



1.电极丝材料
电极丝不同,线切割加工的速度也不同。到目前为止,比较适合作电极丝的材料主要有钼丝、钨钼合金丝、纯铜丝、黄铜丝等。为了提高切割性能,也有专用的各种电极丝,如内为黄铜丝,外镀熔点较低的锌或锌合金,允许较大的峰值电流,在火花放电时产生较大的汽化爆炸力,达到较高的切割速度。
数控高速走丝电火花线切割加工的电极丝需要反复使用,它的热物理特性对加工工艺指标有重要的影响作用。电极丝应具有良好的耐蚀性,以利于提高加工精度;应具有良好的导电性,以利于提高电路效率;应具有较高的熔点,以利于大电流加工;应具有较高的抗拉强度和良好的直线性,以利于提高使用寿命。
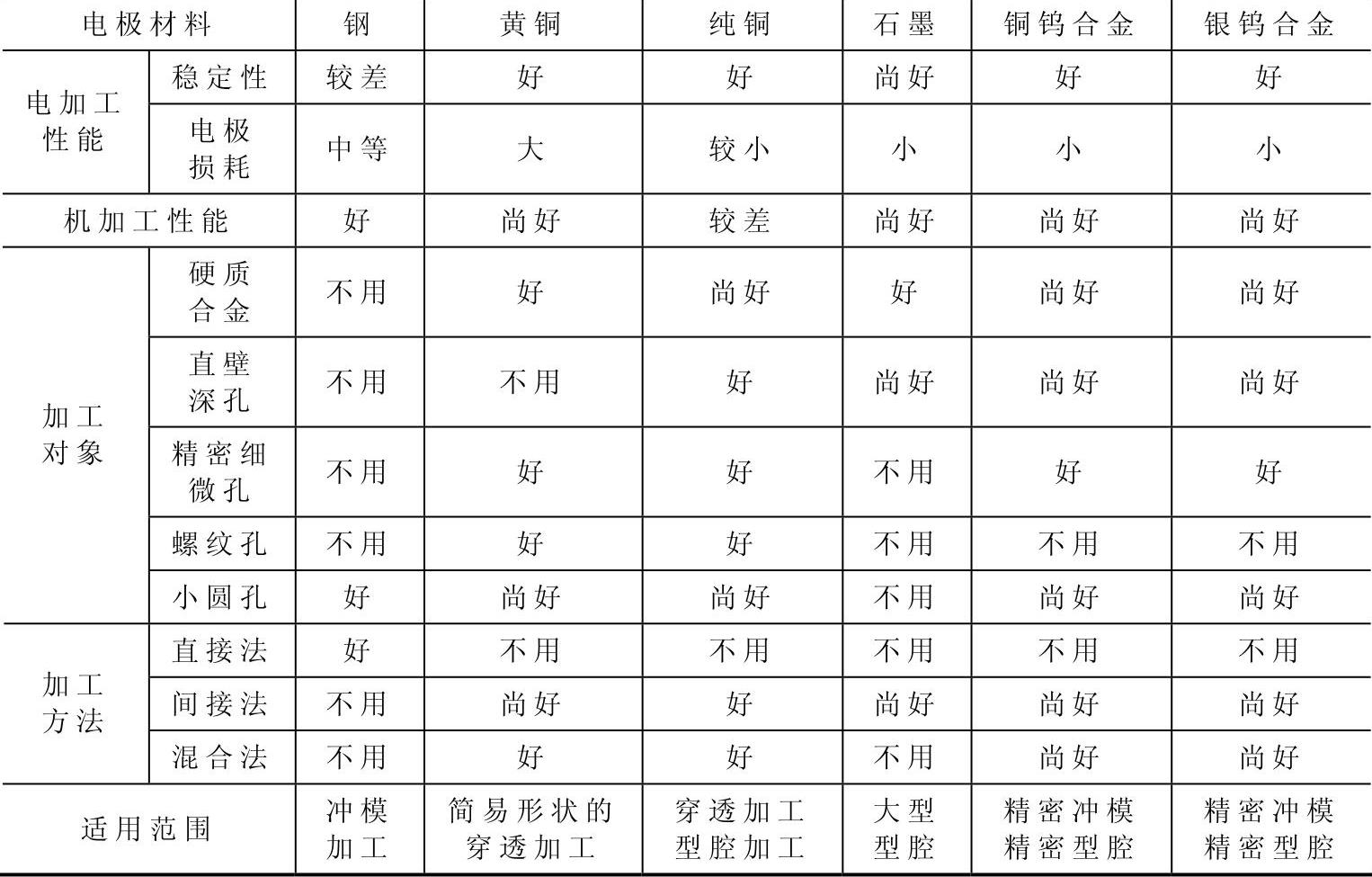
电极材料应根据材料性能、加工对象和加工方法等综合因素来考虑。常用电极材料的性能及选用见表1-11。
表1-11 常用电极材料的性能及选用
 (https://www.xing528.com)
(https://www.xing528.com)
2.电极丝直径
电极丝直径的选择应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具,宜选用较细的电极丝,可以使加工精度相应提高,缺点是在加工中容易发生断丝,不能获得理想的切割速度;若加工大厚度工件或大电流切割时应选较粗的电极丝,较粗的电极丝抗拉强度大,能承受大的电流,提高了输出的脉冲能量,较宽的切缝使放电产物更容易排出,使加工过程更稳定,提高了加工速度。常用电极丝的直径有φ0.12mm、φ0.14mm、φ0.18mm和φ0.2mm。电极丝直径与拐角极限和工件厚度的关系见表1-2。加工带尖角、窄缝的小型模具零件宜选用较细的电极丝;若加工大厚度工件或大电流切割时应选较粗的电极丝。
3.电极丝走丝速度
对于高速线切割加工,在一定范围内,提高速度有利于把工作液带入割缝,冲走电蚀物,保持加工的稳定。对于厚件,提高速度有利于减少电极丝在加工区逗留的时间,减少电极丝的损耗。但走丝速度过高将使电极丝的振动加剧,降低切割精度,使表面质量变差,易断丝。高速走丝线切割的走丝速度以小于10m/s为宜。相对于快走丝,慢走丝线切割电极丝张力均匀,振动小,加工稳定、表面质量较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。