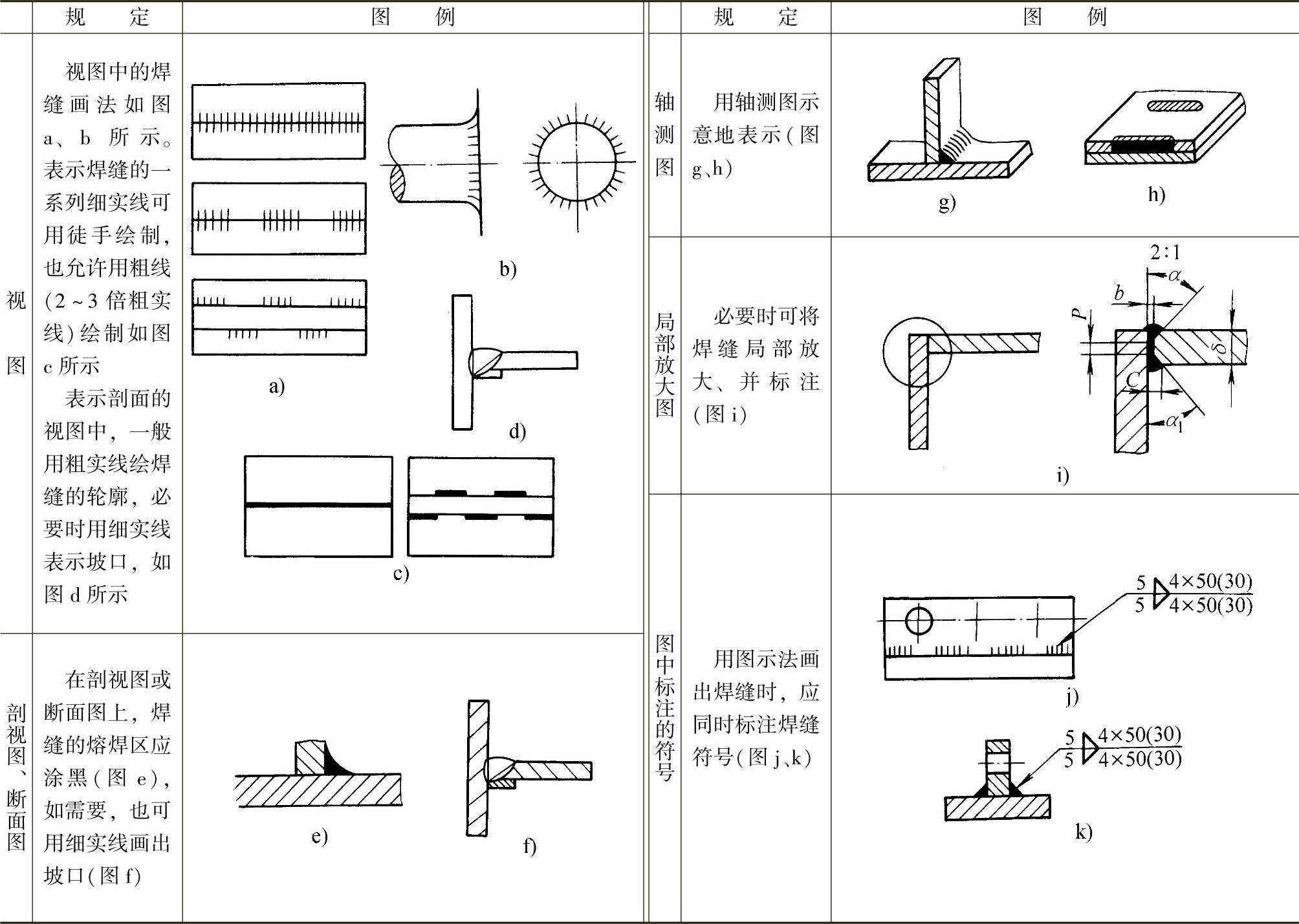
2.8.1 焊缝的图示法
焊缝在视图、剖视图、断面图中的图示方法见表2.9-53。
表2.9-53 焊缝在图样中的表示方法
2.8.2 焊缝符号表示法
在任一图样中,焊缝图形符号的线宽、焊缝符号中的字形、字高和字体笔画宽度应与图样中其他符号的线宽、尺寸字体的字形、字高和笔画宽度相同。
焊缝符号表示法一般由基准线(两条平行的细实线和虚线、箭头线(细实线)和基本符号组成,必要时还可以加上补充符号和焊缝尺寸符号,如图2.9-35所示。
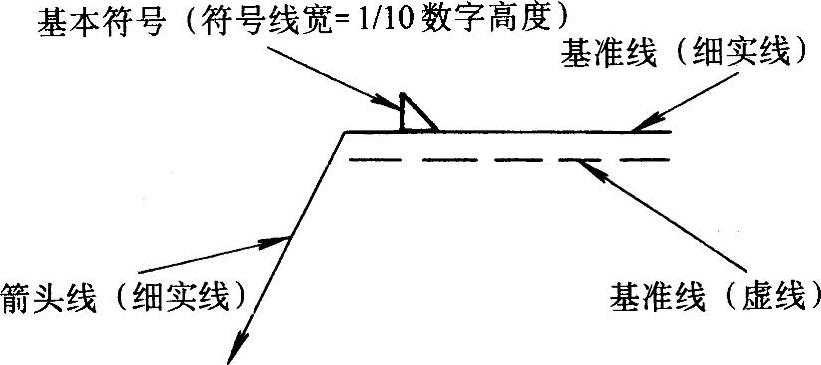
图2.9-35 焊缝符号组成示例
焊缝的基本符号表示焊缝横断面的基本形式或特征,见表2.9-54。在标注双面焊缝或接头时,基本符号可以组合使用,见表2.9-55。
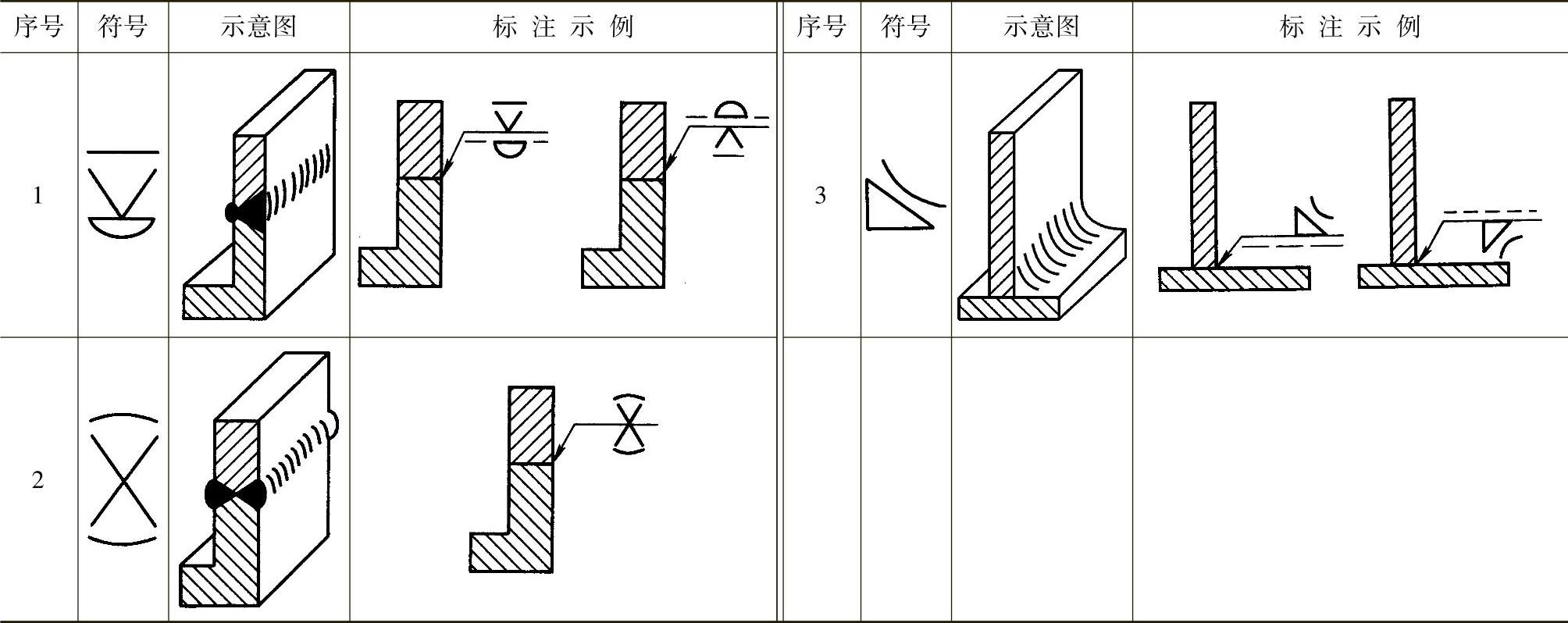
焊缝的补充符号用来补充说明有关焊缝或接头的某些特征(如表面形状、衬垫、焊缝分布、施焊地点等),见表2.8-56。
基本符号、补充符号的应用示例及标注示例见表2.9-57~表2.9-59。
表2.9-54 焊缝的基本符号
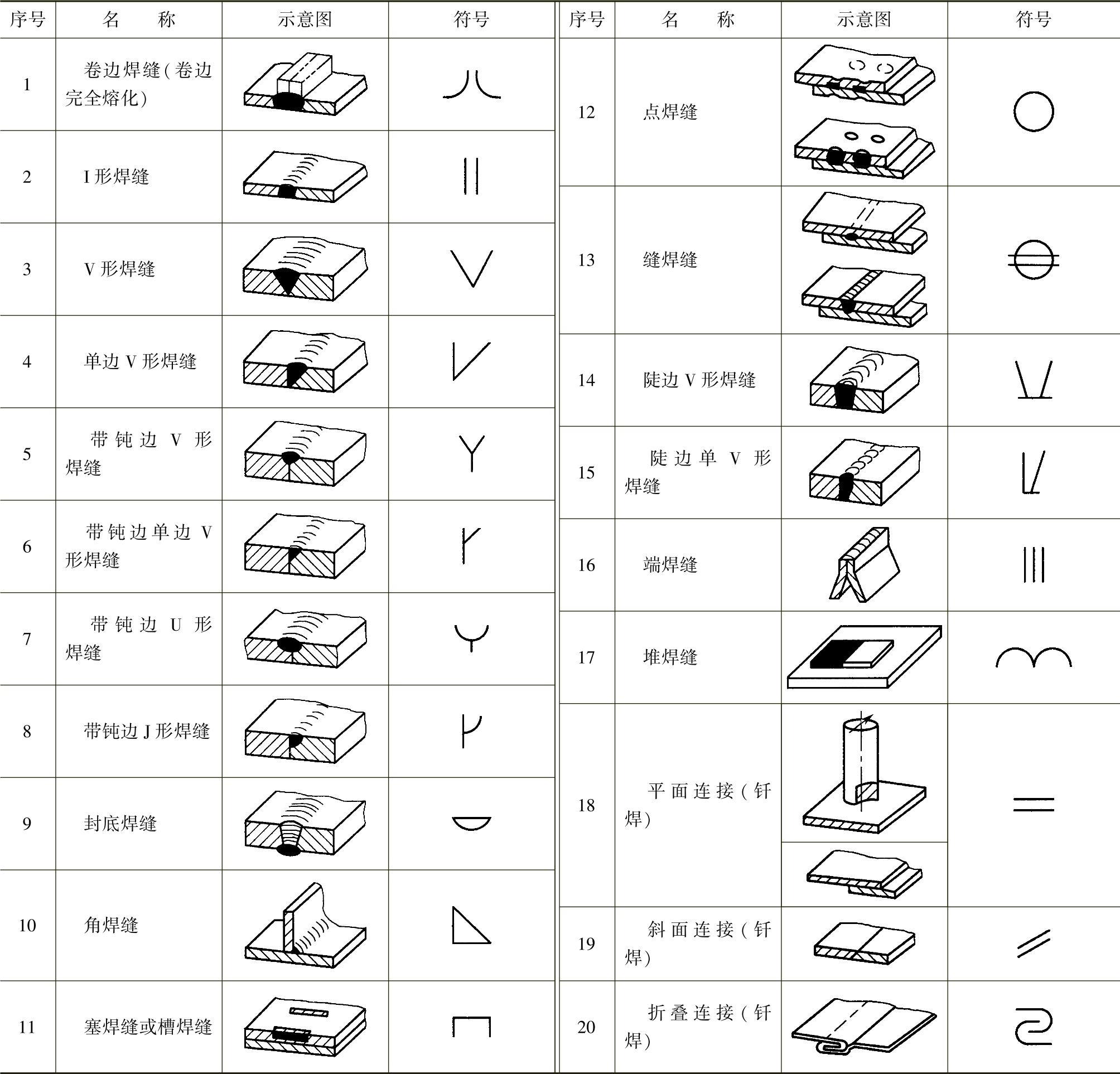
表2.9-55 基本符合的组合
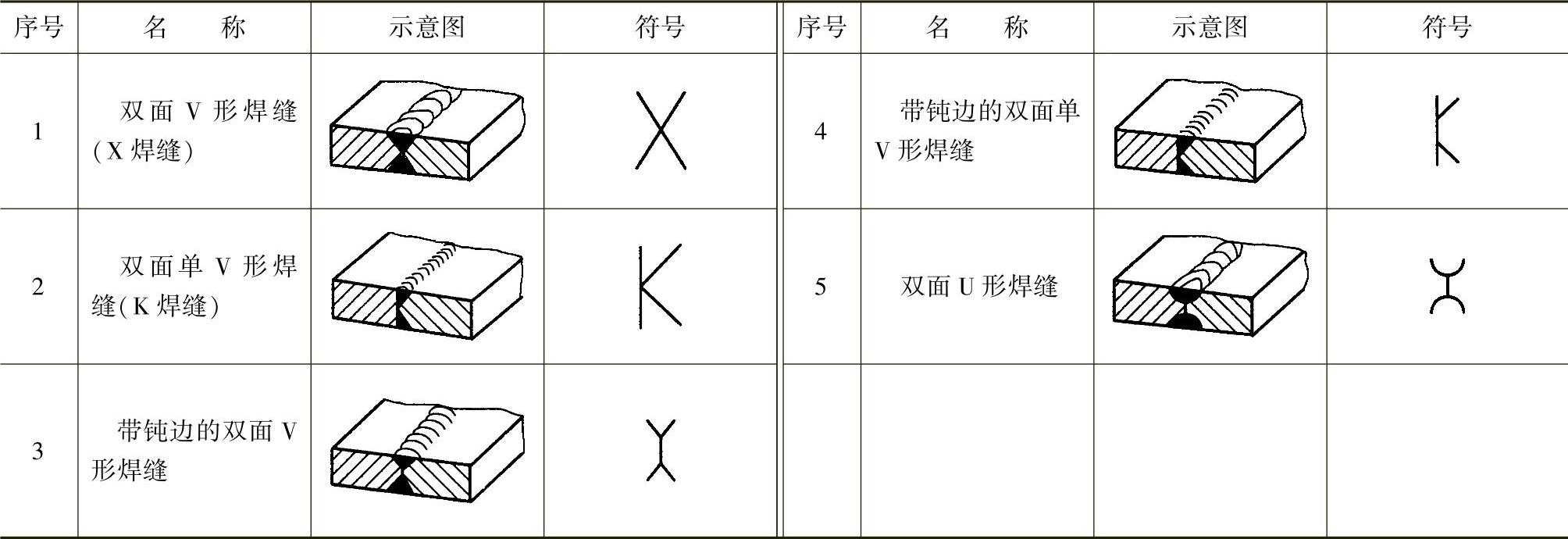
表2.9-56 焊缝补充符号
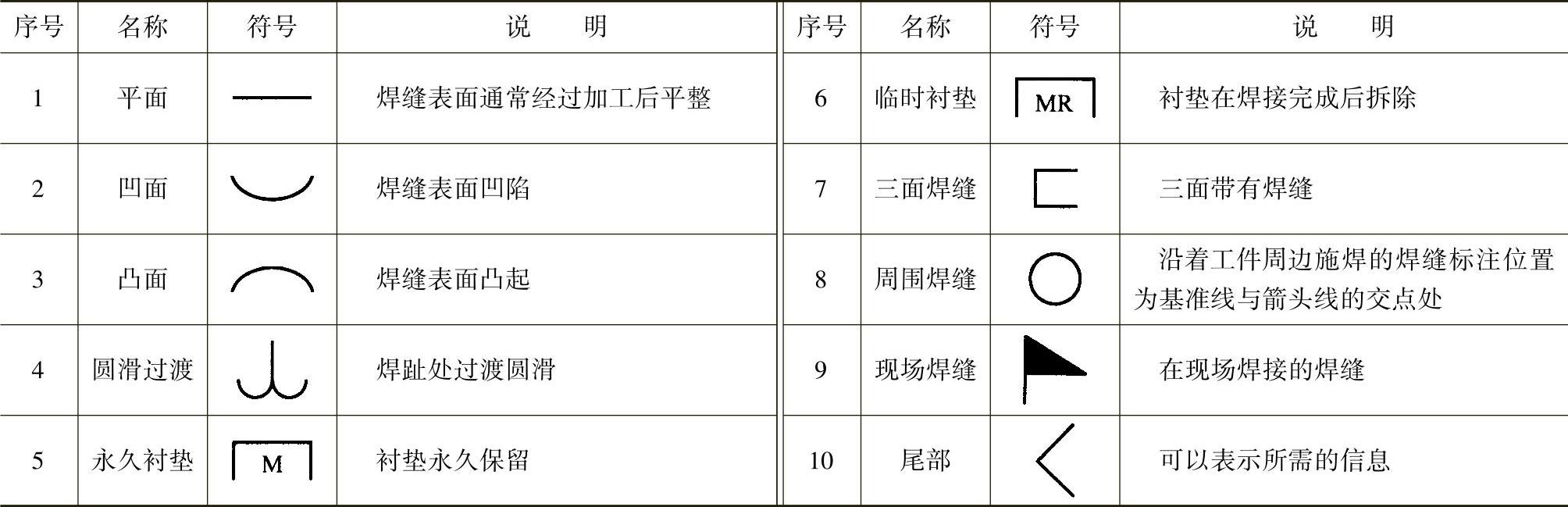
表2.9-57 基本符号应用示例
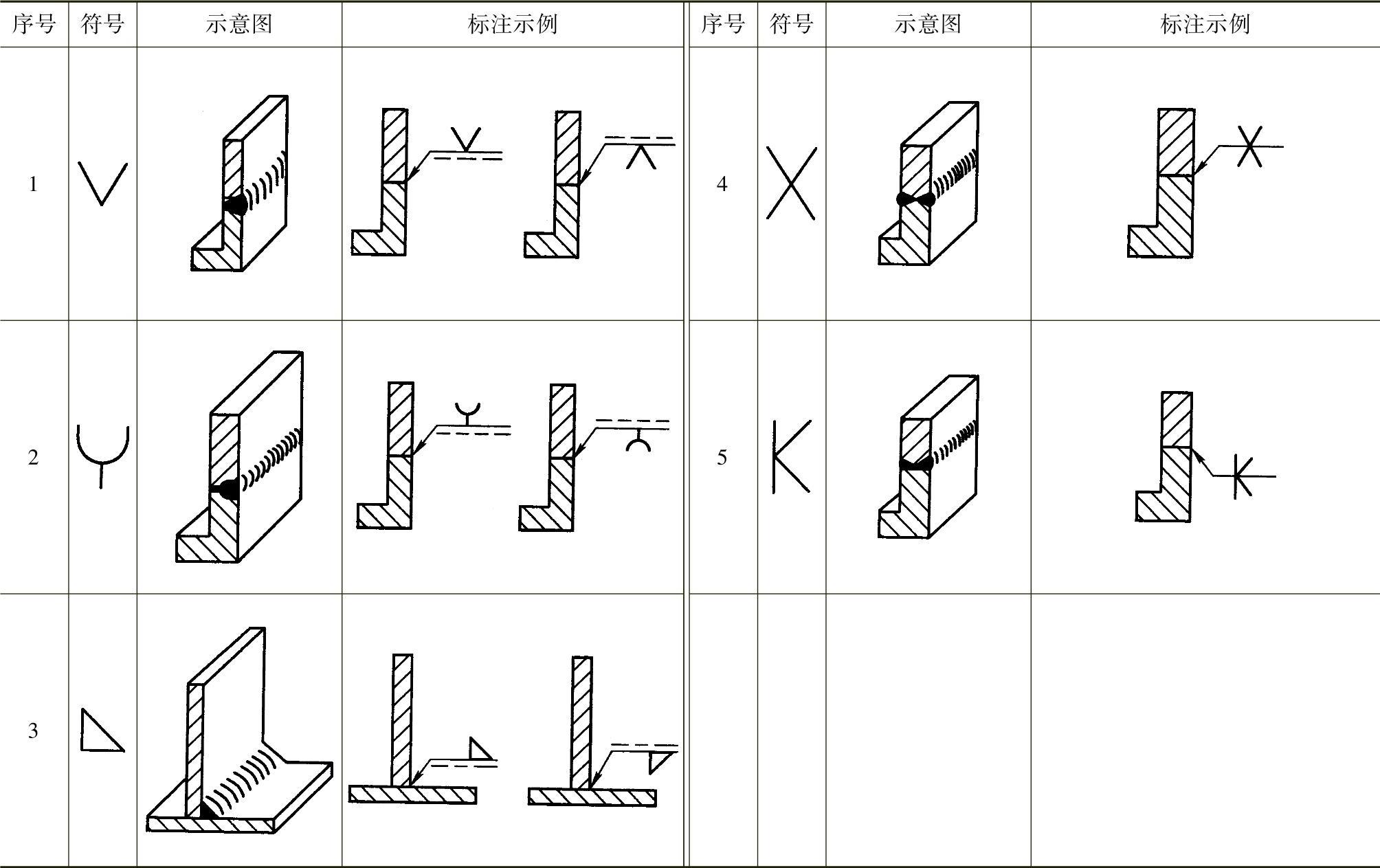
表2.9-58 补充符号应用示例
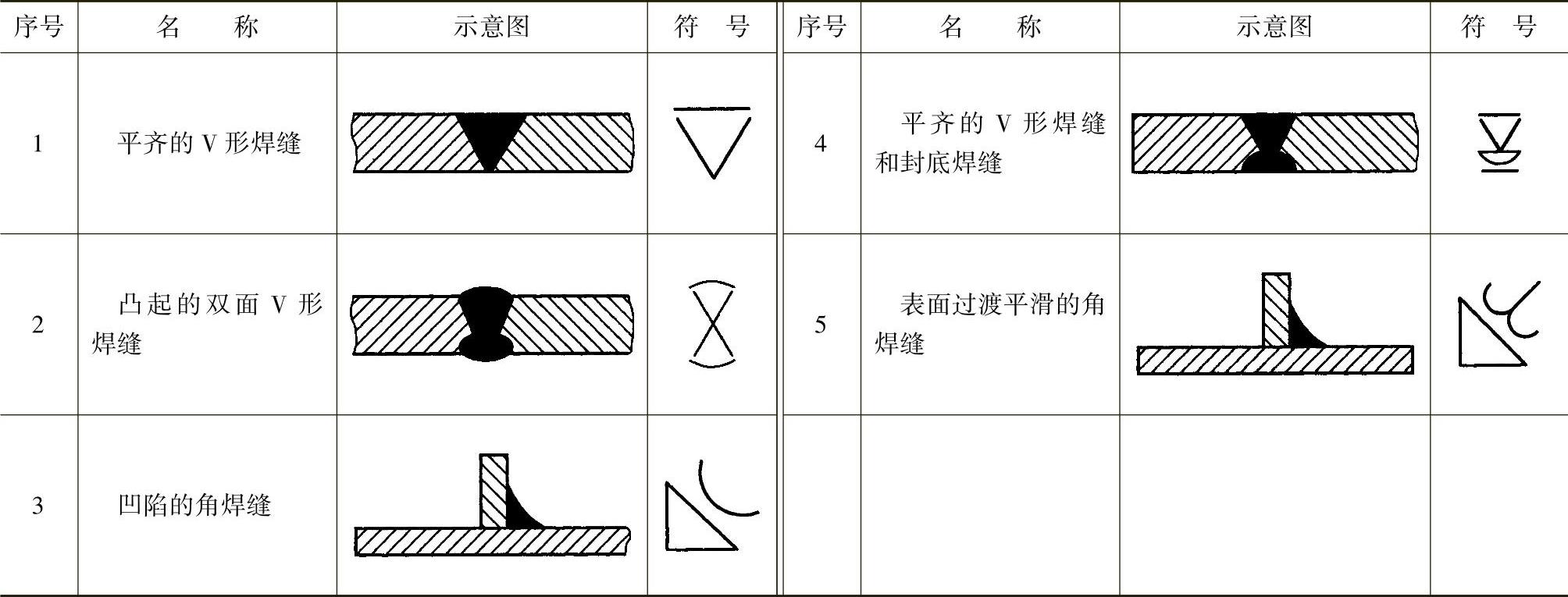
表2.9-59 补充符号的标注示例
2.8.3 焊缝的尺寸符号及尺寸标注
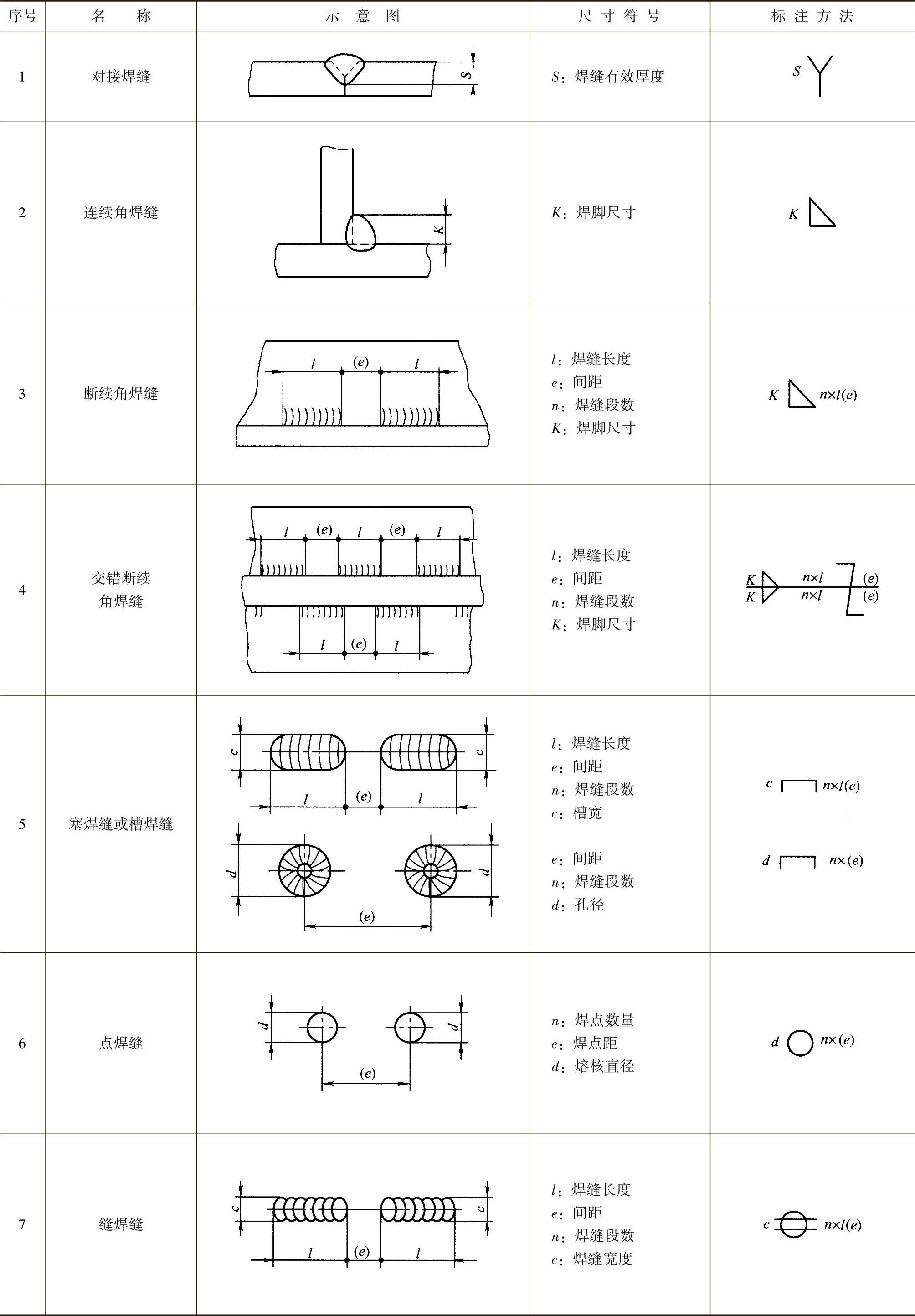
1)焊缝的基本符号必要时可附带尺寸符号及数据,见表2.9-60。
2)焊缝尺寸符号的标注方法如图2.9-36所示,尺寸的标注示例见表2.9-61。
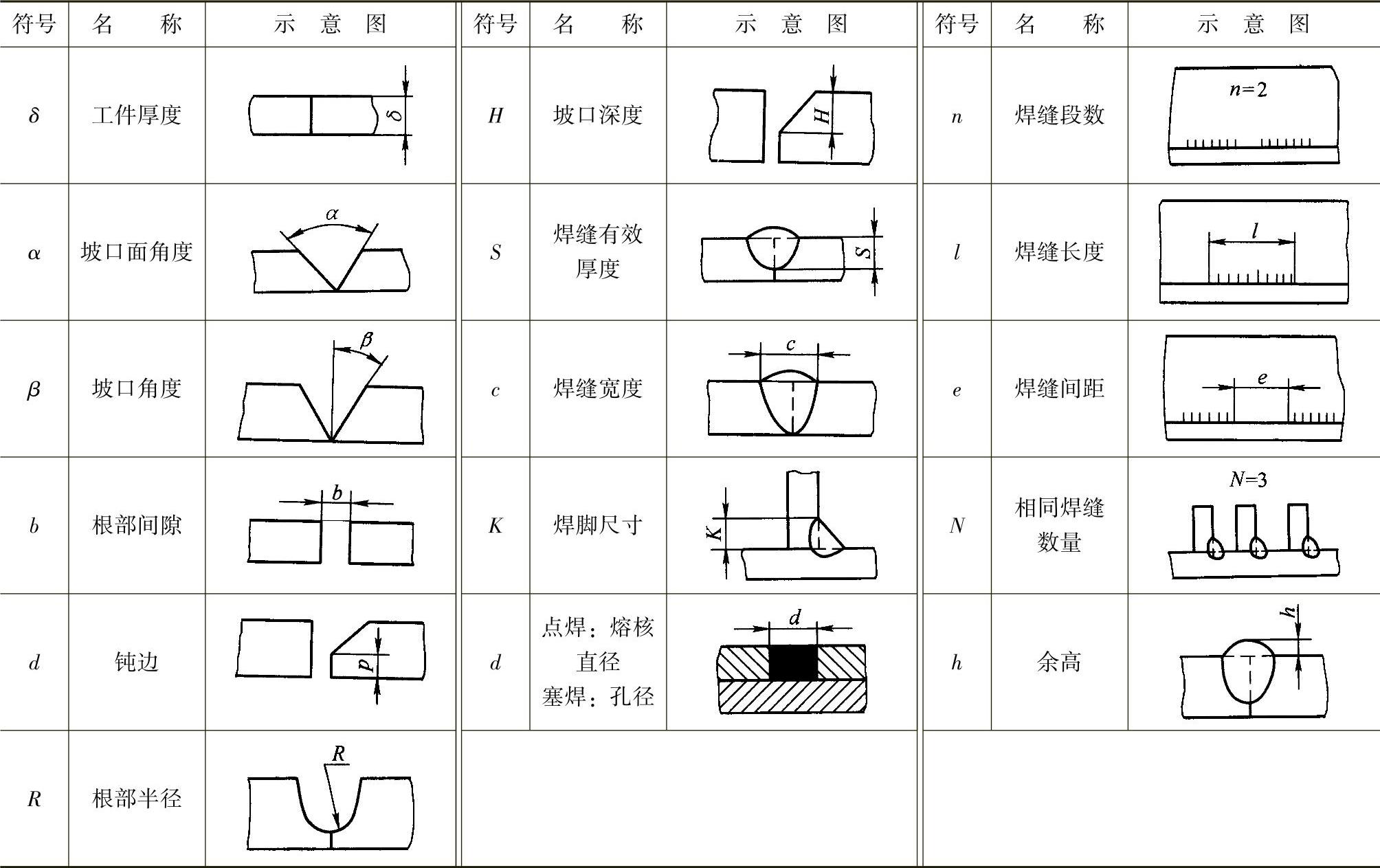
表2.9-60 焊缝尺寸符号
注:如焊缝位置的尺寸不在焊缝符号中标注,应将其标注在图样上。在基本符号的右侧无任何尺寸标注又无其他说明时,则表示焊缝在工作的整个长度方向上是连续的。同样在基本符号左侧无任何尺寸标注和其他说明时,表示对接焊缝应完全焊透。
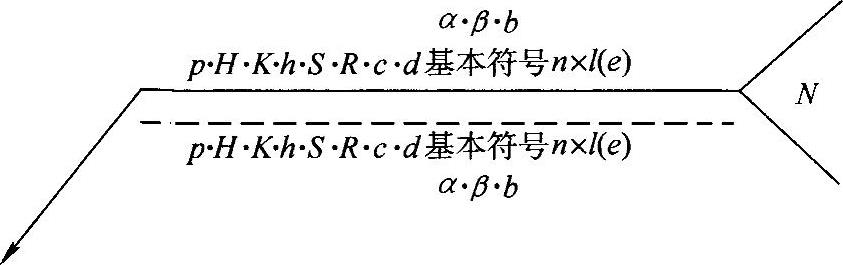
图2.9-36 尺寸标注方法
表2.9-61 焊缝尺寸标注示例(https://www.xing528.com)
2.8.4 坡口的基本形式与尺寸
下列各表为国标推荐的气焊、焊条电弧焊、气体保护焊和高能束焊的坡口形式、符号和尺寸。
国家标准推荐的埋弧焊坡口形式及尺寸、铝及铝合金气体保护焊的形式及尺寸、复合钢的坡口形式及尺寸,本手册未编入,需要者可自行查阅国家相关标准。
对于气焊、焊条电弧焊、气体保护焊和高能束焊,下列各表的规定,按照完全熔透的原则,示出对接接头的坡口形式和尺寸。对于不完全熔透的对接接头,允许采用其他形式的焊接坡口。表中还规定了各类坡口适用于相应的焊接方法。必要时,也可采用两种以上适用方法组合焊接。
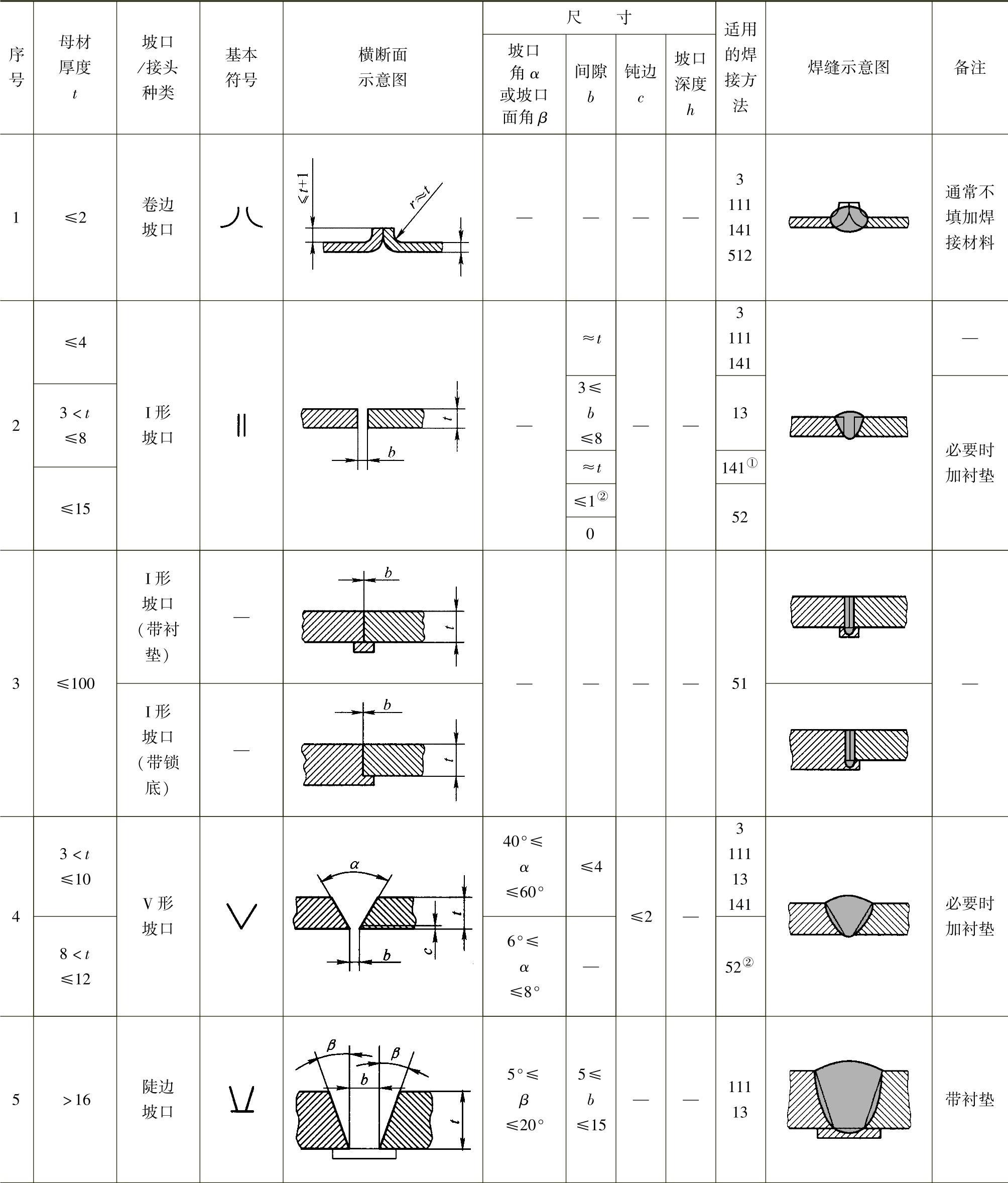
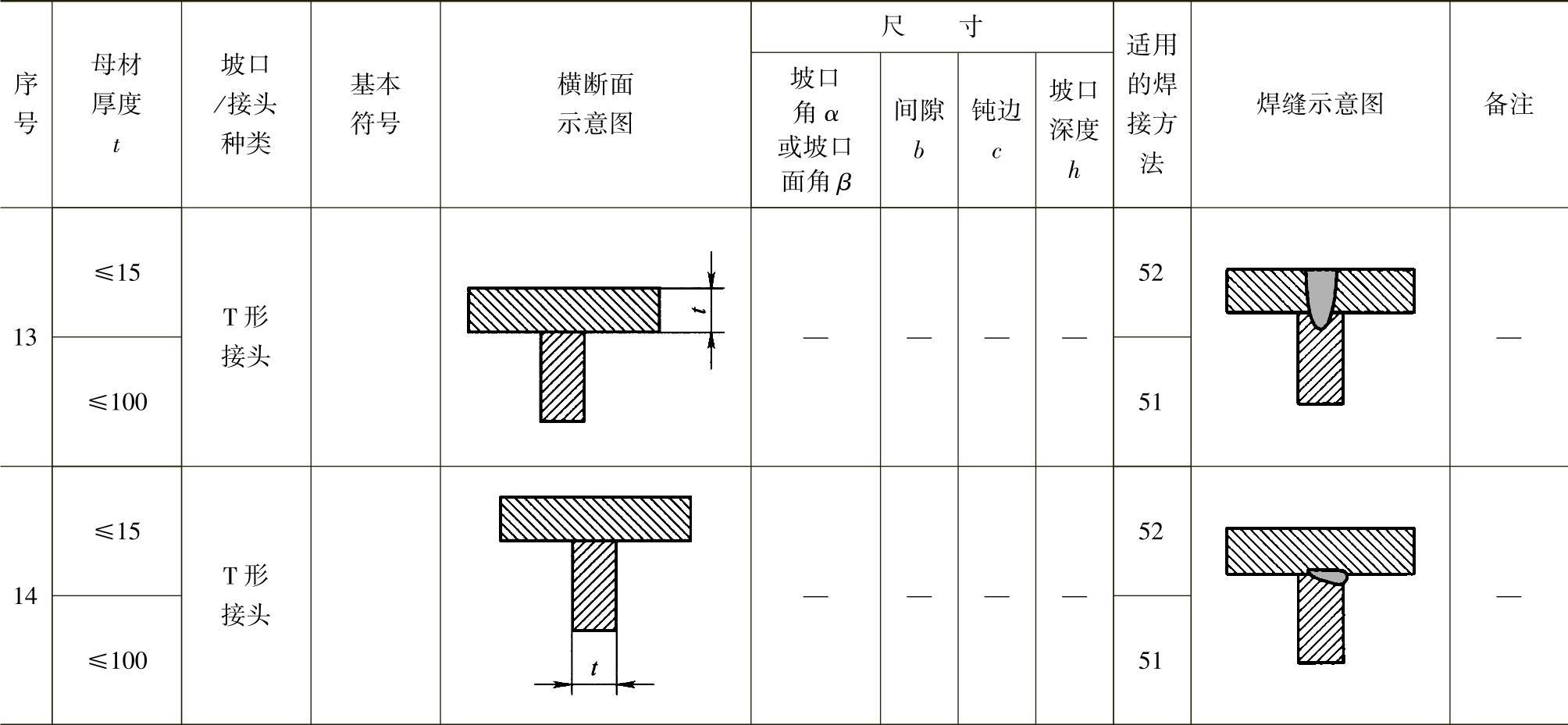
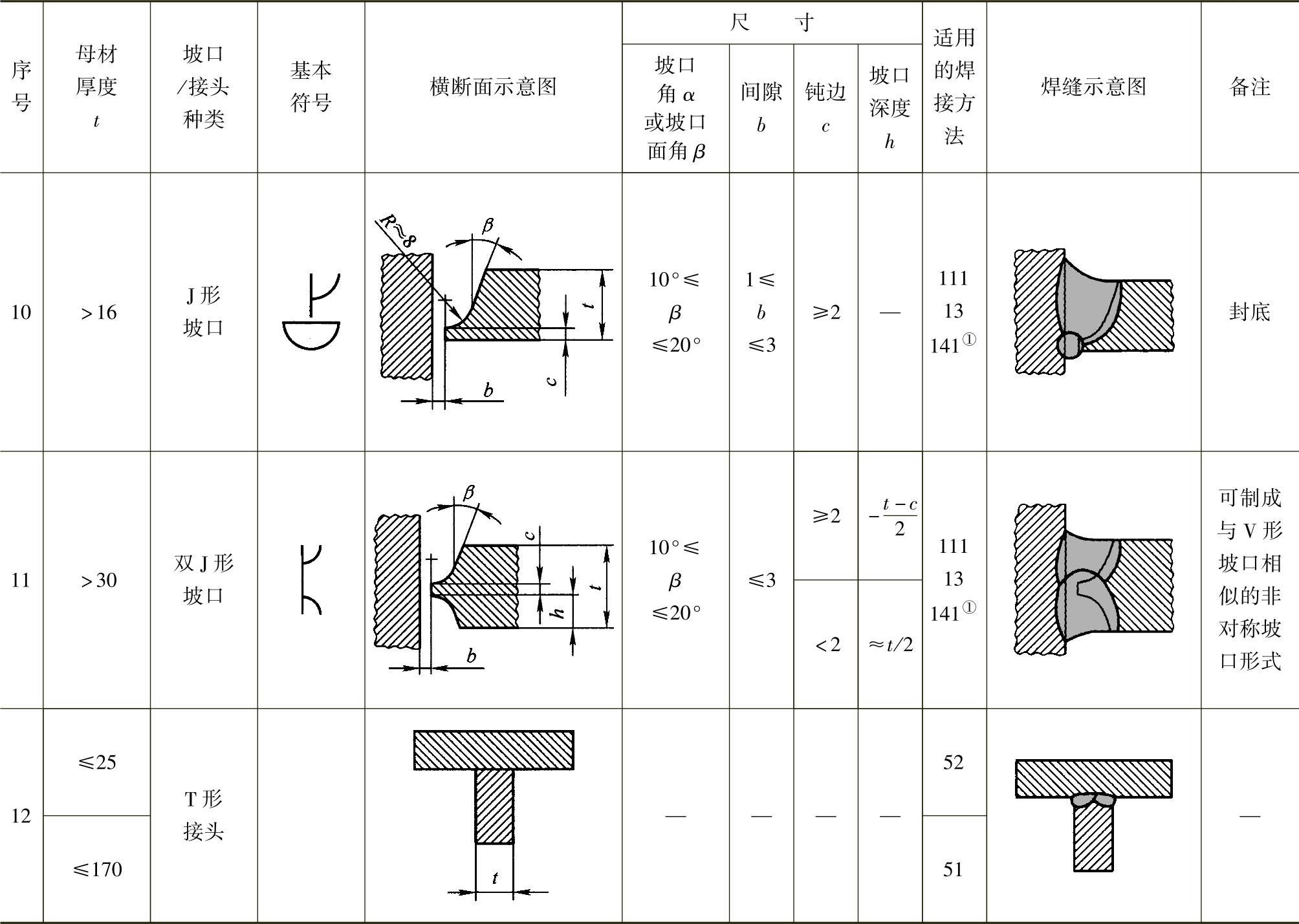
1)单面对接焊的坡口形式、符号和尺寸见表2.9-62。在横焊位置焊接时,坡口角(或坡口面角)可适当加大,而且允许是非对称的。给定的间隙也适用于定位焊条件。
2)双面对接焊的坡口形式、符号和尺寸见表2.9-63。对坡口角和给定间隙的规定同单面对接焊坡口。
3)单面角焊缝的接头形式、符号和尺寸见表2.9-64。
4)双面角焊缝的接头形式、符号和尺寸见表2.9-65。
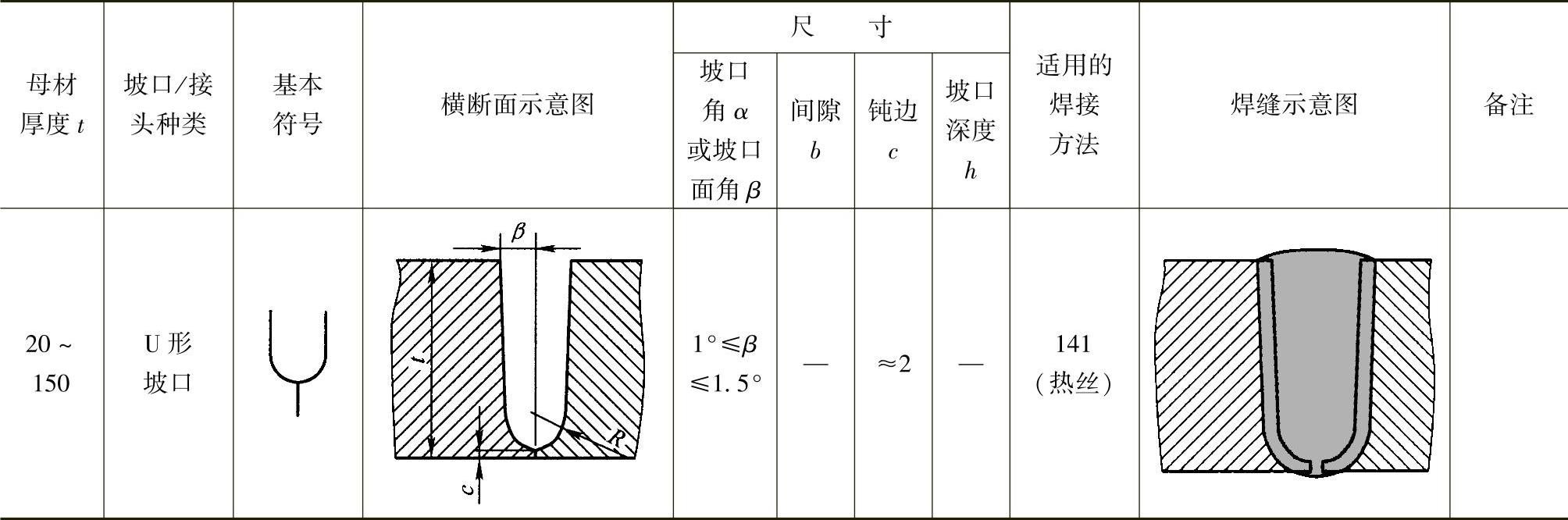
5)窄间隙热丝焊坡口的形式、符号和尺寸,见表2.9-66。
表2.9-62 单面对接焊坡口 (单位:mm)
(续)
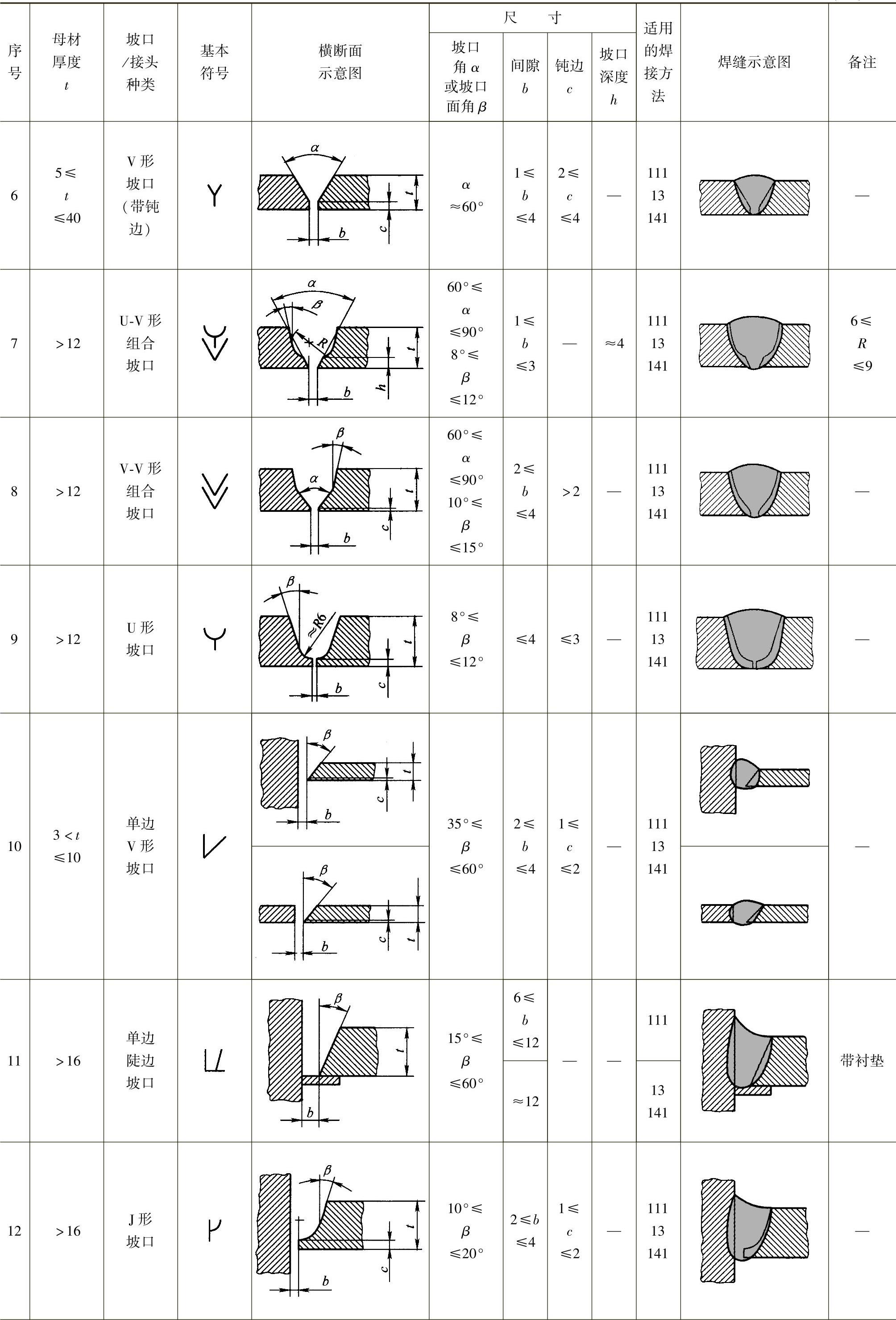
(续)
①该种焊接方法不一定适用于整个工件厚度范围的焊接。
②需要添加焊接材料。
表2.9-63 双面对接焊坡口 (单位:mm)
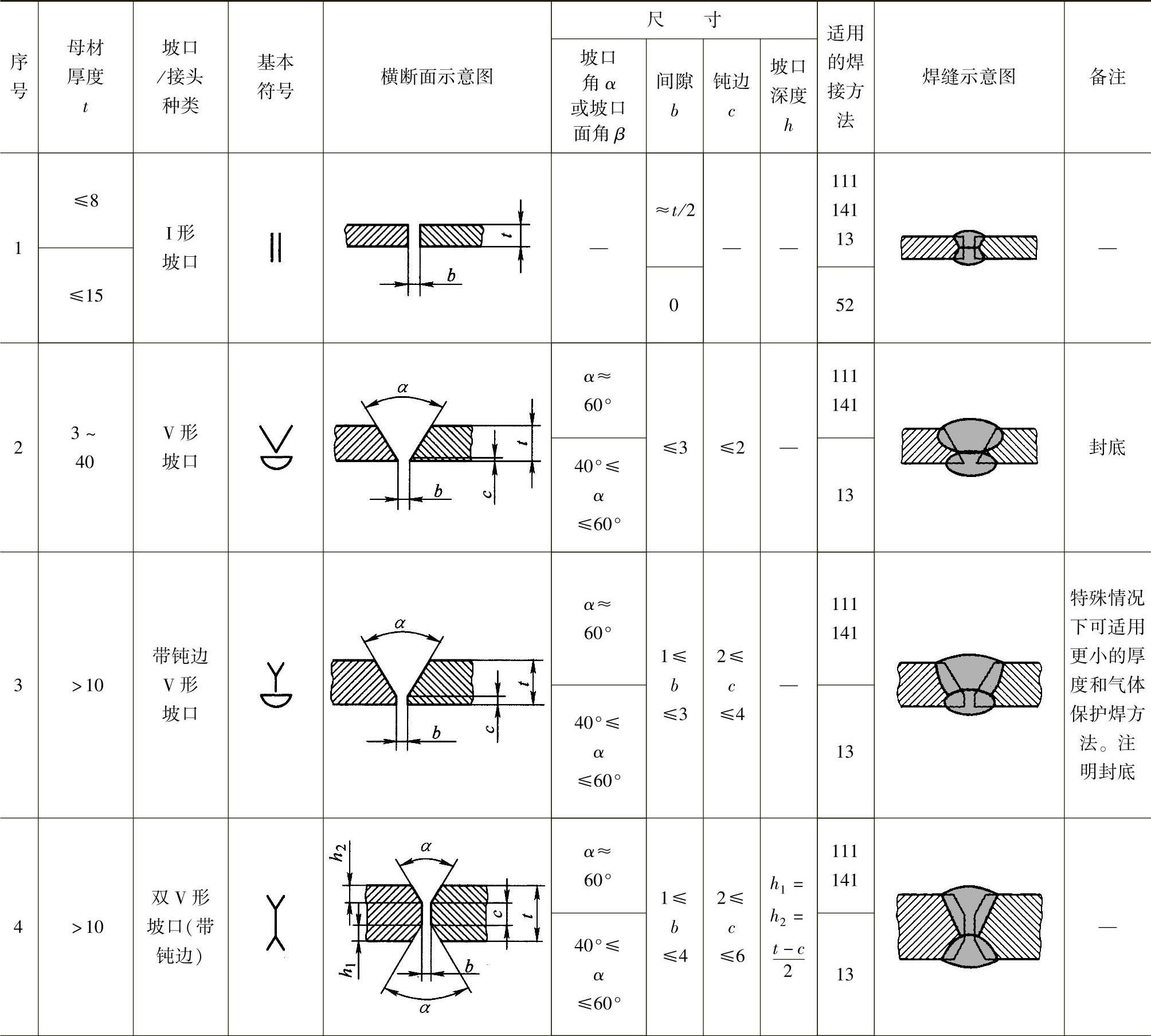
(续)
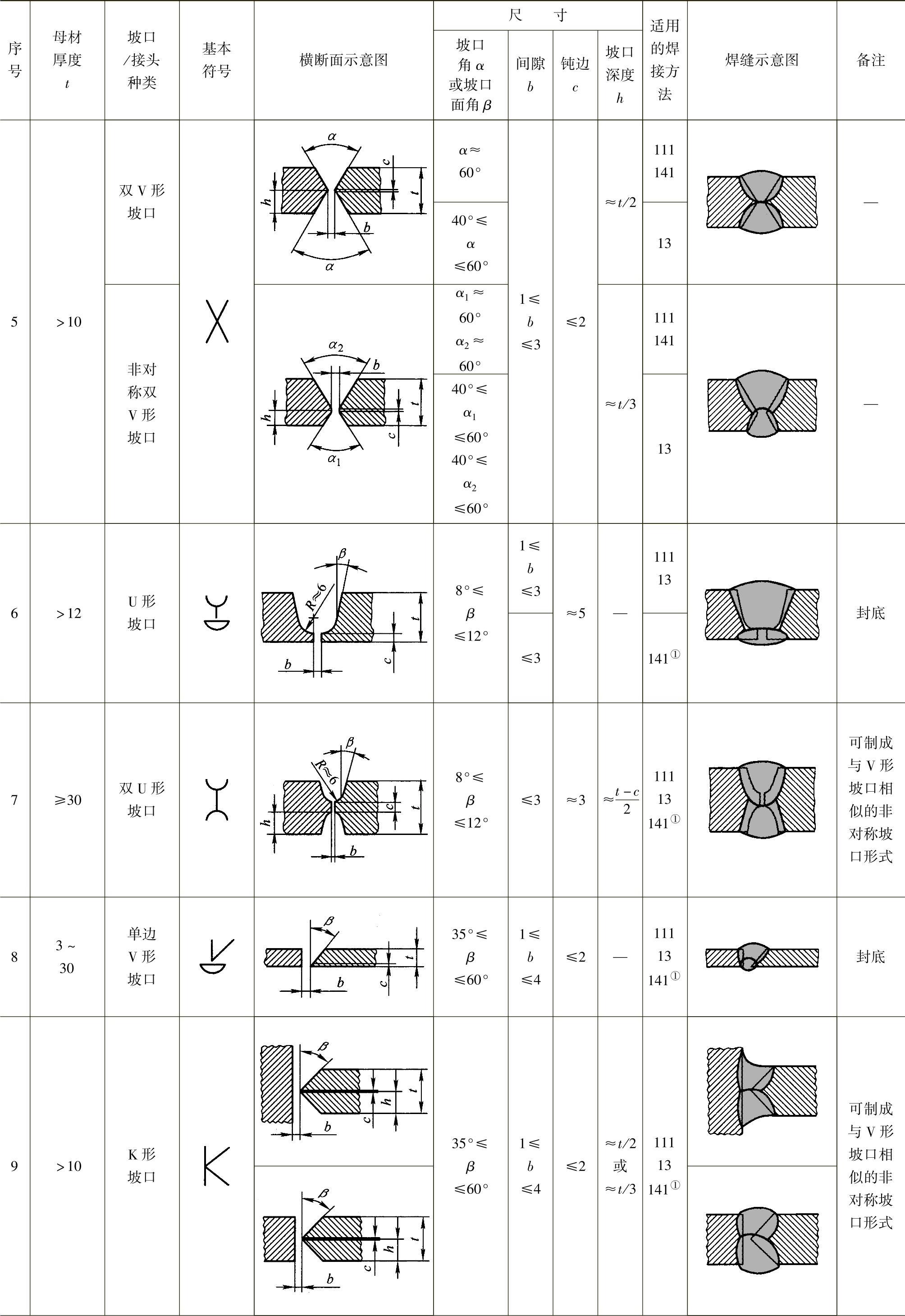
(续)
①该种焊接方法不一定适用于整个工件厚度范围的焊接。
表2.9-64 单面角焊缝的接头形式、符号和尺寸 (单位:mm)
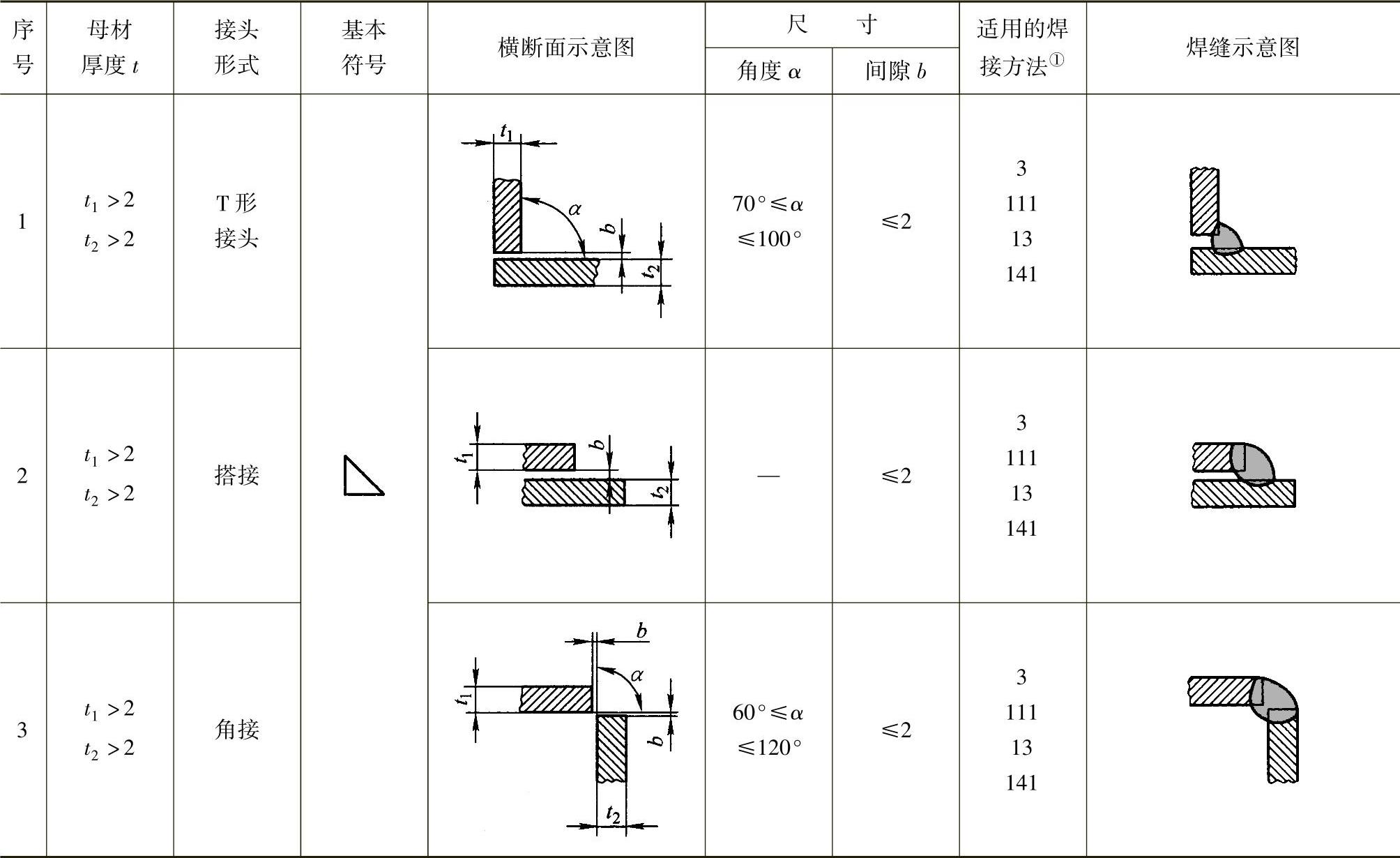
①这些焊接方法不一定适用于整个工件厚度范围的焊接。
表2.9-65 双面角焊缝的接头形式、符号和尺寸 (单位:mm)
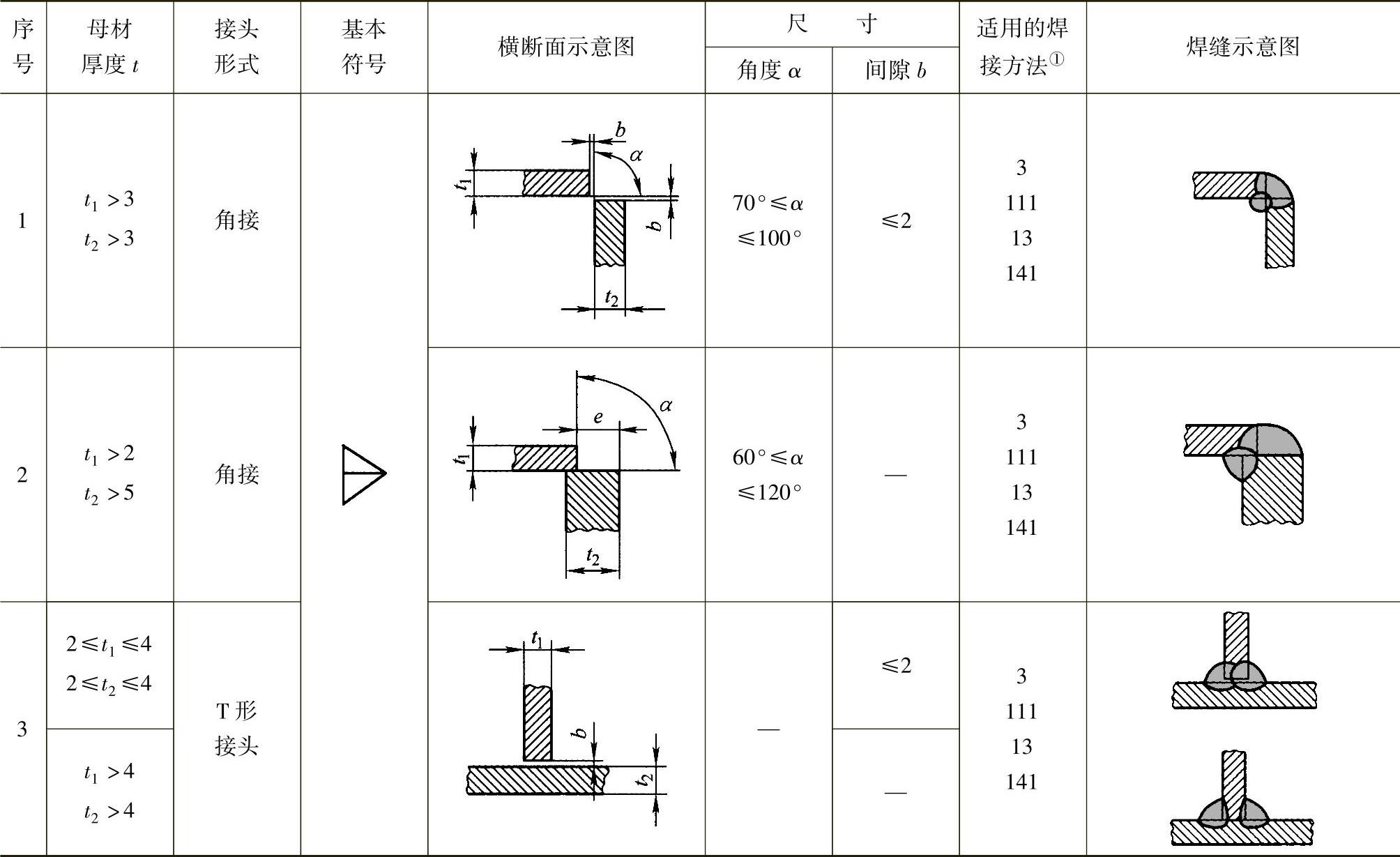
①这些焊接方法不一定适用于整个工件厚度范围的焊接。
表2.9-66 窄间隙热丝焊坡口 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。