



【摘要】:F是使碟簧变形量f=0.75h0时的轴向压力。碟簧经强压后,自由高度应稳定在规定的偏差范围内。承受变载荷的碟簧,内截锥应进行喷丸等表面强化处理,不宜电镀。
3.7.1 材料及热处理
碟簧所用钢板、钢带或锻造坯料多用60Si2MnA或50CrVA等弹簧钢,厚度小于1.1mm的碟簧也可用高碳钢,有防锈等要求的,还可用不锈钢、铍青铜等。碟簧成形后应进行淬火、回火处理,回火后硬度为42~52HRC。热处理后的碟簧还应进行强压处理,方法是:一次压平,持续时间不少于12h,或短时压平,压平次数不少于5次,压平力不少于2F。F是使碟簧变形量f=0.75h0时的轴向压力。碟簧经强压后,自由高度应稳定在规定的偏差范围内。承受变载荷的碟簧,内截锥应进行喷丸等表面强化处理,不宜电镀。3.7.2 碟簧的尺寸偏差、表面粗糙度和载荷波动范围
碟簧的各尺寸偏差、表面粗糙度及载荷波动范围见表4.1-28及表4.1-29。
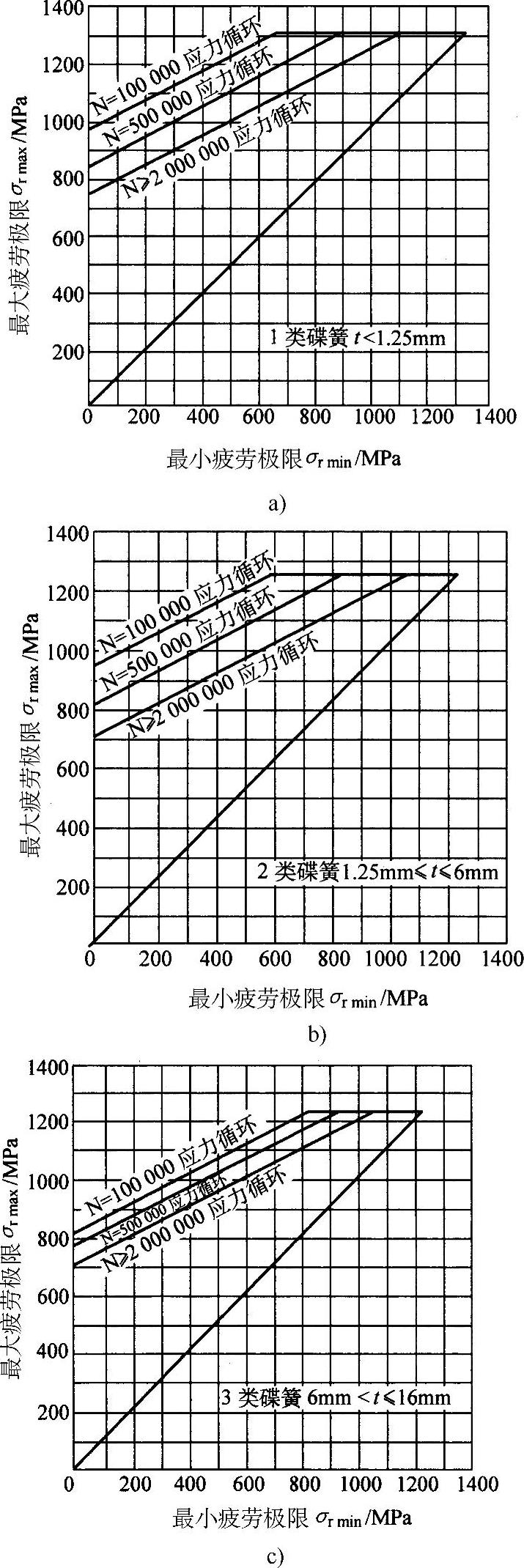
图4.1-20 材料为50CrVA的碟簧疲劳极限曲线
a)t<1.25mm碟簧的疲劳极限曲线图 b)1.25mm≤t≤6mm碟簧的疲劳极限曲线图 c)6mm<t≤16mm碟簧的疲劳极限曲线图(https://www.xing528.com)
表4.1-28 碟簧的尺寸偏差及载荷波动范围
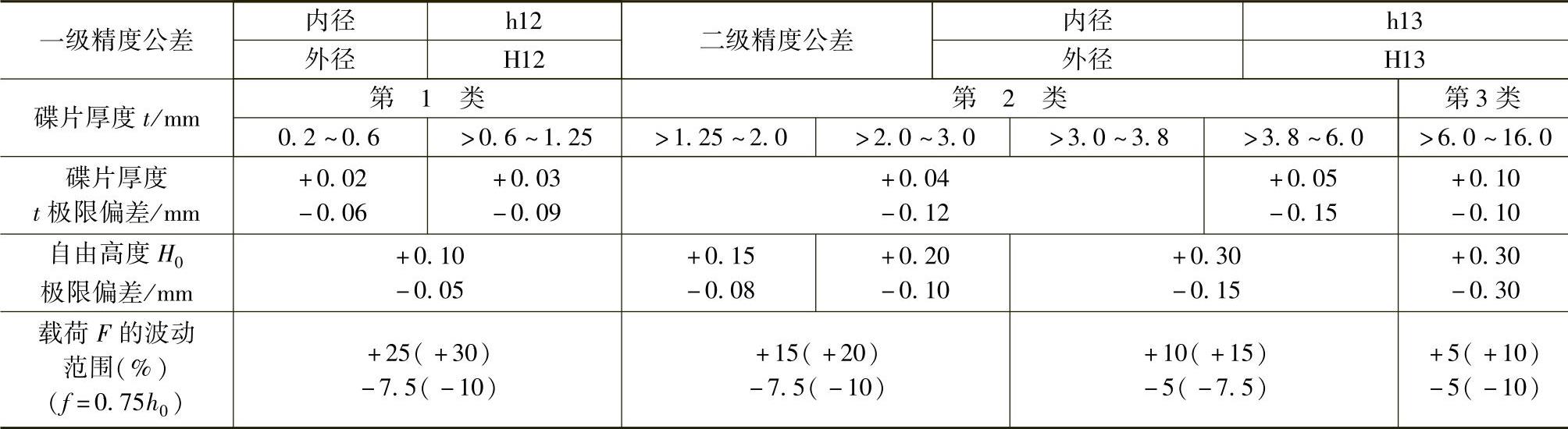
注:载荷波动范围,括号外为一级精度的偏差,括号内为二级精度偏差;厚度和自由高度偏差一、二级通用。
表4.1-29 碟片的表面粗糙度

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。